2. Устройство ПОП.1, отличающееся тем, что привод перемещения тележек связан с ползуном пресса посредством передаточного механизма, выполненного в виде звездочек и охватывающей их цепи с роликами, а также кронштейна, связанного с ползуном пресса и снабженного собачками, установленными
с возможностью взаимодействия с роликами цепи.
3. Устройство по п.1, о т л и чающееся тем, что, с целью обеспечения возможности отделения деталей от отхода, за}сваты снабжены зацепами и приводом регулировочного перемещения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для штамповки крупногабаритных деталей | 1986 |
|
SU1496877A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Устройство к прессу для подачи кареток с резаками в рабочую зону пресса и выталкивания из них изделий и отходов | 1978 |
|
SU856835A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Автоматическая установка для окорки бревен | 1973 |
|
SU491472A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
1. УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ И ОТХОДОВ ИЗ ПРЕССА, содержащее основание, установленную в его направляющих тележку с опорными роликами, связанную с приводом перемещения , вьшолненным в виде зубчато-реечной передачи, захваты, смонтированные на тележке, о т л и ч аto щ е е с я тем, что, с целью повышения надежности, тележка выполнена в виде двух шарнирно связанных между собой и расположенных одна над другой ведущей и ведомой кареток, при этом ведомая каретка снабжена индивидуальными опорными роликами с вертикальньпум осями вращения. (Л О ел 4 25 П г 21 -25 -/б . -J15 Фт.Г
Изобретение относится к механизации и автоматизации обработки металлов давлением и может быть использованд для удаления Деталей и отходов из пресса.
Известно устройство для транспортировки заготовок содержащее основание, установленную в его равляю1цих тележку с опорными роликами, связанную с приводом перемещения, выполненным в виде зубчато-реечной передачи, захваты, смонтированные на тележке Cl 3.
Недостатком известного устройства является то, что вес транспортируемых деталей передается на детали привода каретки,, что в целом снижает надежность его работы.
Целью изобретения является Повышение надежности работы устройства.
Поставленная цель достигается тем что в устройстве, содержащем основание , установленную в его направляющих тележку с опорными роликами связанную с приводом перемещения, выпол 1енным в виде зубчато-реечной передачи, захваты, смонтированные на тележке, тележка выполнена в виде двух шарнирно связанных между собой и расположенных одна над другой ведущей и ведомой кареток, при этом йедомая каретка снабжена индивидуальными опорными роликами с вертикальными осями вращения.
Привод перемещения тележек связан с ползуном пресса посредством передаточного механизма, выполненкого в виде звездочек и охватывающей их цепи с роликами, а также кронштейна, связанного с ползуном пресса и снабженного собачками, установленными с возможностью взаимодействия с роликами цепи.
Захваты снабжены зацепами и приводом регулировочного .перемещения.
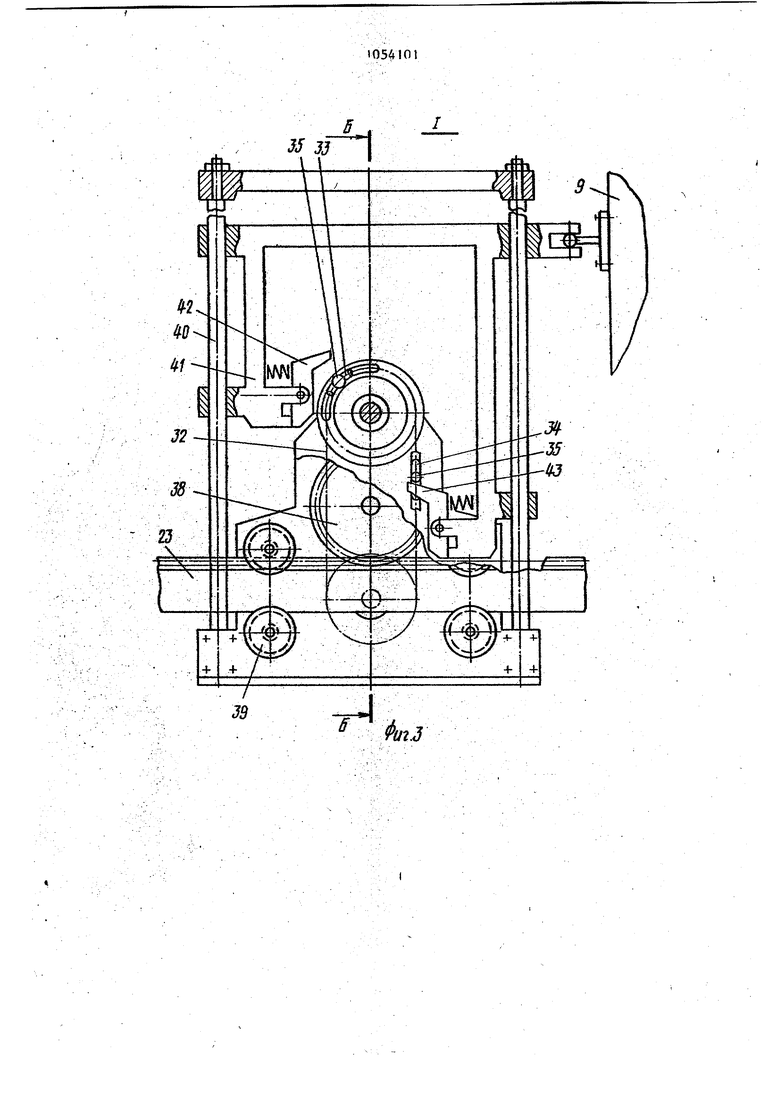
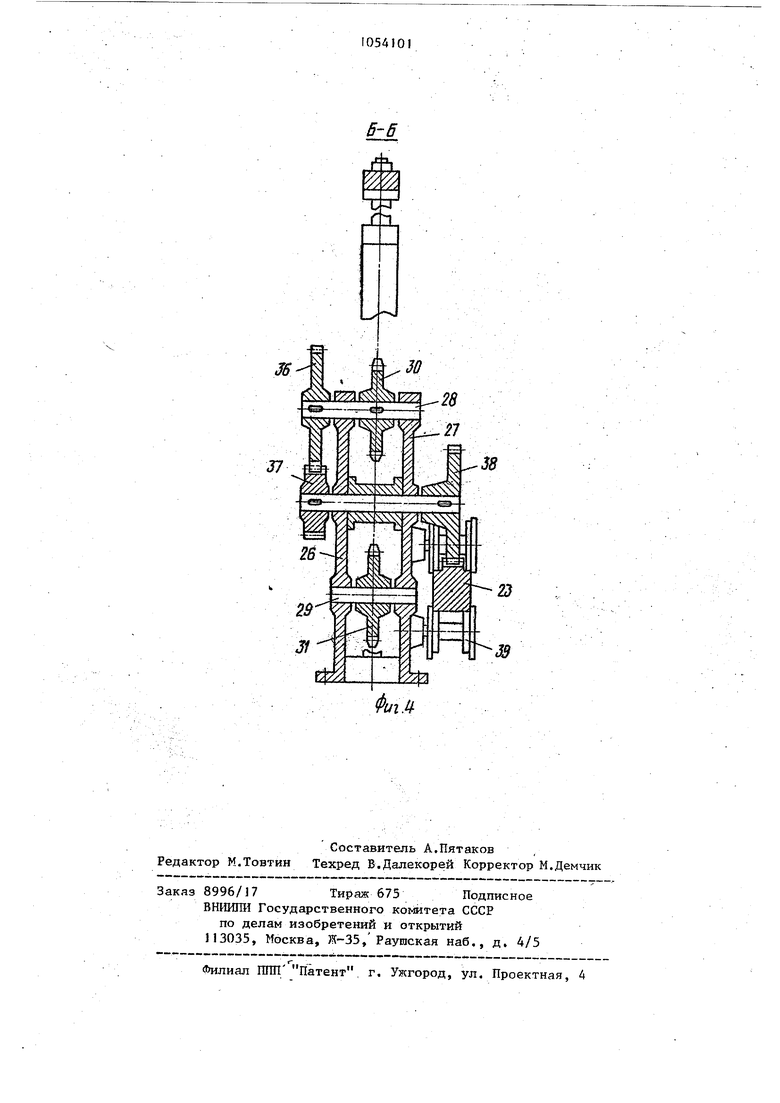
На фиг. J изображено устройство, общий вид; на фиг. 2 - разрез А-А н;а фиг. 1; на фиг, 3 - узел 1 на фиг.2, на фиг. 4 - разрез Б-Б на фиг.З. V .
Устройство содержит левые 1 и правые 2 направляющие по которым перемещаются ведущая 3 и ведомая 4 каретки с механическими захватами, выполненными в виде рычагов 5 и передаточный механизм 6. Направляющие I и 2 могут выставляться по высоте вместе с каретками 3 Я 4 на высоту щтампа 7. Штамп 7 выполнен с верхним расположением матрицы 8, которая крепится к ползуну 9 пресса 10. Рычаги 5 служат для отделения отштампованной детали 11 от отходов 12 и укладку их в разную J3 и 14 тару. Рычаги 5 свободно насажены на скалки .15. Для настройки рычагов 5 на ширину детали 11 имеется винт 16 г с правой и левой резьбой, при вращении Kotoporo рычаги 5 перемещаются по скалка 15. На торце каждого рымага 5 установлены зацепы 17, выполненные в виде собачек. Скалки 15 рместе с виНтом 16 установлены между двух рычагов 18, каторые щарНирно закреплены на ведущей каретке 3. Один конец каждого рычага 18 несет ролики 19, которые входят в пазы копиров 20, закрепленных на направлякщих 1 и 2 и задающие закон Движения рычагам 18, а следовательно и рычагам 5, каретки 3 и 4, сое0|диненные между собой щарнирами, служат для перемещения и, следовательно, поворота рычагов 5. , I Рама каретки 3 выполнена изшвел леров, с одной стороны которой имею ся катки 21, опирающиеся на направляющие 1, другой конец рамы ка: ретки 3 шарнирно подвешен на вилках 22рамы каретки 4. Движение ведущая каретка 3 получает от рейки 23, котррая кинематически связана с передаточным механизмом 6. Рейка 23 шарнирно соединена с рамой ведущей каретки 3 со стороны катков 21, Ведомая каретка 4 состоит из сварной рамы, на которой имеются тр пары катков, одна пара которых с го ризонтальной 24 и две другие пары с вертикальными 25 осямк вращения, и вилки 22. Катки 24 и 25 перемещаютс по правым направляющим 2. Двое катков 24 воспринимают вертикальные нагрузки. Две пары катков 25воспринимают усилия, вызванные перекосом кареток 3 и 4 относительно направляющих 1 и 2, которые возникают вследствие того, что рейка 23передает движение ведущей каретке 3 со стороны катков 21, Передаточный механизм 6 состоит из щёк 26 и 27, между которыми на валах 28 и 29 установлены верхней 30 и нижняя 31 звездочки, связанные между собой цепным контуром 32. На двух звеньях 33 и 34 цепи, которые расположены на двух противоположных ветйях цепного koHTypa 32, консольно установлены два пары роликов 35. С наружной стороны щеки 26на вал 28 верхней звездочки 30 насажена шестерня 36, которая находится в зацеплении с шестерней 37, на вал которой с наружной стороны щеки- 27 насажена шестерня 38, Кинематическая связь шестерен 36-38 используется для увеличения, хода ка реток 3 и 4, С наружной стороны щеки 27 ня роликах 39 установлена рейка 23, . которая находится в зацеплении с ше терней 38. Конец рейки 23 щарнирно соединен С кронштейном рамьг каретки 3, Между шнеками 26 и 27 по вертикальным направляющим 40 перемещае ся кронштейн 41 с подпружиненными собачками 42 и 43, которые поочеред но при движении ползуна 9 пресса 10 взаимодействуют с роликами 35 противоположных ветвей цепного контура 32 цепи; Собачки 42 и 43 на кронштейне 4J установлены на расстоянии, обеспе0 4чивающем равенство ходов вперед и назад кареток 3-й 4. Кронштейн 41 закреплен на ползуне 9 пресса 10. Устройство работает следующем образом. В исходном положении каретки 3 и 4 находятся в крайнем левом положении, при этом в результате взамо- . действия роликов 19 с наклонными участками копиров 20 рычаги 5 повернуты на некоторьш угол. В исходном положении ползун 9 пресса 10 вместе с матриней 8 нахо- дится в крайнем верхнем положении и в свободную рабочую зону пресса 10 подается заготовка. При включении в работу пресса 10 матрица 8 вместе с ползуном 9 опускается. Одновременно по направляющим 40 перемещается кронштейн 41, собачки 42 и 43 которого, соприкоснувшись с роликами 35, отклоняются, сжимая пружины, а при прохождении роликов 35 собачки 42 и 43 вновь занимают рабочее положение. При этом происходит штамповка, звездочки 30 и 31 не вращаются, каретки 3 и 4 не перемещаются. Во время подъема ползуна 9 пресса 10 отштампованная деталь 11 вместе с матрицей 8, поднимаясь отделяется от пуансона, а отходы 12 остаются на нижней половине штампа 7. Во время подъёма ползуна 9 собачка 42, находясь в рабочем положении, упираясь в ролики 35, перемещает вверх соответствующую ветвь цепного контура 32, что влечет за собой вращение верхней звездочки 30 и следовательно перемёш.ение рейки 23 и связанных с нею кареток 3 и 4 в сторону пресса. В результате взаимодействия собачки 42 с роликами 35 при ее подъёме последние первоначально поднимаются вертикально, а при подходе к звездочке 30 двигаются по окружности, выходя из контакта с собачкой 42. При этом движение кареток 3 и 4. прекращается, а другая пара роликов 35, опускаясь,упирается в .собачку 43., Эта операция осуществляется за полхода ползуна 9 вверх. При движении кареток 3 и 4 в сторону пресса 10 . ролики 19, перемещаясь по пазам копиров 20, проворачивают рычаги 18 по часовой стрелке, тем самым поворачивая ск-апки 15 с рычагами 5. Рычаги 5 переходят в горизонтальное положение и, продвигаясь в сто51
рону пресса 10, останавливаются в рабочей зоне пресса между пуансоном и матрицей 8. Зацепы 17 движущихся рычагов 5 при соприкосновении с отходами 12 проворачиваются относитель но своей оси и занимают вертикальное положение под действием собственного веса после прохождения отходов 12. Одновременно с этим отштампованная деталь 11 выталкивается из матрицы 8 выталкивателями и лозкится сверху на рычаги 5.
При дальнейшем движении ползуна 9 на Половину хода собачка 43 перемещает вверх противоположную ветвь цепного контура 32 и в конце хода . ползуна 9 ролики 35 выходят из контакта с собачкой 43. Пресс 10 останавливается
Движение вверх противоположной ветви цепного контура 32 приводит к реверсу движение кареток 3 и 4. При движении кареток 3 и 4 от пресса 10 эацепь 17, упираясь в торец отходов 20 IS fS
1016
12, сталкивают их с нижней половины
штампа в тару 13.
При дальнейшем движении кареток
3 и 4 от пресса 10 рычаги 5 выносят отштампованную деталь 11 из рабочей
зоны пресса. 10, а ролики 19, перемещаясь по пазу копира 20, и в соответствии с его формой, поворачивают рычаги 5 в наклонное положение. Отштампованная деталь 11, скользя по рычагам 5, падает в тару 14, После этого начинается новый цикл работы устройства.
Использование изобретения позволит упростить конструкцию путем устранения дополнительного привода, повысить надежность выгрузки деталей и отходов из рабочей зоны пресса, обеспечит равномерное нарружение катков ведущей и ведомой кареток, отделение деталей от отходов, а также преобразует ход ползуна вверх в воз вратно-поступательное движение кареток. .JJLJit - /J 5 12 Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для транспортирования заготовок | 1976 |
|
SU576232A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| - | |||
