Изобретение относится к машиностроению и может быть использовано при ремонте гидравлических двигателей, используемых в различных отраслях промышленного производства, например, в подъемно-транспортных машинах - гидравлических кранах-манипуляторах.
Известен способ ремонта корпусов гидравлических шестеренных насосов, включающий операции разборки, дефектовки, замены уплотнений подшипников и восстановление сопрягаемых поверхностей валов-шестерен и опорных корпусных деталей при величине износа от 0,1 до 0,3 мм (задиры, риски на поверхностях) путем растачивания под увеличенный размер. Требуемые номинальные размеры зазоров между сопрягаемыми поверхностями валов-шестерен и стенками расточенных колодцев достигаются смещением отверстий под цапфы валов-шестерен в опорных втулках на расстояния не меньше разности радиусов головок зубьев шестерен и колодцев корпуса [Беккер И.Г. Ремонт технологического оборудования лесозаготовительных машин. - М.: Экология, 1991, с.211].
Следует отметить, что гидравлические насосы принципиально отличаются от гидравлических двигателей лишь по назначению и схеме подключения к гидросистеме. Если насосы предназначены создавать давление и подавать гидравлическую жидкость с требуемой производительностью и принудительно приводятся от внешних двигателей, то гидравлические двигатели преобразуют давление поступающей жидкости во вращение ведомого вала-ротора. Основной вид отказов гидравлических насосов и гидравлических двигателей связан с гидроабразивным износом сопрягаемых рабочих поверхностей валов (валов-шестерен, роторов) и опорных корпусных деталей, износом подшипников и уплотнений.
Использование растачивания при ремонте корпусов шестеренных насосов со смещением базовых отверстий в опорных корпусных деталях - втулках ограничено величинами износов и требуемой степенью точности сборки конструкции. Забоины, задиры, риски в корпусе, не проходящие через посадочные места и не захватывающие обработанные поверхности, длиной до 3 мм, шириной не более 1 мм и глубиной до 0,2 мм устраняют зачисткой рабочих поверхностей. Допускаемое количество дефектов не должно превышать десяти на одну поверхность. Эллипсность колодцев рабочих камер после расточки не должна превышать 0,01 мм, а конусность - не более 0,02 мм, непараллельность осей колодцев - не более 0,02 мм, несовпадение плоскостей днищ колодцев - не более 0,02 мм. Комплекс операций высокой степени точности их исполнения при малых полях допусков по механической обработке рабочих поверхностей, а также малые поля допусков при сборке существенно ограничивают использование этого метода. Операции механической обработки весьма трудоемки, и себестоимость ремонтных работ значительна. Поэтому использование этого метода не всегда возможно и экономически оправдано.
Известен способ муфтоклеевого соединения труб и эпоксидная композиция для изготовления соединительных элементов и способ их изготовления [Патент RU 2141600 С1, 20.11.1999, C 08 L 63/00], применяемый для неподвижного соединения элементов трубопроводов с помощью термоусадочных втулок, размещаемых внутри и снаружи стыкуемых труб, для чего разработана специальная полимерная композиция и используется нагрев втулок. Операции сборки по данному способу не связаны с механической обработкой стыкуемых деталей, а клеевое соединение достигается выдержкой температуры, близкой к температуре усадки полеолефина, входящего в состав композиции соединительных втулок. Использование термоусадочных втулок в клеевом соединении вызвано спецификой критериев его работоспособности - соединение должно обеспечивать герметичность и прочность, поэтому и применяется специальный состав композиционного материала для изготовления соединительных втулок и двухстадийная финишная температурная обработка стыков, что требует специальных приспособлений при сборке.
Наиболее близким к описываемому является способ ремонта корпусов шестеренных насосов, включающий операции разборки, дефектовки, замены уплотнений и подшипников и восстановление сопрягаемых с валами опорных поверхностей корпусных деталей полимерным композиционным покрытием, содержащее расточку, обезжиривание и нанесение покрытия, запрессовку композита с одновременным вакуумированием, последующую сушку и окончательную финишную обработку под требуемые посадки [патент России №2102214, БИ №2, 1998].
Известный способ ремонта обеспечивает требуемое качество отремонтированных изделий, но требует полного покрытия всей внутренней проточной части, что вызывает большое количество приспособлений и дополнительных технологических операций, совокупность которых определяет большую трудоемкость выполнения ремонта.
Техническая задача, на решение которой направлено заявляемое изобретение, - обеспечение требуемого уровня надежности эксплуатации отремонтированных гидравлических двигателей и упрощение технологии выполнения ремонта.
Указанная техническая задача решается тем, что в известном способе ремонта, включающем операции разборки, дефектовки, замены уплотнений и подшипников, восстановление сопрягаемых поверхностей опорных корпусных деталей полимерным покрытием, расточки, обезжиривания и нанесения покрытия, сушки, финишной обработки и сборки, в качестве покрытия опорных корпусных деталей применяют вклеивание композиционных полимерных втулок, выполненных из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен.
Указанная совокупность признаков позволяет придать объекту новые свойства и получить новый технический результат.
Выполнение процесса ремонта с использованием вклеивания композиционных армированных полимерных втулок в опорные корпусные детали позволяет значительно упростить технологию выполнения ремонта и снизить ее трудоемкость. Использование композиционных полимерных втулок, выполненных из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен обеспечивает требуемый уровень надежности эксплуатации отремонтированных гидравлических двигателей. Композиционный полимерный армированный тканью антифрикционный материал обладает повышенной износостойкостью по сравнению с бронзами - основным материалом сопрягаемых поверхностей опорных корпусных деталей гидравлических двигателей, что способствует увеличению их долговечности - сроков наработок изделий на отказ.
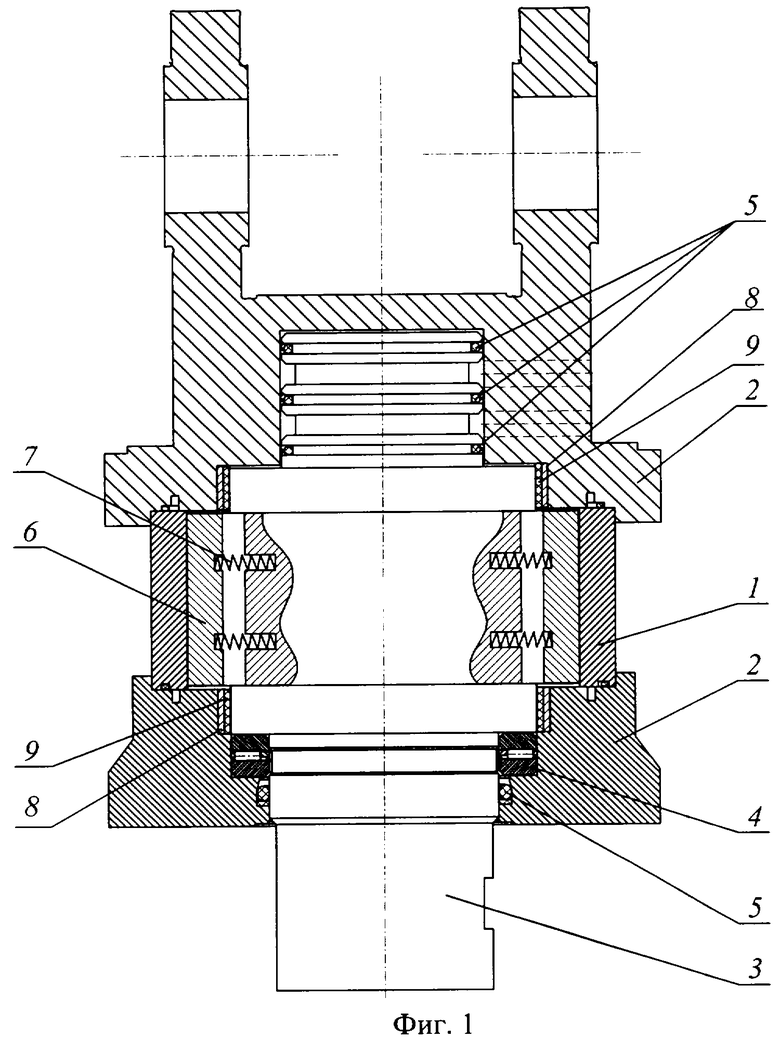
Сущность способа поясняется чертежами, где показаны разрезы гидравлических двигателей: на фиг.1 - разрез пластинчатого гидравлического двигателя (индексатора), на фиг.2 - разрез аксиально-поршневого гидравлического двигателя (ротатора).
Способ ремонта гидравлических двигателей осуществляют следующим образом. Выполняются операции разборки корпусов 1 и крышек 2, вынимаются валы 3, упорные подшипники 4 и уплотнения 5, а также вынимаются все внутренние подвижные элементы привода валов 3: пластины 6 с пружинами 7 в индексаторе (фиг.1) или ротор 6 с поршнями 7 в ротаторе (фиг.2). Проводится дефектовка уплотнений, подшипников и сопрягаемых с валами 3 опорных поверхностей корпусных деталей 8. Основной причиной отказов гидравлических двигателей наряду с гидроабразивным износом уплотнений 5 связан с поломкой упорных подшипников качения 4 под воздействием динамических осевых нагрузок - ударов, раскалывающих сепараторы подшипников 4. Осколки сепараторов подшипников качения шаржируют рабочие поверхности валов 3 и сопрягаемые с валами 3 поверхности опорных корпусных деталей 8, размещенных в корпусе 1 и крышках 2, вызывая повышенный износ и нарушение сопряжений и зазоров прежде всего в привальных областях. В результате этого увеличивается биение валов, повышается износ уплотнений, увеличиваются утечки, падает рабочее давление и снижаются крутящие моменты.
Выполняется восстановление изношенных опорных поверхностей корпусных деталей 8 полимерным покрытием. Сопрягаемые с валами 3 изношенные поверхности корпусных деталей 8, размещенные в корпусах 1 и крышках 2, растачиваются на требуемые глубины и высоты, обезжириваются и наносятся покрытия - вклеиваются композиционные армированные тканью полимерные втулки 9. При большом износе поверхностей опорных корпусных деталей 8 они полностью заменяются полимерными втулками 9. Корпуса 1 и крышки 2 с вклеенными композиционными армированными тканью полимерными втулками 9 подвергаются сушке, после чего выполняются операции финишной обработки композиционных полимерных втулок 9 и сборки всех деталей конструкции гидравлических двигателей с соблюдением требуемых допусков и посадок. Забракованные уплотнения 5 и подшипники 4 заменяются при этом на новые.
Восстановление изношенных сопрягаемых поверхностей опорных корпусных деталей 8, размещенных в корпусах 1 и крышках 2, полимерным покрытием путем вклеивания композиционных полимерных армированных тканью втулок 9 способствует значительному упрощению технологии ремонта и снижению общей трудоемкости операций.
Использование композиционных полимерных втулок, выполненных из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен, обеспечивает длительный срок безотказной эксплуатации отремонтированных гидравлических двигателей за счет повышенной износостойкости сопрягаемых поверхностей опорных корпусных деталей с валами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2013 |
|
RU2534698C2 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2013 |
|
RU2535107C2 |
| Способ ремонта гидравлических двигателей | 2017 |
|
RU2653896C1 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| СПОСОБ РЕМОНТА ПОДШИПНИКОВОГО УЗЛА | 1998 |
|
RU2130372C1 |
| СПОСОБ РЕМОНТА ПОДШИПНИКОВОГО УЗЛА | 2004 |
|
RU2276000C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПАР ТРЕНИЯ ИНТЕГРАЛЬНЫХ РУЛЕВЫХ МЕХАНИЗМОВ С ГИДРОУСИЛИТЕЛЕМ РУЛЯ | 2010 |
|
RU2476300C2 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ НА ОСНОВЕ УГЛЕРОДА | 1991 |
|
RU2006706C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕРАЗЪЕМНЫХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2280550C1 |
| СПОСОБ РЕМОНТА ПОДШИПНИКОВОГО УЗЛА | 2001 |
|
RU2189298C1 |

Изобретение относится к машиностроению и может быть использовано при ремонте гидравлических двигателей, применяемых в различных отраслях промышленного производства, например, в подъемно-транспортных машинах - гидравлических кранах-манипуляторах. Способ ремонта гидравлических двигателей включает операции разборки, дефектовки, замены уплотнений и подшипников, восстановление сопрягаемых с валами опорных поверхностей корпусных деталей полимерным покрытием путем расточки, обезжиривания и нанесения покрытия вклеиванием полимерных втулок, сушки, финишной обработки и сборки. В качестве покрытия применяют композиционные полимерные втулки, выполненные из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен. Изобретение обеспечивает требуемый уровень надежности эксплуатации отремонтированных гидравлических двигателей и упрощение технологии ремонта. 2 ил.
Способ ремонта гидравлических двигателей, включающий операции разборки, дефектовки, замены уплотнений и подшипников, восстановление сопрягаемых с валами опорных поверхностей корпусных деталей полимерным покрытием путем расточки, обезжиривания и нанесения покрытия вклеиванием композиционных полимерных втулок, сушки, финишной обработки и сборки, отличающийся тем, что в качестве покрытия применяют композиционные полимерные втулки, выполненные из армированного тканью антифрикционного материала со связующим на основе эпоксидной смолы с наполнителями, включающими графит и политетрафторэтилен.

