Изобретение относится к области ремонта машин, в частности к восстановлению изношенных посадочных поверхностей под подшипники составами на основе эпоксидных смол.
Одним из наиболее рациональных способов применения в ремонтном производстве металлов в сочетании с полимерами является нанесение на изношенные поверхности деталей тонкостенных покрытий на основе эпоксидной смолы. В этом случае высокая механическая прочность и жесткость, характерные для металлов, дополняется хорошими антифрикционными, антикоррозионными, износостойкими свойствами, присущими полимерам.
Известен способ нанесения на изношенную внутреннюю поверхность детали состава на основе эпоксидной смолы с последующим размещением калибрующей оправки, и полимеризации в нагревательном шкафу. Однако этим способом практически почти невозможно достичь надежного и качественного покрытия. Это объясняется низкой тиксотропностью предложенного полимерного состава. При нагревании покрытие оплывает, теряя правильную геометрическую форму. Качество восстановления очень низкое.
Известны способы вклеивания на изношенную поверхность дополнительного элемента: втулки, разрезного кольца и др. Однако реализация этих способов сопряжеVJел ю ел ю о
на со значительными трудовыми затратами, применение дополнительных элементов, длительностью отверждения клеевого слоя, использования громоздкого и дорогостоящего оборудования, что затрудняет их прак- тическое внедрение.
Наиболее близким техническим решением является способ нанесения покрытия, размещения в отверстии калибрующих оправок и ускорения процесса полимериза- ции обработкой покрытия магнитным полем. Технологический процесс восстановления деталей этим способом состоит из следующих последовательных операций: определение величины износа, растачива- ния изношенной поверхности до устранения следов износа, обезжиривания этой поверхности, нанесения разделительного слоя на калибрующую оправку, нанесения слоя полимера на восстанавливаемую поверхность, размещения оправки в отверстие с полимером. Причем отверждение проводят в несколько этапов: с выключенными катушками соленоида 10-15 мин; при включенных катушках 40 мин и 3 часа при выклю- ченных катушках.
Известный способ не позволяет четко ориентировать частицы наполнителя по силовым линиям магнитного поля. Это связа- но с реологическими свойствами применяемого полимера. За время стабилизирующей выдержки калибрующей оправки 10-15 мин до включения магнитного поля вязкость полимера увеличивается и возможность ориентирования частиц полиме- ра резко снижается. Тем самым снижается положительный эффект от воздействия магнитного поля на фиксируемое покрытие, его несущая способность, прочностные свойства, стойкость к старению не увеличивается. Существенным недостатком способа является необходимость в предварительной механической обработке, а это увеличивает трудоемкость восстановления, повышает себестоимость деталей, длительность на- хождения машин в ремонте.
Целью изобретения является повышение качества и снижение трудоемкости восстановления.
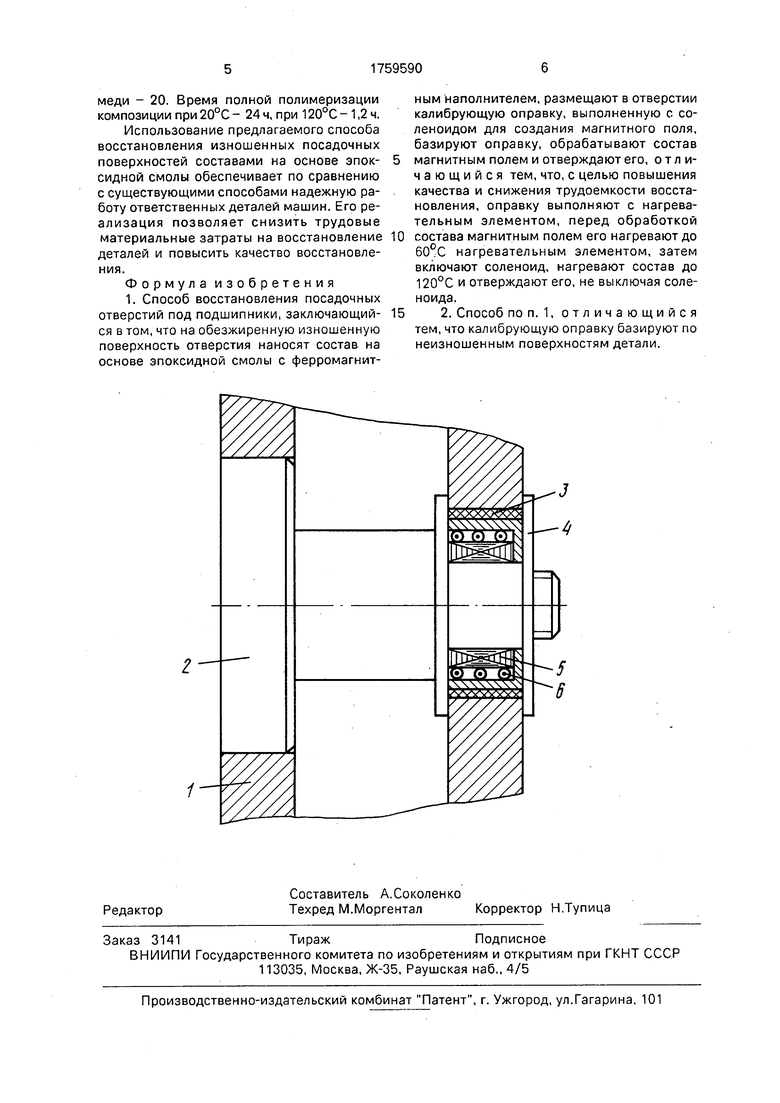
Цель достигается тем, что на обезжи- ренную изношенную поверхность отверстия детали 1 наносят состав на основе эпоксидной смолы с ферромагнитным наполнителем 3, а на рабочую поверхность калибрующей оправки 2 разделительный слой; размещают оправку, выполненную с соленоидом для создания магнитного поля, в отверстии, базируют ее по неизношенной поверхности и при помощи уплотнительно- го кольца 4. Затем нагревают покрытие 3
при помощи нагревательного элемента 6 до температуры 60° ±2 Си включают соленоид 5. Нагревают покрытие до температуры 120° ±2 С и отверждают его на протяжении 1 часа. По завершении процесса полимеризации удаляют калибрующую оправку. Рабочую поверхность оправки выполняют с таким расчетом, чтобы исключить необходимость последующей механической обработки восстановленного отверстия.
Покрытие нагревают до температуры 60° ±2 С, снижая вязкость на 25-30%, тем самым дается возможность свободной ориентировки частиц наполнителя в массе полимера и равномерное их распределение при включении соленоида. Дальнейшая тепловая обработка покрытия с одновременным воздействием магнитного поля увеличивает прочностные характеристики покрытия на основе эпоксидной смолы в 1,5-1,7 раза, ускоряет процесс полимеризации с 6 ч до 1,2 ч. Равномерное распределение ориентированных по силовым линиям магнитного поля ферромагнитных частиц увеличивает когезионную прочность покрытия, что улучшает условия теплоотвода покрытия на основе эпоксидной смолы и повышает надежность деталей в процессе эксплуатации.
Восстанавливаемое отверстие не подвергается предварительной механической обработке, так как калибрующая оправка базируется по изношенной части детали.
Пример. Корпус раздаточной коробки трактора Т-150К,изготовленный из серого чугуна СЧ15. Восстановлению подлежит наиболее изнашиваемая внутренняя посадочная поверхность, которой является отверстие под подшипники 311, 12311 диаметром 120-0,035 мм.. Величина износа этого отверстия составляет 0,15-о,2омм. Восстановление его проводили при помощи калибрующей оправки, рабочая поверхность которой изготовлена с таким расчетом, чтобы, с учетом усадки покрытия, был обеспечен необходимый зазор в сопряжении покрытие - наружная обойма подшипника. Базирование калибрующей оправки осуществляли по отверстию под стакан, расположенному на противоположной стенке корпуса.
Применяемый состав на основе эпоксидной смолы холодного отверждения, содержит, мае.ч.: смола ЭД-20-100, диэтилентриамин (отвердитель)- 10, тиокол НВБ-2 (пластификатор) - 20, чугунный порошок (наполнитель) - 70 или железный порошок - 60 с добавками мелкодисперсной
меди - 20. Время полной полимеризации композиции при 20°С - 24 ч, при 120°С - 1,2 ч. Использование предлагаемого способа восстановления изношенных посадочных поверхностей составами на основе эпоксидной смолы обеспечивает по сравнению с существующими способами надежную работу ответственных деталей машин. Его реализация позволяет снизить трудовые материальные затраты на восстановление деталей и повысить качество восстановления.
Формула изобретения 1. Способ восстановления посадочных отверстий под подшипники, заключающийся в том, что на обезжиренную изношенную поверхность отверстия наносят состав на основе эпоксидной смолы с ферромагнит0
5
ным наполнителем, размещают в отверстии калибрующую оправку, выполненную с соленоидом для создания магнитного поля, базируют оправку, обрабатывают состав магнитным полем и отверждают его, отличающийся тем, что, с целью повышения качества и снижения трудоемкости восстановления, оправку выполняют с нагревательным элементом, перед обработкой состава магнитным полем его нагревают до 60°С нагревательным элементом, затем включают соленоид, нагревают состав до 120°С и отверждают его, не выключая соленоида.
2. Способ поп. 1, отличающийся тем, что калибрующую оправку базируют по неизношенным поверхностям детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изношенных посадочных отверстий в корпусных деталях покрытием из раствора полимерного материала | 2020 |
|
RU2751339C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВАНИЯ ПОСАДОЧНЫХ ОТВЕРСТИЙ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ В КОРПУСНЫХ ДЕТАЛЯХ | 2015 |
|
RU2604238C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В ТЯЖЕЛОНАГРУЖЕННЫХ КОРПУСНЫХ ДЕТАЛЯХ | 2002 |
|
RU2220834C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2255949C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2007 |
|
RU2360777C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2000 |
|
RU2172234C1 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2238425C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ ПУТЕМ НАНЕСЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2000 |
|
RU2186669C2 |
| СПОСОБ ФИКСАЦИИ ИЗНОШЕННЫХ СОЕДИНЕНИЙ "ВАЛ-ПОДШИПНИК" ШПИНДЕЛЬНЫХ УЗЛОВ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ ПРИ ПОМОЩИ ПОЛИМЕРНОЙ НАНОКОМПОЗИЦИИ | 2021 |
|
RU2812883C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2176181C1 |
Использование: в ремонтном производстве, при восстановлении изношенных внутренних посадочных поверхностей под подшипники или стаканы. Сущность изобретения: обезжиривают изношенную поверхность отверстия. Наносят на нее состав на основе эпоксидной смолы с ферромагнитным наполнителем. Устанавливают в отверстие калибрующую оправку с нагревательным элементом и соленоидом для создания магнитного поля. Нагревают состав до 60°С, включают соленоид, нагревают состав до 120°С и отверждают его, не выключая соленоида. Способ обеспечивает высокое качество и снижение трудоемкости восстановления. 1 з.п. ф-лы. 1 ил.
| Воловик Е.Л., Голубцова Д | |||
| С | |||
| Федулова В | |||
| А | |||
| и др | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| - М.: ГОСНИТИ, 1980, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
