Изобретение относится к области трубопрокатного производства и касается конструкции клетей станов продольной прокатки сорта круглого сечения, проволоки и наиболее эффективно может быть использовано в непрерывных станах для производства бесшовных труб.
В мировой практике для производства сорта круглого сечения, проволоки и труб методом непрерывной продольной прокатки наибольшее распространение получили клети с двумя валками.
Известна двухвалковая рабочая клеть стана продольной прокатки серии Р-600, изготовленная шведской фирмой "Сентро-Моргердсхаммер", см. А.Н.Иводитов. Реконструкция и модернизация сортовых прокатных станов. М.: Металлургия, 1993 г., стр.94, 95, содержащая опорные стойки, имеющие индивидуальный привод два валка с подшипниковыми опорами, подушками и механизмом крепления подушек, представляющим собой два винта, гайки и сферические подкладки, и механизм радиальной регулировки валков, выполненный в виде четырех винтов, перемещающихся от отдельного нажимного механизма.
Основным недостатком этой двухвалковой рабочей клети продольной прокатки является то, что при прокатке заготовок (черновых труб) в двухвалковом калибре из-за неравномерности распределения скоростей течения металла и усилия прокатки по окружности калибра процесс деформации неоднороден, что приводит к отклонениям по толщине стенки и диаметру труб и других получаемых изделий.
Другим недостатком процесса прокатки в двухвалковой клети стана продольной прокатки является большая площадь контактной поверхности металла с двумя валками, в результате чего увеличивается давление металла на валки, что вызывает снижение их долговечности.
В последнее время для производства сорта круглого сечения, проволоки и труб все чаще стали применять трехвалковые клети, при продольной прокатке в которых отсутствуют недостатки, присущие процессу продольной прокатки в двухвалковых клетях, поскольку в трехвалковом калибре процесс деформации более однороден благодаря более равномерному распределению скоростей течения металла и усилия прокатки по окружности калибра, что позволяет повысить точность получаемых труб и других изделий, а площадь контактной поверхности металла с тремя валками меньше, в результате чего снижается давление металла на валки и, следовательно, увеличивается долговечность валков.
Из известных трехвалковых рабочих клетей станов продольной прокатки наиболее близкой по технической сущности является трехвалковая рабочая клеть стана продольной прокатки, описанная в заявке США №2001/0035037, кл. 72-224, заявл. 28.03.2001 г., опубл. 01.11.2001 г. Эта рабочая клеть содержит корпус, установленные в нем через 120° и имеющие индивидуальный привод три валка с подшипниковыми опорами, подушками и траверсами и механизм радиальной регулировки валков, выполненный в виде эксцентриковых втулок с приводом их поворота через коническую зубчатую передачу, приводной вал и жестко закрепленные на нем и между собой зубчатый диск и соединительный элемент, через который приводится в действие весь механизм регулировки валков.
Основным недостатком конструкции данной клети является сложный процесс настройки межвалкового расстояния, который выполняется здесь с помощью эксцентриковых втулок с приводом их поворота и связан с расчетом математической зависимости между величиной угла поворота эксцентриковых втулок и изменением межвалкового расстояния.
Другим недостатком конструкции этой клети является наличие воспринимающего усилие прокатки громоздкого корпуса, в котором помимо растягивающих напряжений возникают еще и изгибающие моменты, которые работают на разрыв, в результате чего жесткость клети снижается и прокатка заготовок (черновых труб) в ней становится возможной только с небольшими обжатиями за один проход, что ведет к установке дополнительных рабочих клетей, а это, в свою очередь, увеличивает металлоемкость и габариты стана. Кроме того, малая жесткость рабочей клети снижает точность получаемых изделий.
Задачей настоящего изобретения является создание такой конструкции рабочей клети стана продольной прокатки, которая позволяет упростить настройку межвалкового расстояния, увеличить жесткость клети, уменьшить металлоемкость и габариты клети и всего стана продольной прокатки в целом, повысить точность труб и других получаемых изделий.
Поставленная задача достигается тем, что в рабочей клети стана продольной прокатки, содержащей корпус, установленные в нем через 120° и имеющие индивидуальный привод три валка с подшипниковыми опорами, подушками и траверсами и механизм радиальной регулировки валков, согласно изобретению корпус клети выполнен из двух круглых пластин с направляющими и снабжен размещенными в этих направляющих тремя кассетами, в каждой из которых расположен валок с подшипниковыми опорами, подушками и траверсой, а механизм радиальной регулировки валков выполнен в виде трех пар стягивающих кассеты между собой и образующих два равносторонних треугольника винтов, каждый из которых взаимодействует через сферические шайбы с размещенными в кассете гайками и снабжен на его концах механизмами уравновешивания, и в виде расположенных в кассетах гидроцилиндров, опирающихся через сферические подпятники на траверсы.
Такое конструктивное выполнение трехвалковой рабочей клети стана продольной прокатки позволяет упростить настройку межвалкового расстояния за счет перемещения кассет с размещенными в них валками, подушками и траверсами посредством винтовых пар.
Кроме того, для более точной настройки межвалкового расстояния в конструкции клети предусмотрена дополнительная подстройка валков с помощью установленных в кассетах гидроцилиндров.
Другим достоинством клети является ее облегченная, малогабаритная конструкция и повышенная жесткость, достигающиеся за счет выполнения корпуса клети в виде двух облегченных пластин, в которых размещены три кассеты с валками, стянутые между собой воспринимающими усилие прокатки тремя парами винтов.
Повышенная жесткость обеспечивает большие обжатия в клети за один проход, что позволяет применять на стане продольной прокатки небольшое количество клетей и тем самым уменьшать его металлоемкость и габариты.
Повышенная жесткость клети позволяет также получать изделия высокой точности.
Еще одним преимуществом конструкции данной клети является ее быстрая разборка и сборка в линии стана.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображена рабочая клеть стана продольной прокатки в разрезе,
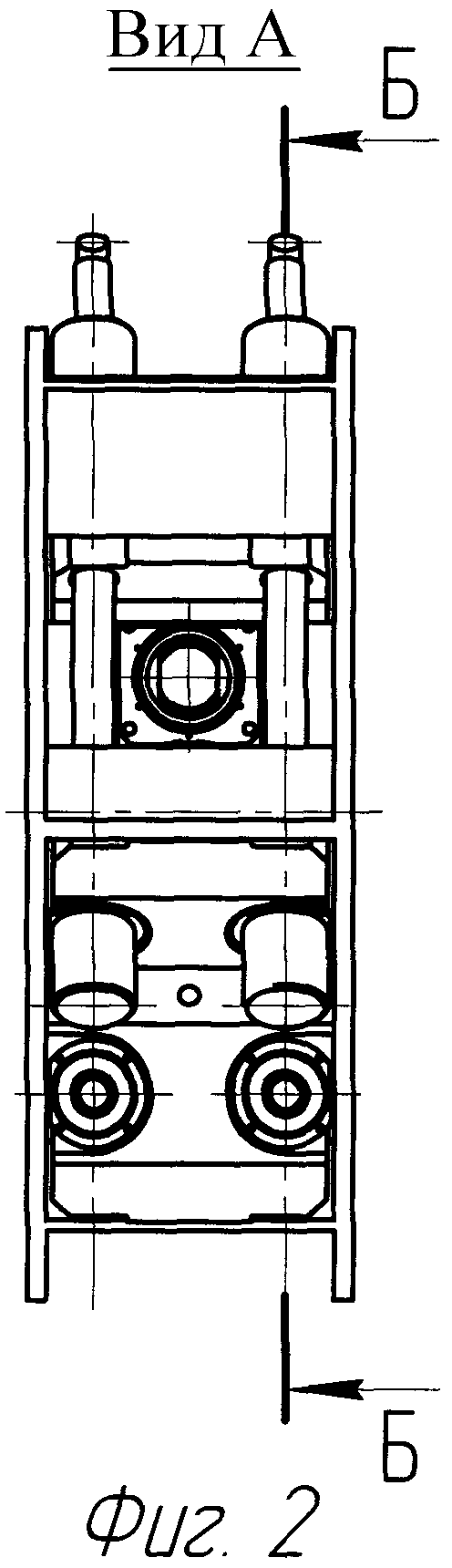
на фиг.2 - то же, вид по стрелке А на фиг.1,
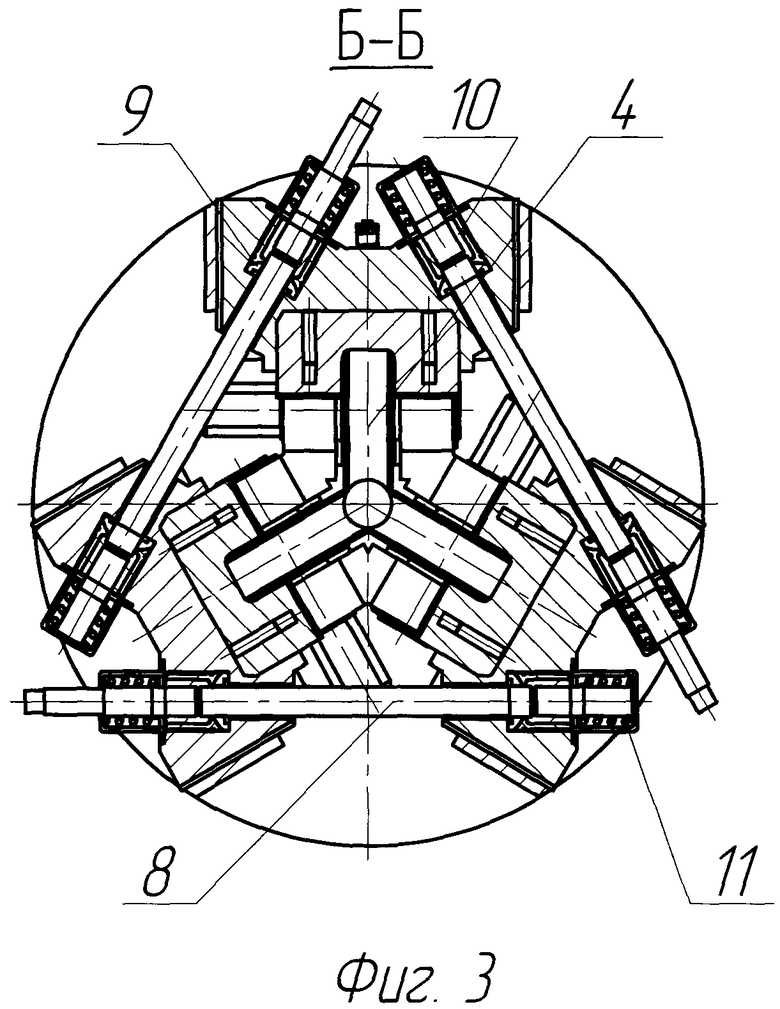
на фиг.3 - то же, разрез Б-Б на фиг.2.
Рабочая клеть стана продольной прокатки содержит корпус, выполненный в виде двух круглых пластин 1 с направляющими 2, в которых размещены три кассеты 3. В каждой кассете 3 расположен валок 4 с подшипниковыми опорами 5, подушками 6 и соединяющей подушки 6 траверсой 7. Три валка 4 вместе с кассетами 3 установлены в направляющих 2 пластин 1 через 120° и имеют индивидуальный привод. Кассеты 3 стянуты тремя парами винтов 8, образующих между собой два равносторонних треугольника и с помощью которых производят регулировку межвалкового расстояния. Каждый винт 8 взаимодействует через сферические шайбы 9 с гайками 10, размещенными в кассете 3, и снабжен на его концах механизмами уравновешивания 11. Для дополнительной подстройки валков 4 применены расположенные в кассетах 3 гидроцилиндры 12, которые через сферические подпятники 13 опираются на траверсы 7.
При прокатке в рабочей клети стана продольной прокатки заготовка (черновая труба) проходит через калибр, образованный тремя валками. Усилие, возникающее при прокатке, воспринимается подшипниковыми опорами 5 валков 4 и передается через подушки 6 и траверсы 7 на кассеты 3, которые стремятся разойтись от оси прокатки. Смещению кассет 3 препятствуют стягивающие кассеты друг с другом три пары винтов 8.
Регулировку межвалкового расстояния в клети осуществляют следующим образом:
- сначала синхронным вращением трех пар винтов 8 одновременно кассеты 3 с валками 4, их подшипниковыми опорами 5, подушками 6 и траверсами 7 смещают по винтам в трех направлениях на необходимое расстояние,
- затем для подстройки калибра уже в процессе прокатки валки 4 перемещают по отдельности или одновременно с помощью установленных в кассетах 3 гидроцилиндров 12, которые через сферические подпятники 13 воздействуют на траверсы 7 и, соответственно, на валки 4.
Перевалку валков в клети осуществляют следующим образом:
- кассеты 3 разводят по винтам в стороны на величину, большую величины Δ, когда валки 4, подушки 6 и траверсы 7 могут быть извлечены из кассет.
Предложенная конструкция рабочей клети стана продольной прокатки по сравнению с известными позволяет упростить настройку межвалкового расстояния, увеличить жесткость клети, уменьшить металлоемкость и габариты клети и всего стана продольной прокатки в целом, повысить точность получаемых изделий.
Данная конструкция рабочей клети позволяет также быстро осуществить ее разборку и сборку в линии стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| БЕССТАНИННАЯ ДВУХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2008 |
|
RU2387504C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
Изобретение относится к конструкции клетей станов продольной прокатки сорта круглого сечения, проволоки и наиболее эффективно может быть использовано в непрерывных станах для производства бесшовных труб. Рабочая клеть стана продольной прокатки содержит корпус, установленные в нем через 120° и имеющие индивидуальный привод три валка с подшипниковыми опорами, подушками и траверсами и механизм радиальной регулировки валков. Корпус клети представляет собой две круглые пластины с направляющими и снабжен размещенными в этих направляющих тремя кассетами, в каждой из которых расположен валок с подшипниковыми опорами, подушками и траверсой. Механизм радиальной регулировки валков выполнен в виде трех пар стягивающих кассеты между собой и образующих два равносторонних треугольника винтов, каждый из которых взаимодействует через сферические шайбы с размещенными в кассете гайками и снабжен на его концах механизмами уравновешивания, и в виде расположенных в кассетах гидроцилиндров, опирающихся через сферические подпятники на траверсы. Обеспечивается упрощение настройки межвалкового расстояния, увеличение жесткости клети, уменьшение металлоемкости и габаритов клети и всего стана продольной прокатки в целом, повышение точности получаемых изделий. 3 ил.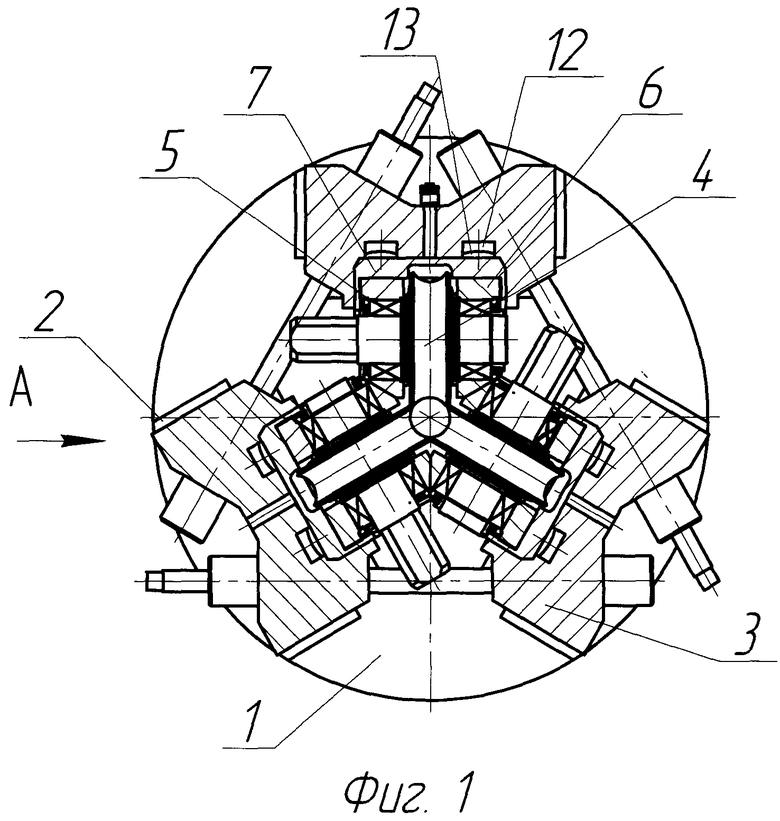
Рабочая клеть стана продольной прокатки, содержащая корпус, установленные в нем через 120° и имеющие индивидуальный привод три валка с подшипниковыми опорами, подушками и траверсами и механизм радиальной регулировки валков, отличающаяся тем, что корпус клети выполнен из двух круглых пластин с направляющими и снабжен размещенными в этих направляющих тремя кассетами, в каждой из которых расположен валок с подшипниковыми опорами, подушками и траверсой, а механизм радиальной регулировки валков выполнен в виде трех пар стягивающих кассеты между собой и образующих два равносторонних треугольника винтов, каждый из которых взаимодействует через сферические шайбы с размещенными в кассете гайками и имеет на концах механизмы уравновешивания, и в виде расположенных в кассетах гидроцилиндров, опирающихся через сферические подпятники на траверсы.
| US 2001035037 A1, 01.11.2001 | |||
| US 6502446 B2, 07.01.2003 | |||
| US 2003051524 A1, 20.03.2003 | |||
| Устройство для контроля и регулирования температуры | 1982 |
|
SU1064107A1 |
| US 5765423 A, 16.06.1998 | |||
| US 53331835 A, 26.07.1994 | |||
| Рабочая клеть стана продольной прокатки труб | 1972 |
|
SU441051A1 |
| RU 2004109162 A, 02.09.2004. | |||

