Изобретение относится к оборудованию для изготовления покрышек пневмо- шин, может найти применение в шинной промышленности в устройствах для шаговой подачи обрезиненного полотна или ленточного материала.
Известно устройство для шаговой подачи обрезиненного полотна на раскрой, содержащее механизм для шаговой подачи полотна с приводом для пневмоцилиндра и прижимные элементы.
Недостатком этого устройства являются его большие габариты в длину из-за того, что все механизмы устройства установлены последовательно друг за другом, в результате чего ход основного силового цилиндра должен быть равным величине подачи полотна на раскрой.
Известно и другое подающее устройство к станку для сборки покрышек, содержащее смонтированную на основании подающую каретку с приводом ее перемещения, выполненным в виде закрепленных
на ней зубчатых реек и установленного на основании силового цилиндра, шток которого соединен с перпендикулярно расположенным к его оси валом, на концах которого установлены шестерни для взаимодействия со смонтированными на основании дополнительными зубчатыми рейками .Недостатком известного устройства является то, что при изготовлении сверхгабаритных шин необходима величина подачи до 4-6 и более метров, а величина хода привода должна быть не менее 2-3 и более метров.
Цель изобретения - расширение эксплуатационных возможностей устройства за счет увеличения хода каретки.
Цель достигается тем, что подающее устройство к станку для сборки покрышек снабжено дополнительным валом, установленными на его концах дополнительными шестернями, взаимодействующими с зубчатыми рейками, щеками, в которых смонтированы с возможностью вращения вал и
(Л
С
XI
ел ю о ел со
дополнительный вал, и закрепленными на основании направляющими, причем вал кинематически связан с дополнительным валом и установлен посредством катков в направляющих с возможностью осевого перемещения.
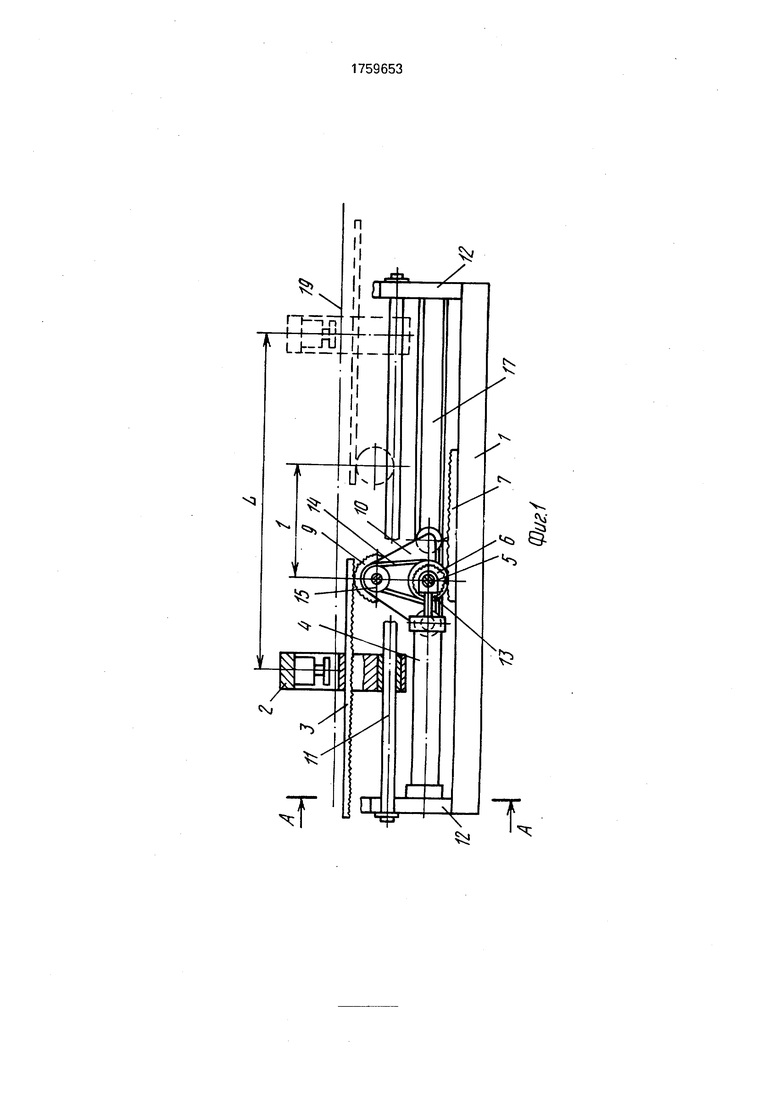
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит смонтированную на основании 1 подающую каретку 2 с приводом ее перемещения, выполненным виде закрепленных на каретке зубчатых реек 3 и установленного на основании 1 силового цилиндра 4. Шток цилиндра 4 соединен с перпендикулярно расположенным к его оси валом 5, на концах которого установлены шестерни 6 для взаимодействия со смонтированными на основании 1 дополнительными зубчатыми рейками 7. Устройство снабжено дополнительным валом 8 с установленными на его концах дополнительными шестернями 9, взаимодействующими с зубчатыми рейками 3. Вал 5 и дополнительный вал 8 смонтированы с возможностью вращения в щеках 10. На основании 1 закреплены направляющие 11 в стойках 12. Вал 5 кинематически связан с дополнительным валом 8 посредством звездочек 13, установленных на концах вала 5, цепной передачи 14 и звездочек 15, установленных на концах дополнительного вала 8.
Вал 5 посредством катков 16 установлен в направляющих 17, укрепленных на стойках 12.
На стойках 12 закреплены поддерживающие балки 18, на которые опирается своими краями каретка 2.
Работает устройство следующим образом,
В исходном положении каретка 2 (фиг.1) находится в крайнем левом положении.
Подаваемое полотно 19 вместе, например, с транспортной лентой (условно не показана) зажимается прижимом на каретке 2, например, от пневмоцилиндра,
Затем в левую полость цилиндра 4 подают сжатый воздух, под действием которого выдвигается его шток и перемещает вал 5 вправо. При перемещении вала 5 шестерни 6 перекатываются по неподвижным зубчатым рейкам 7, вращая вал 5, звездочки 13 и перемещая щеки 10 с катками 16 и валом 8.
Вращение звездочек 13 через цепи 14 приводит во вращение звездочки 15, вал 8 и шестерни 9, которые, находясь в зацеплении с рейками 3, перемещают их и каретку
2, осуществляя перемещение полотна 19 на необходимую величину.
Наличие блоков шестерен 6 и 9, звездочек 13 и 15 и зубчатых реек 7 и 3 с различными диаметрами (зубьями) позволяет
увеличивать величину хода подающей каретки (величину подачи) по сравнению с величиной хода штока цилиндра 4 в несколько раз. При этом величина подачи L в зависимости от величины хода пневмоцилиндра I
определяется следующим уравнением
Zg Zi3
Ze Zis где Zg - число зубьев шестерен 9;
Ze - число зубьев шестерни 6;
Zia - число зубьев звездочки 13; Zis - число зубьев звездочки 15. Путем выбора размеров шестерен и звездочек (выбором числа зубьев) можно
выбирать любую величину хода подающей каретки в очень широких пределах и иметь большую величину подачи.
Формула изобретения Подающее устройство к станку для
сборки покрышек, содержащее смонтированную на основании подающую каретку с приводом ее перемещения, выполненным в виде закрепленных на каретке зубчатых реек и установленного на основании силового
цилиндра, шток которого соединен с перпендикулярно расположенным к его оси валом, на концах которого установлены шестерни для взаимодействия со смонтированными на основании дополнительными
зубчатыми рейками, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства за счетуве- личения хода каретки, оно снабжено дополнительным валом, установленными на
его концах дополнительными шестернями, взаимодействующими с зубчатыми рейками, щеками, в которых смонтированы с возможностью вращения вал и дополнительный вал, и закрепленными на основании направляющими, причем вал кинематически связан с дополнительным валом и установлен посредством катков в направляющих с возможностью осевого перемещения.
8
/ /
А-А
U 15
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство к станку для сборки покрышек | 1990 |
|
SU1803333A1 |
| Устройство для подачи материала | 1989 |
|
SU1691135A1 |
| Устройство для закатки обрезиненного корда | 1984 |
|
SU1191305A1 |
| Устройство для удаления деталей и отходов из пресса | 1981 |
|
SU1054101A1 |
| Устройство для загрузки сырых покрышек пневматических шин в форматор-вулканизатор | 1974 |
|
SU469611A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ БОКОВИН И ПРОТЕКТОРА ПОКРЫШЕК УЗКОЙ ЛЕНТОЙ | 1991 |
|
RU2005624C1 |
| Механизм фиксации сборочного барабана при его повороте на один оборот | 1981 |
|
SU1050876A1 |
| Устройство для прокола покрышек пневматических шин | 1972 |
|
SU494284A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Грейферное подающее устройство | 1983 |
|
SU1138213A1 |

Использование: в шинной промышленности при изготовлении покрышек пневматических шин. Сущность изобретения: устройство снабжено дополнительным валом и дополнительными шестернями. Последние установлены на концах вала и взаимодействуют с зубчатыми рейками. Вал и дополнительный вал смонтированы в щеках. На основании закреплены направляющие. Вал кинематически связан с дополнительным валом и установлен посредством катков в направляющих с возможностью осевого перемещения. 2 ил.
Фиг. 2
| Авторское свидетельство СССР N 761292, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Устройство для посадки бортовых колец к станку для сборки покрышек | 1974 |
|
SU518362A1 |
| Солесос | 1922 |
|
SU29A1 |
