Изобретение относится к области порошковой металлургии и может быть использовано при получении порошковых деталей с выступами и впадинами, расположенными на торцах изделий и имеющими наклонные боковые поверхности.
Известен способ получения порошковых высокоплотных деталей с выступами или впадинами на их торцовых поверхностях (Промышленная технология горячего прессования порошковых изделий /Ю.Г.Дорофеев, Б.Г.Гасанов, В.Ю.Дорофеев и др.// М.: Металлургия, 1990, с.82-85), включающий холодное прессование пористой заготовки, ее спекание, кратковременный нагрев и динамическое горячее прессование (ДТП) детали с одновременным формованием выступов или впадин на торце изделия.
Однако данный способ применим лишь для получения ограниченного круга порошковых изделий, т.к. качественное формообразование конструктивных элементов на торце детали возможно при их небольшой высоте для выступов или глубине для впадин, а именно не более 3 мм. Вместе с тем, при ДГП выступов на торце детали, отсутствующих у пористых заготовок, наблюдается неравномерность распределения плотности материала по объему выступов, что снижает его механические свойства и приводит к их анизотропии. Кроме этого, для получения выступов или впадин на торце детали данным способом необходимы дополнительные операции кратковременного нагрева спеченных пористых заготовок и их горячей допрессовки до требуемой плотности, размеров и формы деталей, что усложняет технологический процесс и требует применения дополнительного оборудования (специальные печи и кузнечно-прессовое оборудование).
Наиболее близким техническим решением является способ изготовления фрикционного изделия с накладками из металлокерамики на основе меди, заключающийся в том, что осуществляют холодное прессование порошковой шихты из перемешанных компонентов металлокерамики в матрице заданной формы накладки, полученные заготовки накладок укладывают по крайней мере с одной стороны на покрытую медьсодержащим материалом стальную основу с образованием заготовки фрикционного изделия, осуществляют в восстановительной атмосфере под давлением спекание при заданной температуре ниже точки плавления основного компонента металлокерамики для осуществления процесса диффузионного соединения накладок с основой, а также выполняют канавки на поверхности накладок и корректируют толщину накладок (патент РФ RU № 2114719 С1, опубликованный 10.07.1998, МПК B 22 F 7/04, F 16 D 69/04).
Недостатками данного способа являются низкое качество изделий за счет неравномерного распределения плотности по объему выступов пористой заготовки.
Настоящее изобретение направлено на повышение качества порошковых деталей за счет обеспечения равномерного распределения плотности в материале по всему их объему.
Задача решается тем, что в известном способе, включающем заполнение пресс-формы порошковой шихтой, холодное прессование с формированием выступов и впадин с наклонными боковыми поверхностями на торце, спекание пористых заготовок, холодную или горячую допрессовку, причем выступы и впадины с наклонными боковыми поверхностями на торцах пористых заготовок получают при их холодном прессовании из насыпного состояния порошковой шихты, причем угол наклона боковых поверхностей выступов и впадин рассчитывается по формуле

где f- коэффициент трения прессуемой порошковой шихты по боковым поверхностям выступов пуансона и матрицы;
ξ - коэффициент бокового давления.
При необходимости повышения физико-механических характеристик материала детали производят дополнительную холодную или горячую допрессовку выступов и всей детали до требуемой плотности, необходимых размеров и формы.
Таким образом, предлагаемый способ позволяет повысить качество порошковых деталей и заготовок за счет равномерного распределения плотности материала по объему выступов и всей детали (заготовки) при использовании меньшего числа технологических операций и потребного оборудования.
Пример осуществления способа
С использованием разработанного способа прессующий пуансон изготавливают цельным с выступами и впадинами, имеющими наклонные боковые поверхности, расположенными на его рабочем (формующем) торце. Угол наклона боковых поверхностей рассчитывается по формуле 
где f - коэффициент трения прессуемой пористой шихты по боковым поверхностям выступов пуансона и матрицы;
ξ - коэффициент бокового давления.
Порошковую шихту требуемого состава загружают в необходимом количестве в пресс-форму для холодного прессования пористых заготовок (ручного или автоматического на пресс-автоматах). Затем верхним пуансоном за счет приложенного к нему осевого усилия получают на торце заготовки выступы и впадины с одновременным прессованием всей заготовки.
Полученную заготовку с равномерным распределением материала по всему ее объему, которая обеспечивается в выступах за счет рассчитанной оптимальной величины угла α, подвергают спеканию в защитной атмосфере при необходимой температуре с требуемой выдержкой по времени.
Если механические и служебные характеристики материала спеченной пористой заготовки удовлетворяют условиям ее эксплуатации, то она устанавливается в узле машины.
Для повышения свойств материала детали, спеченную пористую заготовку подвергают холодной или горячей допрессовке до требуемых окончательных размеров и плотности с сохранением ее равномерного распределения по объему материала и повышением качества полученной порошковой детали. Причем форма и размеры выступов и впадин при допрессовке могут видоизменяться до окончательных размеров, формы и плотности по с чертежу детали с повышением ее равноплотности и качества.
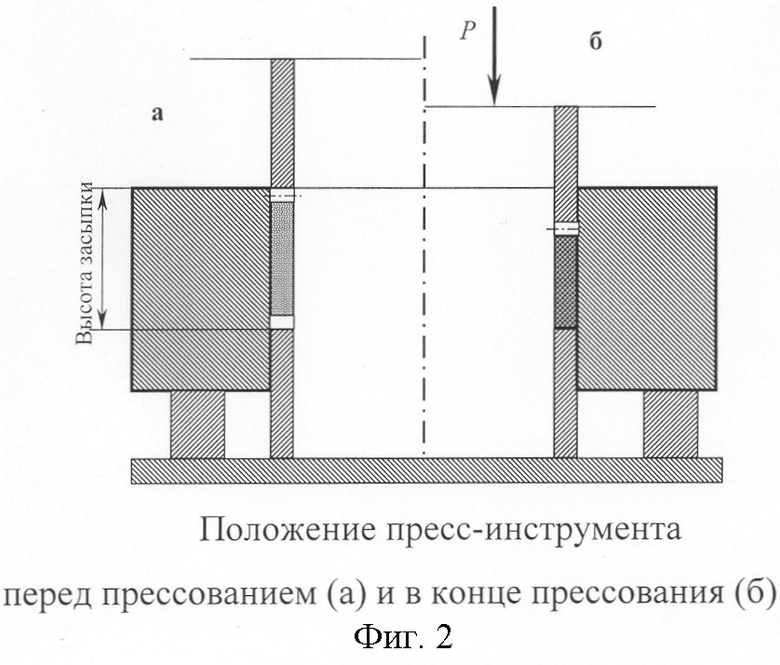
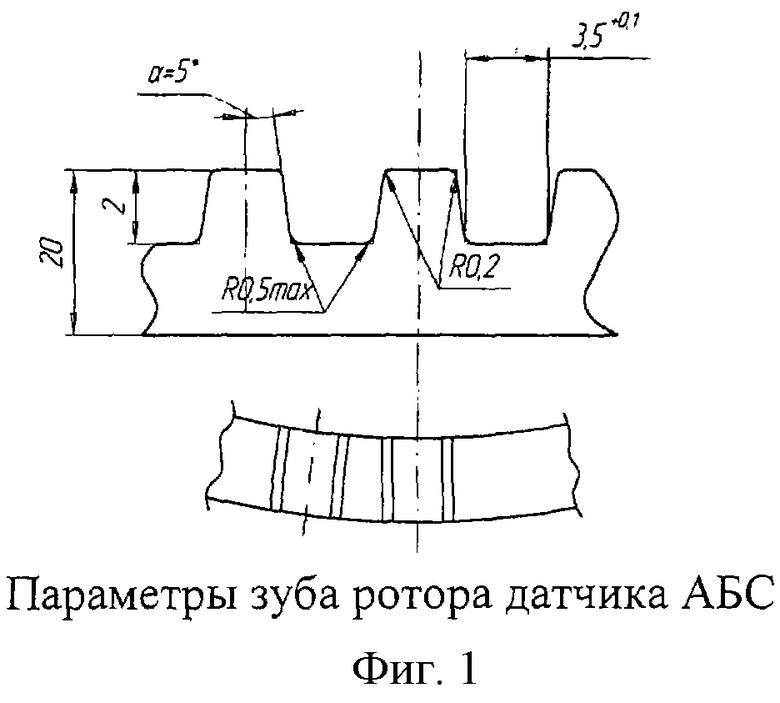
Предлагаемый способ был использован при изготовлении порошкового ротора датчика антиблокировочной системы (АБС) автоприцепа для автомобиля “КамАЗ”. Ротор представляет собой цилиндрическую тонкостенную втулку с зубчатыми выступами (зубьями) и впадинами трапецеидального сечения, расположенных в количестве 100 штук на одном из торцов детали (фиг.1). Параметры зуба ротора АБС, чертеж которого представил заказчик (ОАО “Автоприцеп КамАЗ” г.Ставрополь), показаны на фиг. 1.
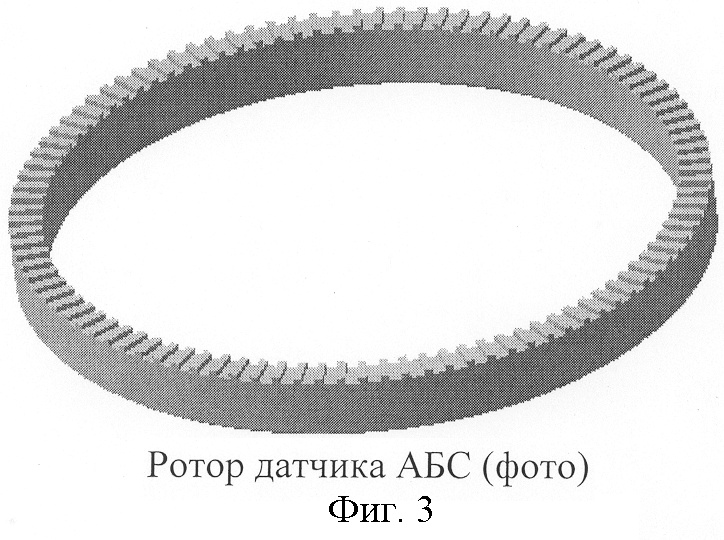
На основании анализа конструкции ротора была разработана схема статического холодного прессования (СХП) с применением заявляемого способа и изготовлена оснастка для получения пористой заготовки ротора с зубьями трапецеидального сечения (фиг.2).
Для шихты из железного порошка ПЖВ 2.200.28 с содержанием в нем 0,8 мас.% твердой смазки в виде стеарата цинка f=0,15-0,2, и ξ=0,4...0,45 (значения получены экспериментально), а угол α, рассчитанный по предлагаемой формуле, лежит в пределах 8...14°.
Приняв среднее значение α=10° был изготовлен верхний пуансон цельной конструкции с выступами и впадинами на его рабочем торце, боковые поверхности которых имели указанный угол наклона и получена опытная партия холоднопрессованных порошковых заготовок роторов с качественным формообразованием зубьев и удовлетворительной неравноплотностью материала по их объему и всей детали (неравномерность плотности не более 3...5%), которые подвергались последующему спеканию (tcп=1100°С; τсп=180 мин, защитная среда - диссоциированный аммиак).
Поскольку к материалу ротора предъявляются определенные требования по магнитным характеристикам, которые повышаются с уменьшением пористости, то спеченные заготовки ротора обрабатывались дополнительно холодной допрессовкой зубьев и всей детали до плотности ρ=6,8...7,0 г/см3.
Опытная партия порошковых датчиков ротора АБС, полученная по предлагаемому способу, прошла натурные испытания с положительным заключением о выполнении функционального назначения зубьев ротора и всей детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕДЕЛ КЛАПАНОВ ДЛЯ ДВС ИЗ ПОРОШКОВОГО МАТЕРИАЛА | 2000 |
|
RU2188744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОПОРИСТЫХ ЗАГОТОВОК ИЗ ПОРОШКОВ ЖЕЛЕЗОНИКЕЛЕВЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ ДАЛЬНЕЙШЕГО ПРОКАТА | 2021 |
|
RU2778705C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЭКЗОТЕРМИЧЕСКОЙ ШИХТОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2566101C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ С ЦЕЛЬЮ ПОЛУЧЕНИЯ КОМБИНИРОВАННЫХ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА И СТАЛИ ТИПА "ШИП" | 2015 |
|
RU2593564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОГО КОМПОЗИТА Сu-Cd/Nb ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ПРИМЕНЕНИЯ | 2013 |
|
RU2516236C1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Способ изготовления конструкционных деталей из железного порошка | 1987 |
|
SU1509183A1 |
Изобретение относится к области порошковой металлургии. Может использоваться при получении порошковых деталей с выступами и впадинами, расположенными на торцах изделий и имеющими наклонные боковые поверхности. Предложен способ изготовления порошковых деталей. Порошковой шихтой заполняют пресс-форму. Осуществляют холодное прессование с формированием на торце заготовки выступов и впадин. При этом выступы и впадины формируют с наклонными боковыми поверхностями. Угол наклона боковых поверхностей рассчитывается по формуле  где f - коэффициент трения прессуемой порошковой шихты по боковым поверхностям выступов пуансона и матрицы; ξ - коэффициент бокового давления. После чего проводят спекание и, при необходимости, осуществляют холодную или горячую допрессовку. Техническим результатом является повышение качества порошковых деталей за счет обеспечения равномерного распределения плотности по всему их объему. 1 з.п. ф-лы, 3 ил.
где f - коэффициент трения прессуемой порошковой шихты по боковым поверхностям выступов пуансона и матрицы; ξ - коэффициент бокового давления. После чего проводят спекание и, при необходимости, осуществляют холодную или горячую допрессовку. Техническим результатом является повышение качества порошковых деталей за счет обеспечения равномерного распределения плотности по всему их объему. 1 з.п. ф-лы, 3 ил.

где f - коэффициент трения прессуемой порошковой шихты по боковым поверхностям выступов пуансона и матрицы;
ξ - коэффициент бокового давления.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| Устройство для прессования изделий сложной формы из порошков | 1988 |
|
SU1574366A1 |
| Спосоь изготовления спеченных фрикционных дмсков | 1976 |
|
SU590086A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

