Изобретение относится к литейному производству, в частности к оборудованию для литья металлов, и может быть использовано для сифонной отливки слитков, применяемых при изготовлении труб.
Известно устройство для сифонной отливки слитков, содержащее изложницу и поддон со смещенным относительно центра изложницы заливочным каналом.
Недостатком этого устройства является низкое качество отливаемых слитков. Это объясняется тем, что при заливке металла в изложницу возникают конвективные потоки, приводящие к неравномерности нарастания корочки кристаллизующегося , в результате чего на слитке появляются продольные трещины, являющиеся причиной перевода слитков в брак.
Целью изобретения является повышение качества слитков за счет уменьшения продольных трещин на их поверхности.
Для этого в известном устройстве нижняя часть изложницы выполнена с боковой полуцилиндрической полостью, длина и радиус сечения которой составляют соответственно 0,15-0.35 и 0.1-0,25 от внутреннего диаметра корпуса изложницы, заливочный канал размещен под центральной частью боковой полости изложницы.
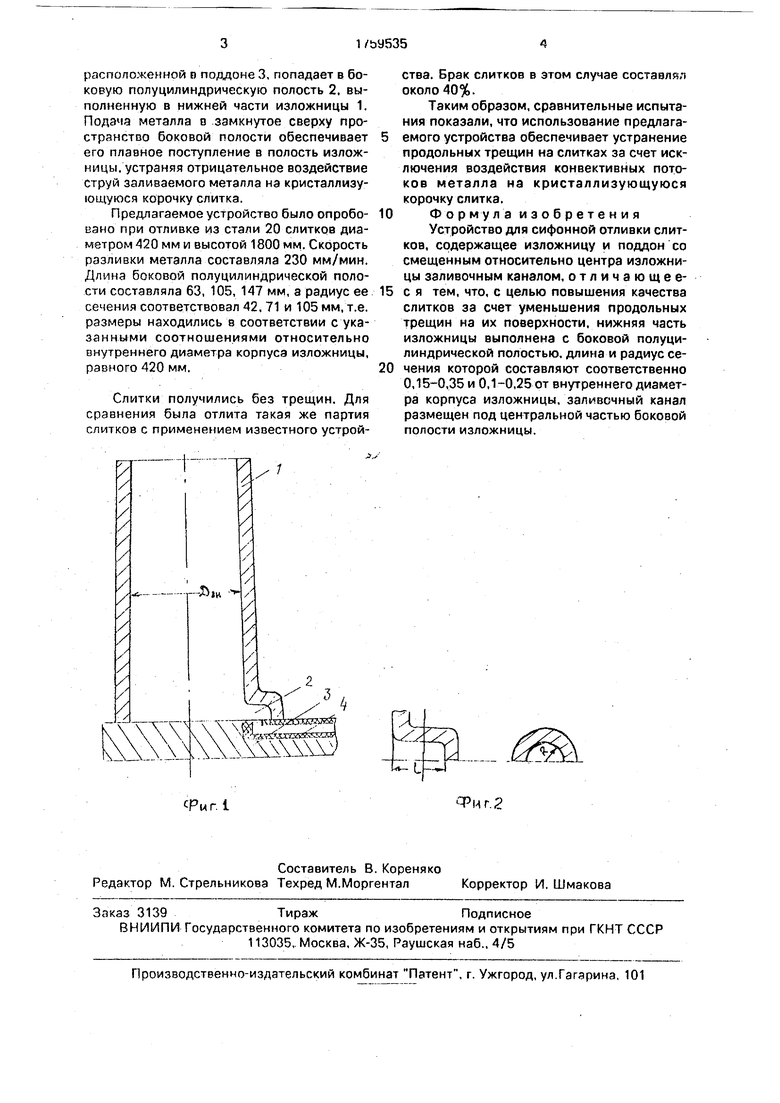
На фкг.1 показано предлагаемое устройство для сифонной отливки слитков; на фиг.2 - продольное и поперечное сечения боковой полуцилиндрической полости.
Устройство содержит изложницу 1. нижняя часть которой выполнена с боковой полуцилиндрической полостью 2, длина L и радиус R сечения которой соответствуют указанным соотношениям, поддон 3 с сифонной проводкой 4, заливочный канал которой размещен под центральной частью боковой полости изложницы.
Металл из ковша и через центровую (не показаны) по каналу сифонной проводки 4,
VJ
(Л
о ел со ел
расположенной в поддоне 3, попадает в боковую полуцилиндрическую полость 2. выполненную в нижней части изложницы 1. Подача металла н замкнутое сверху пространство боковой полости обеспечивает его плавное поступление в полость изложницы, устраняя отрицательное воздействие струй заливаемого металла на кристаллизующуюся корочку слитка.
Предлагаемое устройство было опробовано при отливке из стали 20 слитков диаметром 420 мм и высотой 1800 мм. Скорость разливки металла составляла 230 мм/мин. Длина боковой полуцилиндрической полости составляла 63, 105, 147 мм, а радиус ее сечения соответствовал 42, 71 и 105 мм, т.е. размеры находились в соответствии с указанными соотношениями относительно внутреннего диаметра корпуса изложницы, равного 420 мм.
Слитки получились без трещин. Для сравнения была отлита такая же партия слитков с применением известного устройства. Брак слитков в этом случае составлял около 40%.
Таким образом, сравнительные испытания показали, что использование предлагаемого устройства обеспечивает устранение продольных трещин на слитках за счет исключения воздействия конвективных потоков металла на кристаллизующуюся корочку слитка.
Ф о р м у л а и з о б р е т е н и я
Устройство для сифонной отливки слитков, содержащее изложницу и поддон со смещенным относительно центра изложницы заливочным каналом, отличающеес я тем, что, с целью повышения качества слитков за счет уменьшения продольных трещин на их поверхности, нижняя часть изложницы выполнена с боковой полуцилиндрической полостью, длина и радиус сечения которой составляют соответственно 0,15-0,35 и 0,1-0,25 от внутреннего диаметра корпуса изложницы, заливочный канал размещен под центральной частью боковой полости изложницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сифонной отливки трубных слитков | 1990 |
|
SU1752494A1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА В ИЗЛОЖНИЦЫ И ФОРМЫ | 1991 |
|
RU2020032C1 |
| Устройство для разливки металла | 1987 |
|
SU1444063A1 |
| Способ сифонной разливки стали | 1979 |
|
SU829320A1 |
| СИФОННАЯ ПРОВОДКА С КРУГЛЫМ СЕЧЕНИЕМ КАНАЛА ДЛЯ ПОДВОДА МЕТАЛЛА | 1992 |
|
RU2048958C1 |
| Устройство для сифонной отливки горизонтального слитка | 1989 |
|
SU1616766A1 |
| Способ сифонной разливки слитков | 1988 |
|
SU1613245A1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ СТАЛИ | 1990 |
|
RU2061576C1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2061575C1 |
| Глуходонная сталеразливочная изложница | 1989 |
|
SU1620204A1 |
Сущность: в устройстве, содержащем изложницу и поддон со смещенным относительно центра изложницы заливочным каналом, нижняя часть изложницы выполнена с боковой полуцилиндрической полостью, длина и радиус сечения которой составляют соответственно 0.15-0.35 и 0,1-0,25 внутреннего диаметра орпуса изложницы. Заливочный канал размещен под центральной частью боковой полости изложницы. 1 ил.
,ssr
| Фрумкин А.П | |||
| Отливка круглых слитков через смещенные литники | |||
| Металлургическая и горнорудная промышленность, 1960, № 4 | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
