Изобретение относится к прокатному производству , а более конкретно к рабочим клетям станов винтовой прокатки, и может быть использовано при п эоектированИи клетей станов винтовой прокатки, для которых необходим широкий диапазон регулировки углов подачи и раскатки, предназначенных для производства изделий малого диаметра.
Известна клеть, включающая станину, валки и кулисный механизм изменения углов подачи и раскатки. Шейки валков размещены во втулках, имеющих сферическую поверхность, и установлены во внутренних кулисах. Внутренние кулисы перемещаются относительно наружных кулис в направлениях, перпендикулярных оси прокатки. Установка валков на угол подачи осуществляется/путем смещения внутренних кулис, а установка валка на раскатки - путем смещения наружных кулис 1.
Недостатком указанной клети является узкий диапазон изменения углов подачи и раскатки, так как при смещении кулис возрастает расстояние между подшипниками валка, что требует увеличения длины приводной части валка, а с увеличением последней возрастает путь, пройденный приводной частью валка при повороте на углы подачи и раскатки. Таким образом, диапазон изменения угла подачи в клети ограничен габаритами клети (возможностью перерезывания поворачивающейся частью валка элементов клети).
10
Известна рабочая клеть трехвалкового стана винтовой прокатки,включающая станину с вмонтированными в нее кассетами, снабженными направляющими, в каждой из которых под уг15лом к оси прокатки установлены перемещаемые от нажимных винтов обоймы с валками. Каждая из обойм, снабжена поворотным от отдельного привода механизма регулировки угла
20 раскатки элементом и поворотно установленным в нем от привода механизма изменения угла подачи дополнительные элементом, состоящим из корпуса и съемной опоры рабочего
25 валка. Установка валка на угол подачи осуществляется поворотом корпуса дополнительного элемента в поворотном элементе при помощи механизма изменения угла подачи. Валок
30 устанавливается на угол раскатки
поворотом поворотного элемента в полукольцевых вырезах обоймы под действием отдельного привода механизма регулировки угла раскатки 12
Недостатком указанной клети является малый диапазон изменения угл подачи 0-18° .
Известна также клеть, включающая станину, расположенные в ней через 120° барабаны, оси которых смещены в тангенциальном направлении относительно оси прокатки, на которых закреплены опоры валков. Регулировка угла подачи осуществляется поворотом барабана 3.
Недостатком указанной клети является то, чтоПоворот барабана из исходного положения в одну сторону приводит к увеличению угла подачи, при повороте в другую сторону - к уменьшению.
Известна также клеть, включающая валки, ось каждого из которых наклонена к оси прокатки, несущие валки,отдельные корпуса на шпинделе, смонтированном на подшипниках качения и имеющем привод вращения через колесо и шестерню. Шестерня установлена на приводном валу,размещенном в станине. Корпус рабочего валка перемещается вместе с гильзой по направляющей станины вдоль оси валка. Корпус валка поворачивается относительно гильзы, сооснойс приводньом валом при помощи винтов ввернутых в проушины корпуса валка и упирающихся в выступы гильзы. Для изменения угла подачи ось валка смещают относительно оси прокатки поворотом корпуса валка винтами относительно гильзы 4.
Недостатком указанной клети является то, что смещение валка относительно оси прокатки производится не по прямой, а по дуге что значительно увеличивает путь перемещения.
Кроме того, в указанной клети со стационарным углом наклона валков к оси прокатки в процессе изменения угла подачи изменяется и угол раскатки, что ограничивает технические возможности клети.
Наиболее близкой к предлагаемой по технической сущности является трехвалковая клеть стана винтовой прокатки, включающая станину с тремя тангенциальными пазами в ее стойках, установленные в пазах с возможностью тангенциального перемещения три ползуна, имеющие наклонные проемы, три пиноли с опорами чашевидных консольных валков и механизмы осевого перемещения пинолей 5.
Для анализа недостатков известно клети воспользуемся следующими понятиями и обозначениями: угол наклона валка к оси прокатки Чо угол
между осью валка и осью прокатки; угол подачи fi - угол, образуемый поворотом валка вокруг оси, перпендикулярной оси прокатки и пересекающейся одновременно с осью прокатки и осью валка; угол раскатки угол, образуемый осью валка с плоскостью, нормальной к оси, вокруг которой валок поворачивается на угол подачи. Настройка известной , т.е. установка валков на угол подачи и раскатки осуществляется путем смещения ползунов в пазах станины. При этом валки смещаются относительно оси прокатки в тангенциальном направлении.
Недостатком известной клети является то, что в клети со стационарным углом наклона валков к оси прокатки при смещении валка, в тангенциальном направлении изменение угла подачи сопровождается изменением угла раскатки, причем в процессе увеличения угла подачи от О до Q угол раскатки уменьшается от до 0.
Как следует из графика (фиг.6), в известной клети с неизменным углом наклона валков к оси прокатки (например, при 60°) oблactью возможных значений и Ч является только кривая % 60°. Это значит, что известная клеть не может обеспечить режим установки валков на калибр, характеризуемый, например, р - 35°, 40. Следствием указанного недостатка является ограниченность сортамента прокатываемых изделий. Цель изобретения - обеспечение возможности изменения угла наклона валков к оси прокатки и расширения технологических возможностей клети.
Поставленная цель достигается созданием тр-ахвалковой клети стана винтовой прокатки, включающей станину с тремя тангенциальными пазами в ее стойках, установленные в пазах с возможностью тангенциального перемещения три ползуна, имеющие наклонные проемы, три пиноли с опорами чашевидных консольных валков и механизмы осевого перемещения пинолей, которая снабжена тремя корпусами, охватывающими пиноли каждого валка с возможностью их осевого перемещения и установленными в наклонных проемах ползунов на осях, и их нажимными и уравновешивающими механизмами. Такая конструкция клети позволяет регулировать угол наклона валков к оси прокатки в интервале 45г70°.
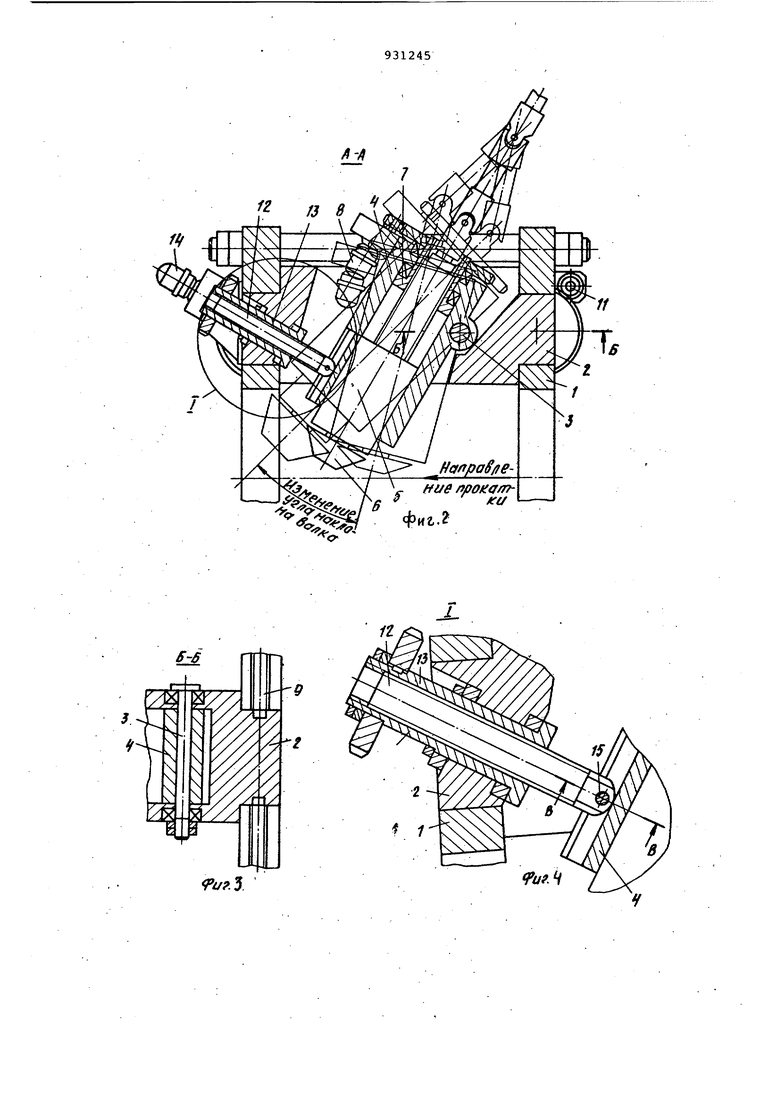
, На фиг.1 представлена клеть,общий ,вид,спереди; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг. 2; на фиг.4 - узел 1 (увеличение) на фиг.2; на фиг.З - разрез В-В на фиг.4; на фиг.б - график из5 (менения величины углов подачи и
раскатки в зависимости от величины угла наклона валка к оси прокатки при настройке стана путем смещения валка относительно оси прокатки втангенциальном направлении.
Трехвалковая клеть состоит из станины, выполненной в виде двух жесткоскрепленных : между собой стое 1, в которых выполнены три тангенциальных паза, в которых установлены с возможностью перемещения три ползуна 2, имеющие наклонные проемы смонтированных в них с возможностью поворота на осях 3 трех корпусов 4, установленных в корпусах с возможностью осевого перемещения трех пинолей 5 с наружной резьбой, внутри которых смонтированы опоры чашевидных консольных валков б, механизмов осевого перемещения пинолей, выполненных в виде втулок 7, внутренней резьбой взаимодействующих с резьбой пинолей и имеющих возможность вращения в корпусах от приводов 8, механизмов тангенциального перемещения ползунов в пазах стоек в виде винтов 9, резьбовых втулок 10 и их привода 11 вращения, нажимных механизмов поворота корпусов, выполненных в виде нажимных винтов 12, втулок 13, установленных в ползунах с возможностью вращения от приводов 14, и уравновешивающих механизмов 15 для прижима корпусов к нажимным винтам в виде пальцев, шарнирно соединяющих нажимные винты с корпусами и установленных с возможностью перемещения в фигурных пазахкорпусов.
Клеть при настройке работает следующим образом.
Осевое перемещение валков 6 осуществляют вращением втулок 7 от приводов 8. При Э.ТОМ пиноли 5 с валкам 6 перемещаются в осевом направлении внутри корпусов 4. Направление движения пинолей зависит от направления вращения втулок.,
Смещение валков б относительно оси прокатки осуществляют вращением резьбовых втулок 10 от приводов 11. При этом винты 9 перемещаются в осе BOM направлении и взаимодействуют с ползунами 2, которые перемещаются по тангенциальным пазам стоек 1 и смещают относительно оси прокатки корпуса 4, пиноли 5 и валки 6.
Изменение угла наклона валков 6 к оси прокатки осуществляют вращением втулок 13 от приводов 14. При этом нажимные винты- 12 перемещаются а осевом направлении и взаимодействуют с корпусами, которые поворачиваются на оси 3 внутри проемов ползунов 2 и устанавливают пнноли 5 с валками 6 под требуемым углом наклона к оси прокатки. Пальцы уравнЬвешивающего механизма 15 перемещают. ся по фигурным пазам корпусов 4 и фиксируют заданное величиной хода нажимных винтов 12 положение корпусов с пинолями 5 и валками б,.
Использование предлагаемой рабочей клети стана винтовой прокатки позволяет повысить технологические возможности клети за счет увеличения диапазона регулировки угла раскатки и расширить сортамент прокатываемых изделий.
Использование клети в процессе производства прутков малого диаметра из тугоплавких металлов по сравнению с ротационно-ковочными машинами, на которых осуществляемся процесс производства указанных изделий, позволяет получить экономический эффект 434200 р. в год.
Формула изобретения
Трехвалковая клеть стана винтовой прокатки, содержащая станину с тремя тангенциальными пазами в ее стойках установленные в пазах с возможностью тангенциального перемещения три ползуна, имеющие наклонные проемы, три пиноли с опорами чашевидных консольных валков и механизмы осевого перемещения пинолей, о т л.и ч а ющ а я с я тем, что, с целью обеспечения возможности изменения угла наклона валков - к оси прокатки и расширения технологических возможностей клети, онаснабжена тремя корпусами, охватывающими пиноли каждого валка с возможностью их осевого перемещения и установленными в наклонных проемах ползунов на осях, и их нажимными и уравновешивающими механизмами.
Источники информации, принятые во внимание при экспертизе
1.Фомичев И.А. Косая прокатка. Харьков, Металлургиздат, 1963, с. 11 рис.2.
2.Авторское свидетельство СССР № 409743, кл. В 21 В 19/02, 1974.
3.Авторское свидетельство СССР № 780914, кл. В 21 В 19/02, 1979.
4.Авторское свидетельство СССР № 246455, кл. В 21 В 13/12, 1965.
5.Авторское свидетельство СССР по заявке 2739057/22-02,
кл. В 21 Б 19/02, 1979. 3VHa
ч,
HctrtpaffleV ffifS npOKCffft-g 9 /fi/
фиг.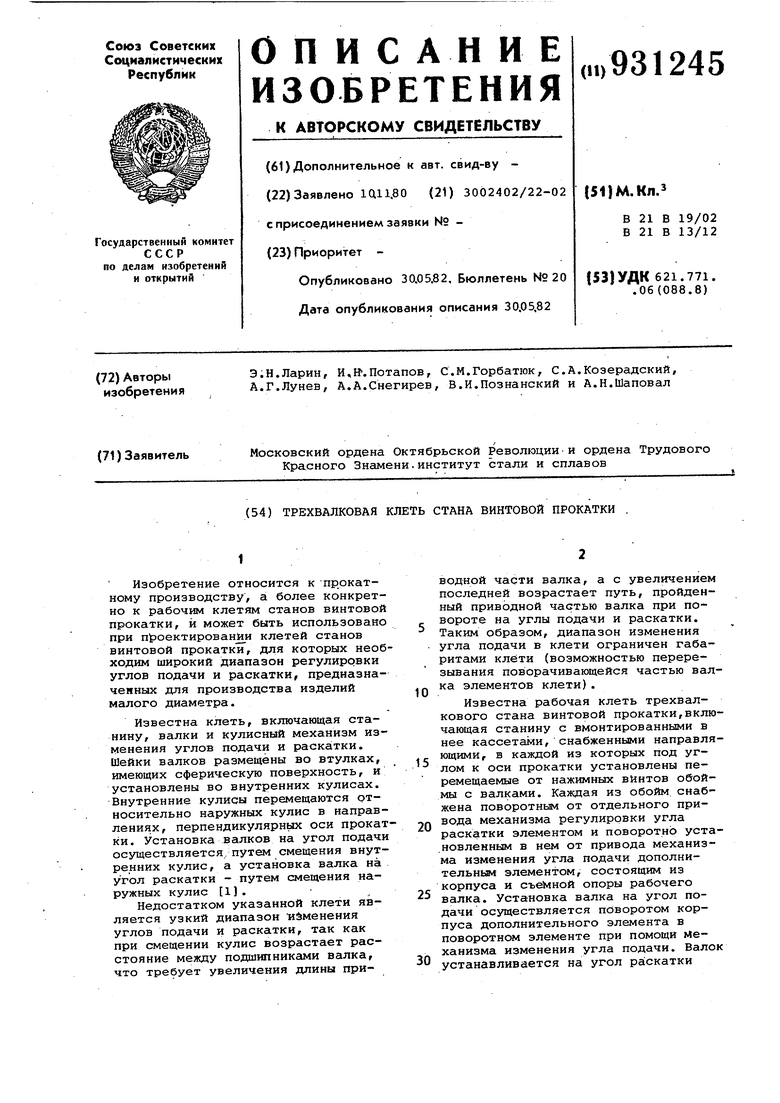
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Трехвалковая клеть стана винтовой прокатки | 1979 |
|
SU835540A1 |
| Двухвалковая клеть стана винтовой прокатки | 1986 |
|
SU1319946A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1967 |
|
SU205790A1 |
| РАБОЧАЯ КЛЕТЬ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2482932C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| Прокатная клеть | 1990 |
|
SU1724398A1 |

S-6
РЦ.Ъ
Вб
t/f.
оJS 30 . f/f 6O 7f SO
ygOf ffofcfvuft
Vl/f.e
