Изобретение относится к литейному производству и может быть использовано при отливке слитков в сквозных изложницах круглого или многогранного сечения.
Цель изобретения - улучшение качества слитка за счет уменьшения образования горячих продольных трещин в нижней его части.
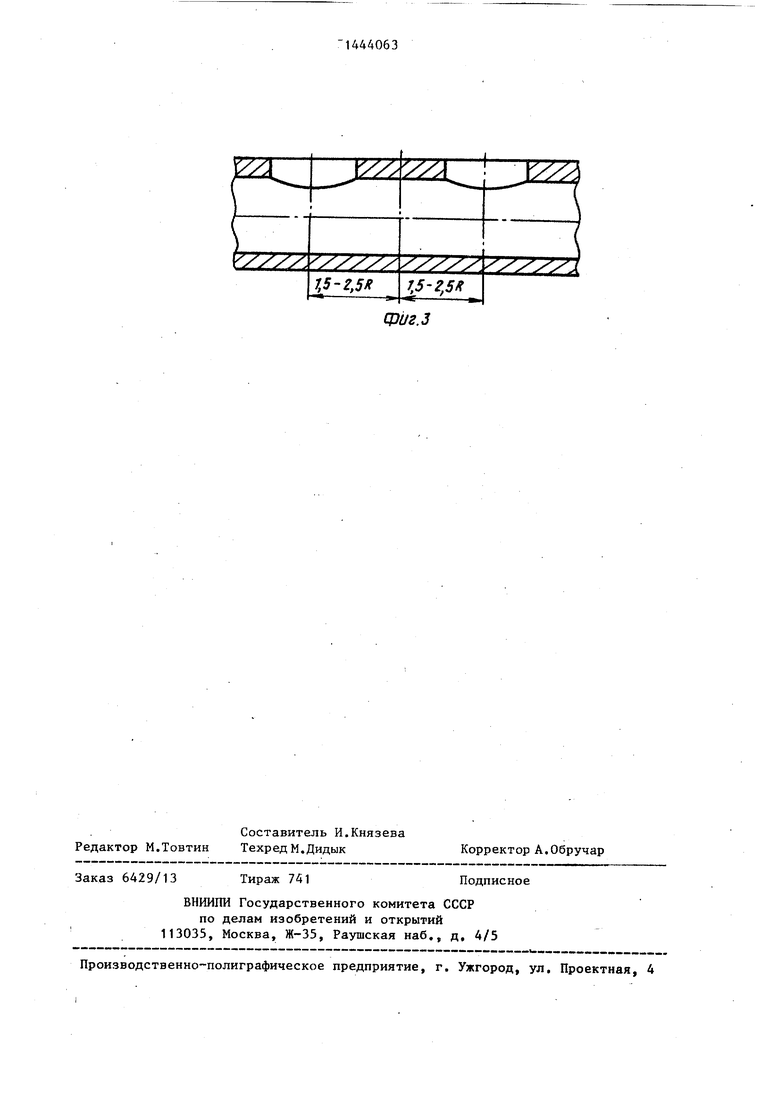
На фиг. 1 приведена схема устройства для разливки металла; на фиг. 2 и 3 - канал сифонной проводки с выходными отверстиями, вид сверху; на фиг. 3 - то же, разрез.
Устройство содержит литниковую чашу 1 с установленньм под ней распределителем 2 жидкого металла, имеющим отверстия 3, и сифонные проводки 4, снабженные с выходными отверстиями: основным 5 и дополнительным 6. Устройство установлено на поддоне 7, на котором размещена также изложница 8.
Металл из ковша (не показан) заливают в литниковую чашу 1 и через отверстия 3 распределителя 2 по каг налам сифонных проводок 4 он поступает через выходные отверстия 5 и 6 в изложницу 8. Выполнение в каждом канале сифонной проводки дополнительного отверстия обеспечивает снижение линейной скорости металла при переходе из горизонтального канала сифонных проводок в выходные вертикальные отверстия. При этом высота подъема и отклонение струй весьма незначиг тельны, так как энергия выходящих струй взаимно гасится, конвективные потоки не получают сильного развития и донная часть изложницы заполняется плавно без воздействия струй заливаемого металла на кристаллизующуюся корочку слитка. В результате качество поверхности в нижней части слитков улучшается.
При вьшолнении радиуса дополнительного отверстия больше радиуса канала сифонной проводки происходит уменьшение толщины стенки канала последней, что приводит к снижению ее механической прочности, а в слу- чае вьтолнения его меньше радиуса канала сифонной проводки, возникают расходящиеся конвективные потоки, приводяш;ие к размыву кристаллизующейся корочки слитка.
Если основное и дополнительное отверстия будут отстоять от продольной оси изложницы менее чем на
1,5 радиуса канала сифонной проводки, то при разливке металла произой- дет разрыв перемычки между отверстиями вследствие ее малой толщины.
Если отверстия будут отстоять от продольной оси изложницы более чем на 2,5 радиуса канала сифонной проводки, то конвективные потоки от каждой струи не будут гасить друг друга, и в нижней части слитка будут образовываться горячие трешдны.
Соотношение между радиусами основного и дополнительного отверстий изменяется (1:1) - (0,8:1). При других соотношениях произойдет нарушение двршения конвективных потоков и образование продольных горячих трещин
в нижней части слитка.
Устройство обеспечивает повьш1ение качества отливаемых слитков за счет снижения линейной скорости металла при переходе его из горизонтального
канала сифонных проводок в выходные вертикальные отверстия, позволяющей резко снизить высоту подъема и отклонение струй. Это объясняется тем, что энергия выходящих струй взаимно
гасится, конвективные потоки не
получают сильного развития и донная часть изложницы заполняется плавно без воздействия струй запиваемого металла на кристаллизующуюся корочку
слитка. Кроме того, при переделе таких слитков в трубы снижается брак- по пленам, расслоению, подрезйм и трещинам.
40
ормула изобретения
Устройство для разливки металла, включающее изложницы, литниковую
чашу, распределитель жидкого металла и сифонные проводки, в каналах кото- рых выполнены выходные отверстия, площадь сечения которых больше площади поперечного ceчeшiя каналов5 о т л ичающе еся тем, что, -с целью улучшения качества слитка за счет у уменьшения образования горячих про дольных трещин в нижней его части, в каждом канале выполнено дополнитель- ное выходное отверстие радиусом, равным радиусу сифонной проводки, причем основное и дополнительное отверстия равно отстоят- от продольной оси изложницы на расстоянии 1,5 - 2,5
радиуса канала сифонной проводки при соотношении между радиусами
основного и дополнительного отверс тий (1:1) - (0,8:1).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА В ИЗЛОЖНИЦЫ И ФОРМЫ | 1991 |
|
RU2020032C1 |
| Устройство для сифонной отливки слитков | 1990 |
|
SU1759535A1 |
| Устройство для сифонной разливки металла | 1987 |
|
SU1713720A1 |
| Устройство для сифонной отливки трубных слитков | 1990 |
|
SU1752494A1 |
| Устройство для сифонной разливки стали | 1990 |
|
SU1770043A1 |
| Способ сифонной разливки стали | 1979 |
|
SU829320A1 |
| Устройство для сифонной разливки стали | 1990 |
|
SU1740116A1 |
| Способ подготовки сталеразливочных составов для сифонной разливки стали | 1987 |
|
SU1440600A1 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Способ сифонной разливки слитков | 1988 |
|
SU1613245A1 |

Изобретение относится к литейному производству и предназначено для отливки слитков в сквозные изложницы. Цель изобретения - улучшение качества слитка за счет уменьшения образования горячих продольных трещин в нижней его части. Устройство для разливки металла включает литниковую чашу, распределитель жидкого металла и сифонные проводки, в каналах которых выполнены выходные отверстия, причем в каждом канале вьтолнено дополнительное отверстие радиусом, равным радиусу сифонной проводки. Основное и допол1штель- ное отверстия равно отстоят от продольной оси изложницы на расстояшш, равном 1,5-2,5 радиуса канала сифонной проводки, при соотношении ради усов основного и дополнительного отверстий (1:1) - (0,8:1). 3 ил. i (Л
Фиг.1
фиг. г
сриг.з
| Устройство для разливки металла | 1982 |
|
SU1049174A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
