Изобретение относится к изготовлению абразивного инструмента, в частности к изготовлению алмазных сегментов типа сэндвич, которыми оснащаются дисковые пилы для распиловки камня.
Известен способ изготовления сегментов типа сэндвич, Согласно способу в соответствующую пресс-форму засыпают послойно смеси порошков матричного материала и алмаза, взятых в требуемых пропор- циях, и производят прессование и последующее спекание с приложением усилия перпендикулярно плоскостям разделения слов.
Цель - повышение качества и работоспособности сегментов путем обеспечения их равномерной плотности.
При таком способе трудно достичь равномерности толщины сегментов (расстояния между его боковыми плоскостями).
Поставленная цель достигается тем, что способ изготовления сегментных дисковых пил, состоящих из двух боковых более износостойких слоев и одного центрального менее износостойкого слоя, при этом каждый слой получают холодным прессованием, а затем спекают все слои вместе горячим прессованием с приложением усилия прессования в направлении, параллельном боковым поверхностям слоем, согласно изобретения, холодное прессование слоев ведут в направлении, перпендикулярном их боковым поверхностям, а процесс спекания повторяют с приложением усилия в противоположную сторону.
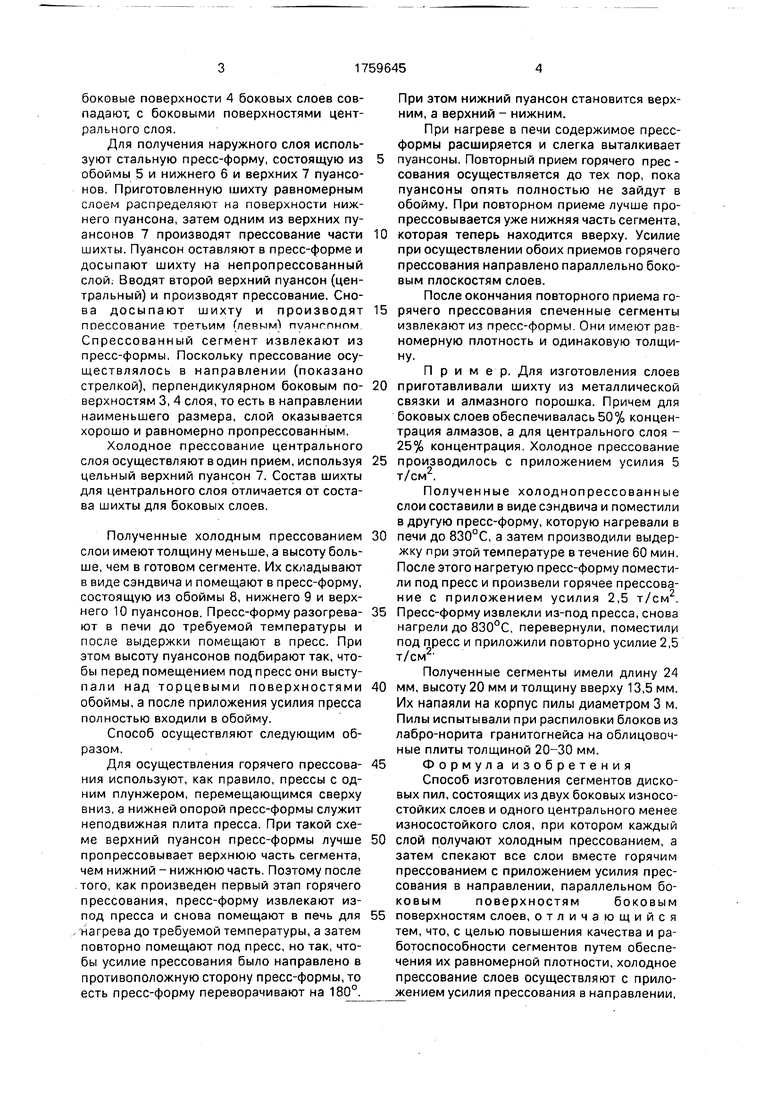
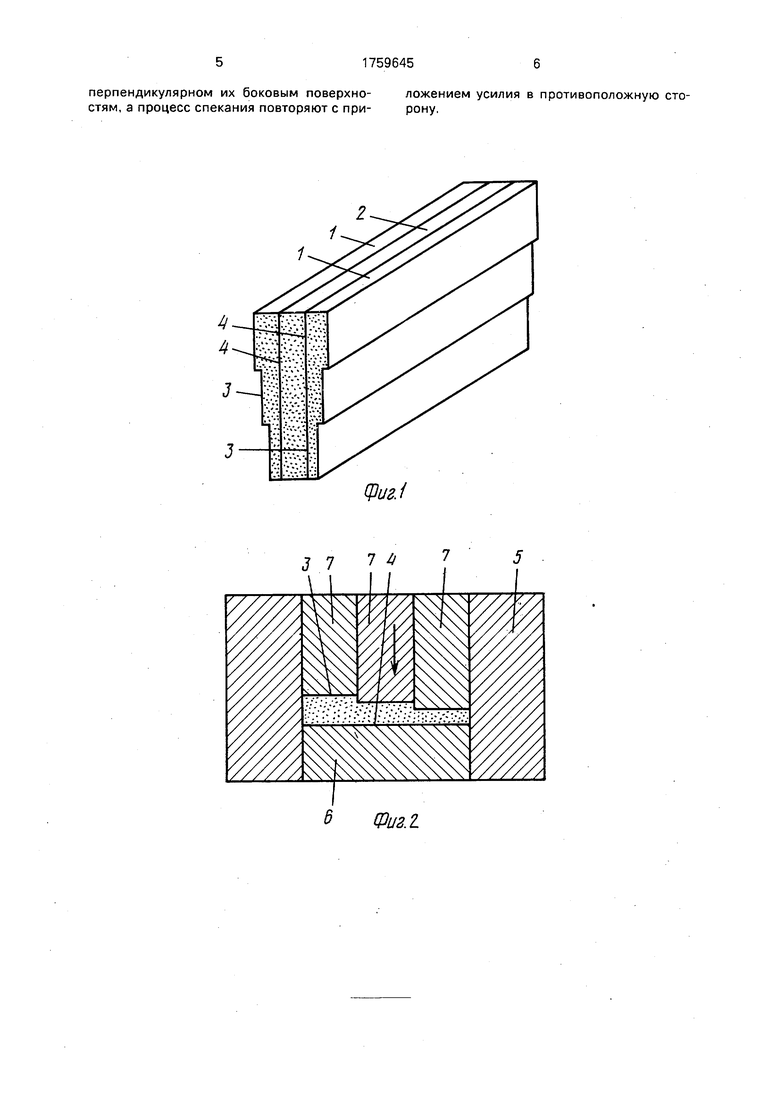
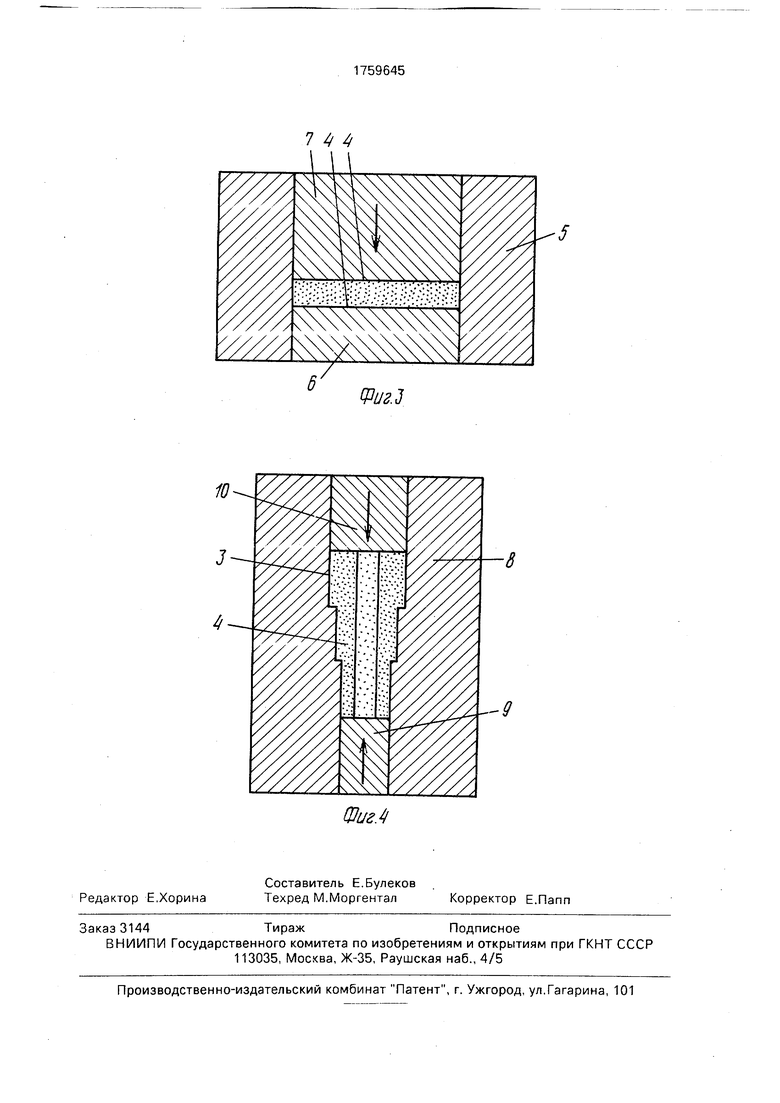
На фиг. 1 показан изготавливаемый сегмент; на фиг.2 - схема холодного прессования бокового слоя сегмента; на фиг.З - то же, центрального слоя; на фиг.4 - схема спекания всех слоев методом горячего прессования.
Сегмент состоит из двух боковых слоев 1 и центрального слоя 2. Наружные боковые поверхности 3 боковых слоев выполнены ступенчатыми, что придает сегментам определенные преимущества по сравнению с сегментами традиционной формы с плоскими боковыми поверхностями. Внутренние
(Л
VI
СП
ю о
Јь
СП
боковые поверхности 4 боковых слоев совпадают, с боковыми поверхностями центрального слоя.
Для получения наружного слоя используют стальную пресс-форму, состоящую из обоймы 5 и нижнего 6 и верхних 7 пуансонов. Приготовленную шихту равномерным слоем распределяют на поверхности нижнего пуансона, затем одним из верхних пуансонов 7 производят прессование части шихты. Пуансон оставляют в пресс-форме и досыпают шихту на непропрессованный слой. Вводят второй верхний пуансон (центральный) и производят прессование. Снова досыпают шихту и производят прессование тоетьим (левым) пуянгпном Спрессованный сегмент извлекают из пресс-формы. Поскольку прессование осуществлялось в направлении (показано стрелкой), перпендикулярном боковым по- верхностям 3, 4 слоя, то есть в направлении наименьшего размера, слой оказывается хорошо и равномерно пропрессованным.
Холодное прессование центрального слоя осуществляют в один прием, используя цельный верхний пуансон 7. Состав шихты для центрального слоя отличается от состава шихты для боковых слоев.
Полученные холодным прессованием слои имеют толщину меньше, а высоту больше, чем в готовом сегменте. Их складывают в виде сэндвича и помещают в пресс-форму, состоящую из обоймы 8, нижнего 9 и верхнего 10 пуансонов. Пресс-форму разогрева- ют в печи до требуемой температуры и после выдержки помещают в пресс. При этом высоту пуансонов подбирают так, чтобы перед помещением под пресс они высту- пали над торцевыми поверхностями обоймы, а после приложения усилия пресса полностью входили в обойму.
Способ осуществляют следующим образом.
Для осуществления горячего прессова- ния используют, как правило, прессы с одним плунжером, перемещающимся сверху вниз, а нижней опорой пресс-формы служит неподвижная плита пресса. При такой схеме верхний пуансон пресс-формы лучше пропрессовывает верхнюю часть сегмента, чем нижний - нижнюю часть. Поэтому после того, как произведен первый этап горячего прессования, пресс-форму извлекают из- под пресса и снова помещают в печь для нагрева до требуемой температуры, а затем повторно помещают под пресс, но так, чтобы усилие прессования было направлено в противоположную сторону пресс-формы, то есть пресс-форму переворачивают на 180°.
При этом нижний пуансон становится верхним, а верхний - нижним.
При нагреве в печи содержимое пресс- формы расширяется и слегка выталкивает пуансоны. Повторный прием горячего прес - сования осуществляется до тех пор, пока пуансоны опять полностью не зайдут в обойму. При повторном приеме лучше про- прессовывается уже нижняя часть сегмента, которая теперь находится вверху. Усилие при осуществлении обоих приемов горячего прессования направлено параллельно боковым плоскостям слоев.
После окончания повторного приема горячего прессования спеченные сегменты извлекают из пресс-формы Они имеют равномерную плотность и одинаковую толщину.
Пример. Для изготовления слоев приготавливали шихту из металлической связки и алмазного порошка. Причем для боковых слоев обеспечивалась 50% концентрация алмазов, а для центрального слоя - 25% концентрация. Холодное прессование производилось с приложением усилия 5 т/см2.
Полученные холоднопрессованные слои составили в виде сэндвича и поместили в другую пресс-форму, которую нагревали в печи до 830°С, а затем производили выдержку при этой температуре в течение 60 мин. После этого нагретую пресс-форму поместили под пресс и произвели горячее прессование с приложением усилия 2,5 т/см2, Пресс-форму извлекли из-под пресса, снова нагрели до 830°С, перевернули, поместили под пресс и приложили повторно усилие 2,5 т/см2
Полученные сегменты имели длину 24 мм, высоту 20 мм и толщину вверху 13,5 мм. Их напаяли на корпус пилы диаметром 3 м. Пилы испытывали при распиловки блоков из лабро-норита гранитогнейса на облицовочные плиты толщиной 20-30 мм.
Формула изобретения
Способ изготовления сегментов дисковых пил, состоящих из двух боковых износостойких слоев и одного центрального менее износостойкого слоя, при котором каждый слой получают холодным прессованием, а затем спекают все слои вместе горячим прессованием с приложением усилия прессования в направлении, параллельном боковым поверхностям боковым поверхностям слоев, отличающийся тем, что, с целью повышения качества и работоспособности сегментов путем обеспечения их равномерной плотности, холодное прессование слоев осуществляют с приложением усилия прессования в направлении,
517596456
перпендикулярном их боковым поверхно- ложением усилия в противоположную сто- стям, а процесс спекания повторяют с при- рону,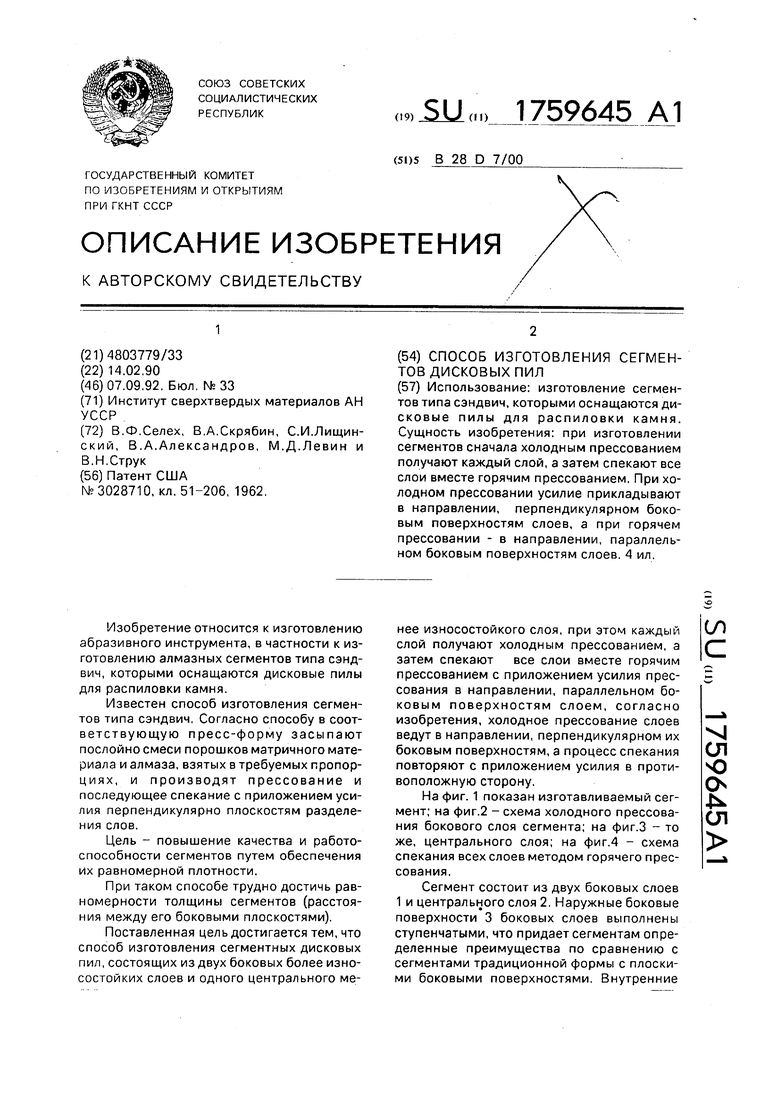
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченного изделия | 2017 |
|
RU2697063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ИЗНОСОСТОЙКИХ ИЗДЕЛИЙ | 2009 |
|
RU2405658C1 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1993 |
|
RU2071913C1 |
| Пресс-форма для изготовления абразивного инструмента | 1986 |
|
SU1344514A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ | 2002 |
|
RU2241576C2 |
Использование: изготовление сегментов типа сэндвич, которыми оснащаются дисковые пилы для распиловки камня. Сущность изобретения: при изготовлении сегментов сначала холодным прессованием получают каждый слой, а затем спекают все слои вместе горячим прессованием. При холодном прессовании усилие прикладывают в направлении, перпендикулярном боковым поверхностям слоев, а при горячем прессовании - в направлении, параллельном боковым поверхностям слоев. 4 ил.
37 74
Фи&1
Фиг. 2
7 4 4
fej
| Патент США №3028710, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
