Изобретение относится к оборудованию для упаковки носочных изделий, а именно к устройству для наложения этикетки на изделие, прикрепления этикетки к изделиям и скрепления изделий в паре между собой с последующим складыванием пар изделий для дальнейшей их индивидуальной или групповой упаковки.
Известна машина для этикетирования, скрепления, складывания и обандеролива- ния носочных изделий, имеющих классическую форму следа. Она имеет транспортирующее изделия устройство в виде бесконечного пластинчатого транспортера, имеющего возможность перемещаться циклично от специального привода. Первая пластина транспортера в технологической зоне служит для ориентированного размещения на ней вручную пары носочных изделий. Ориентирование выполняется оператором вручную по специальным меткам на транспортере. Затем изделие перемещается на позицию наложения этикетки, где
останавливается и с помощью специального манипулятора с пневмоприсосками этикетка отбирается из магазина и закладывается в специальное устройство, которое обжимает этой этикеткой паголенок носка со стороны резинки. Далее изделие с этикеткой передвигается на транспортере к швейной машине, где производится пришивка этикетки с одновременным скреплением носков в паре. Затем изделие передвигается на пластине на следующую позицию, где специальным манипулятором сдвигается на противоположную часть пластины, имеющую сквозную щель, направление которой совпадает с направлением линии сгиба изделия. При этом линия сгиба должна совпадать с этой щелью. На следующей позиции транспортера производится складывание пары путем введения в щель снизу вверх пластины, имеющей на конце
косой срез. При подъеме происходит складывание носков. Далее специальным транспортируюсл
с
сл ю
XI
щим устройством, оснащенным клещевыми захватами, изделие захватывается на складывающей пластине за верхнюю часть, пластина отводится вниз, а сложенное изделие в захвате транспортирующим устройством передается на последующие механизмы длл обандероливания.
Известно также устройство для этикети- рования текстильных товаров, в частности чулочно-носочных изделий, где наложение этикетки осуществляется уже на предварительно сложенное изделие с помощью манипулятора. Затем часть наложенной этикетки обертывают вокруг изделия с помощью специальных крышки и щитка, и перемещают далее в механизм для скрепления.
Известно, кроме того, автоматическое устройство для комплектации пар носочных изделий, складывания и переноса сложенных пар к узлу сбора. Изделия подводятся к складывающему устройству с помощью транспортера с захватами. Транспортер имеет U-образную форму, складывающее устройство выполнено в виде двух створок, расположенных в вершине транспортера в точке реверса движения и имеющих прорези, в которые может проходить рычаг складывающего механизма. Когда два изделия располагаются между створок, они сжимаются, формируя пару, а затем освобождаются из захватов, рычагом протаскиваются сквозь прорези створок, складываясь при этом пополам. Этим же рычагом они переносятся на транспортер, который подает их далее к узлу сбора,
Наиболее близким техническим решением, выбранным в качестве прототипа, является машина ВР фирмы Cortese (Италия). Недостатками этого технического решения являются:
а) ручное ориентирование изделий;
6} циклическая работа транспортирующих устройств;
в)необходимость иметь дополнительный механизм для перемещения изделия на транспортерной пластине после скрепления перед складыванием;
г)необходимость иметь специальный транспортирующий механизм с захватами для передачи изделий после складывания на дальнейшую обработку.
Цель изобретения - повышение производительности и надежности работы устройства,i
Поставленная цель достигается тем, что устройство имеет механизмы, выполняющие автоматическое ориентирование пар изделий перед началом выполнения технологических операций, оснащено непрерывно работающими транспортирующими изделия механизмами, причем операции наложения этикетки и складывания пар носков производятся непрерывным способом без
останова изделий, а в механизмах ориентирования и скрепления пар кратковременная остановка изделий осуществляется независимо друг от друга без прекращения работы транспортирующих устройств. Использо0 ванные в предлагаемом устройстве конструктивные решения обеспечивают значительное сокращение габаритов по сравнению с известными аналогами, просты в изготовлении, более надежны.
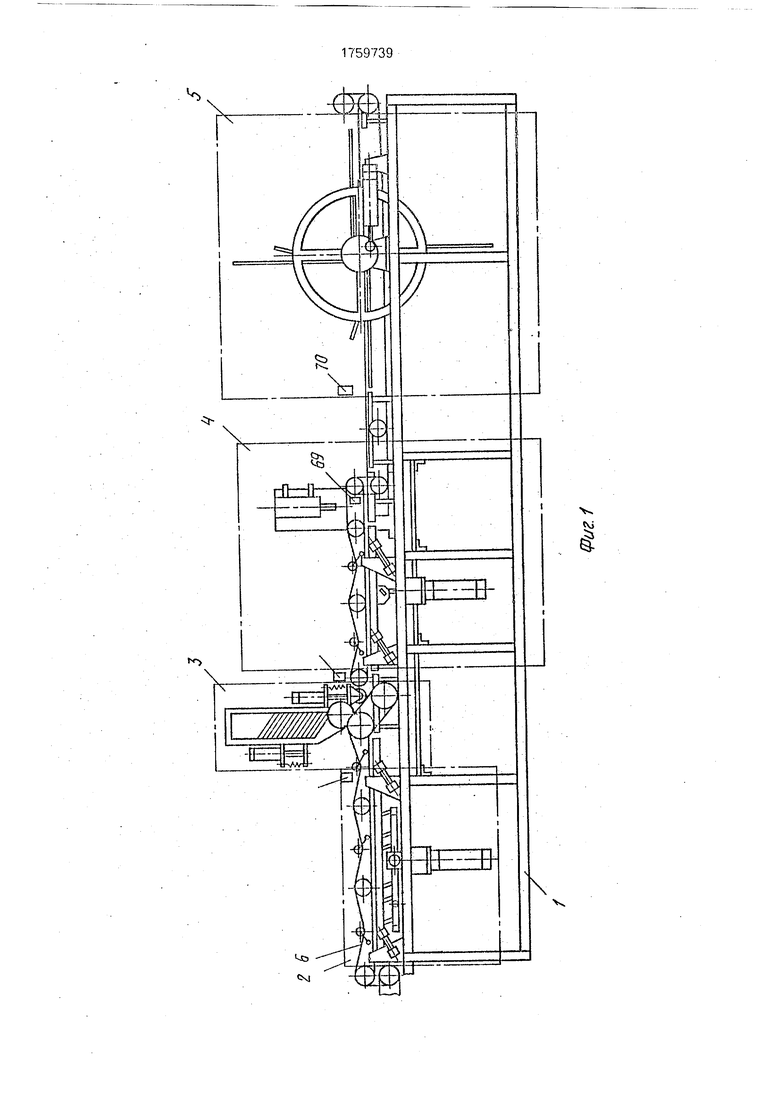
5На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - механизм для ориентирования изделий; на фиг. 4 - механизм для наложения этикетки; на фиг. 5 - механизм
0 для скрепления изделий и этикетки; на фиг. 6 - механизм для перегиба пар изделий; на фиг. 7 - механизм для транспортирования изделий.
Устройство (фиг. 1 и 2) имеет в своем
5 составе основание 1, на котором расположены механизм 2 для ориентирования пар изделий, механизм 3 для наложения этикетки, механизм 4 для скрепления изделий и этикетки, механизм 5 для перегиба пар из0 делий, механизм 6 для транспортирования изделий.
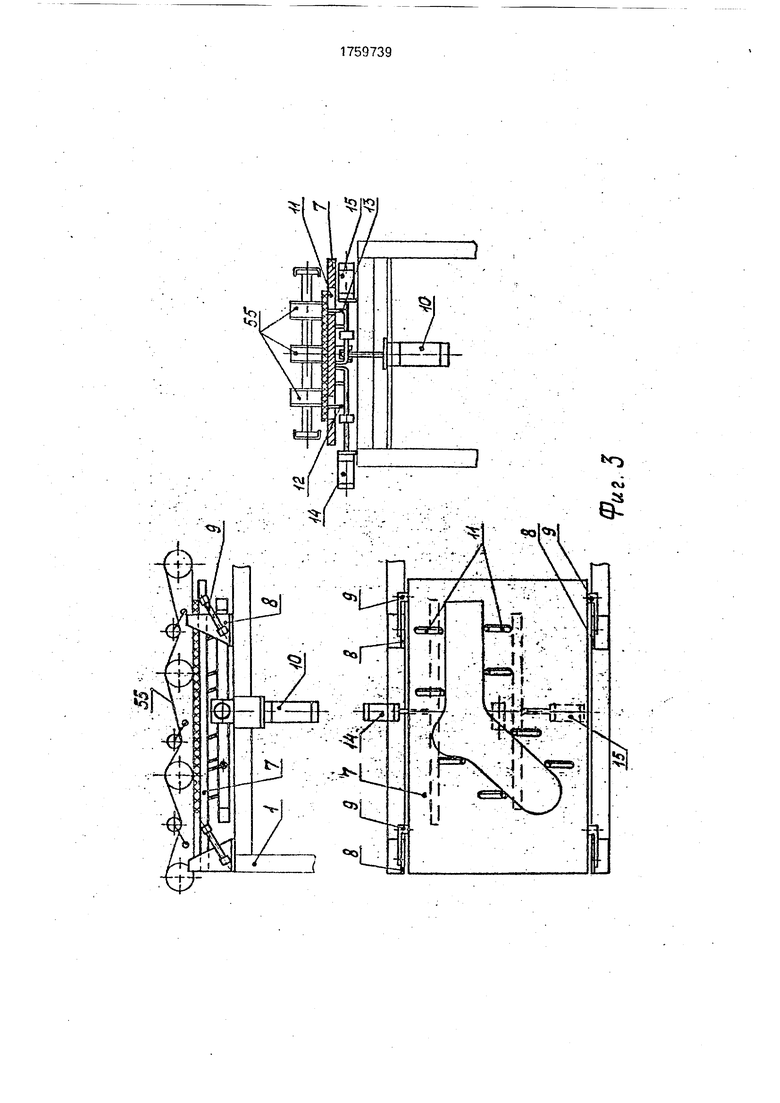
Механизм для ориентирования (фиг. 3) состоит из стола 7, установленного на основании 1 на кронштейнах 8 и поворотных ры5 чагах 9 с возможностью подъема и опускания под действием силового цилиндра 10 относи- гельно механизма транспортирования, причем в столе 7 расположены прорези 11, в которых с двух сторон стола расположены
0 консольные упоры 12 и 13, объединенные ниже стола в два блока и последние соответственно соединены с силовыми цилиндрами 14 и 15. Упоры в прорезях стола устанавливаются так, чтобы при полностью поднятом столе
5 верхние концы упоров не выступали над поверхностью стола, а при поднятом столе выступали над поверхностью на толщину пары обрабатываемых изделий. Под действием силовых цилиндров упоры имеют возможность
0 перемещаться в прорезях стола. Взаимное расположение упоров в прорезях стола выполнено, чтобы в положении, когда упоры сдвинуты к центру стола, они охватывали обрабатываемые изделия по контуру. При
5 раздвинутых упорах изделие между ними может располагаться с определенной степенью свободы относительно продольной оси стола.
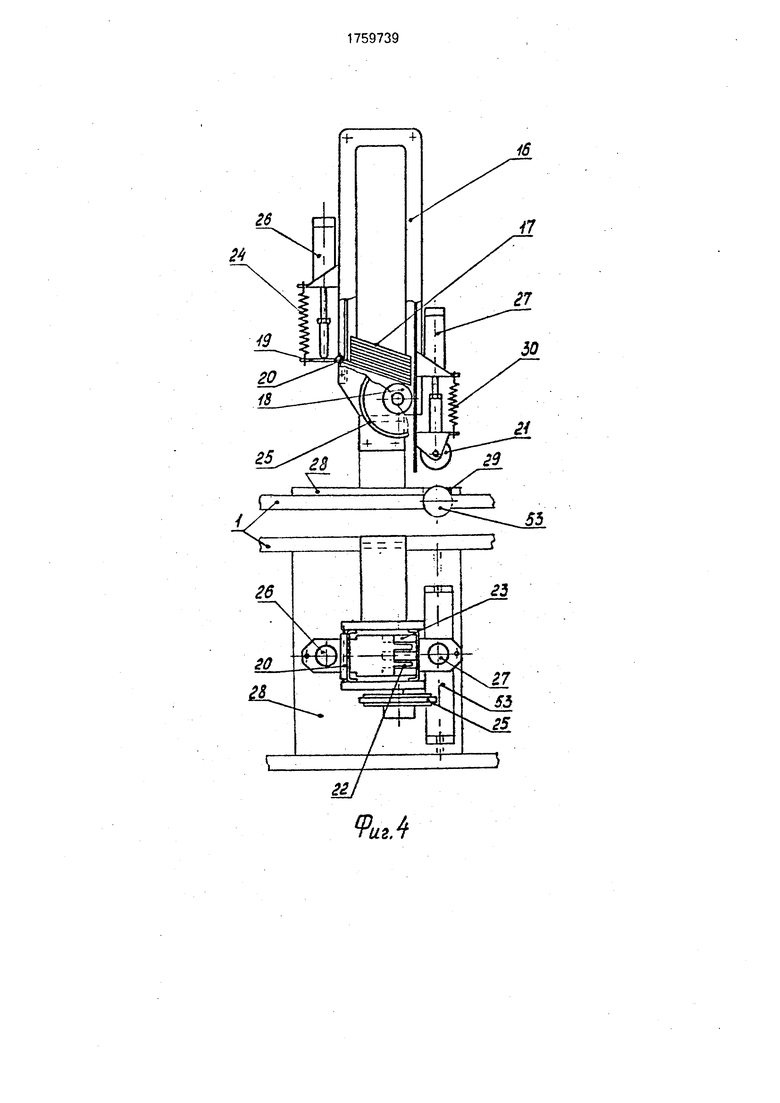
Механизм для наложения этикетки (фиг. 4) имеет в своем составе корпус 1 б, установленный на основании 1, для расположения в нем этикеток 17, ролик 18 для отбора эги- кеток, пластину 19, установленную в корпусе на оси 20 и прижимной ролик 21. На конце пластины 19, находящейся о корпусе, имеются вырезы 22, а ролик 18 имеет кольцевые выступы 23, которые могут входить в вырезы пластины. На другом конце пластины, расположенном снаружи корпуса, имеется пружина растяжения 24, соединяющая этот конец пластины с корпусом. Ролик 18 имеет снаружи на своей оси приводной шкив 25 для привода от средств транспортирования. На корпусе установлен силовой цилиндр 26, шток которого может воздействовать на наружный конец пластины 19, и силовой цилиндр 27, который может опускать прижимной ролик 21 вниз и к неподвижному столу 28, имеющему напротив ролика паз 29. Для отвода ролика от изделия имеется пружина растяжения 30, соединяющая ролик с корпусом.
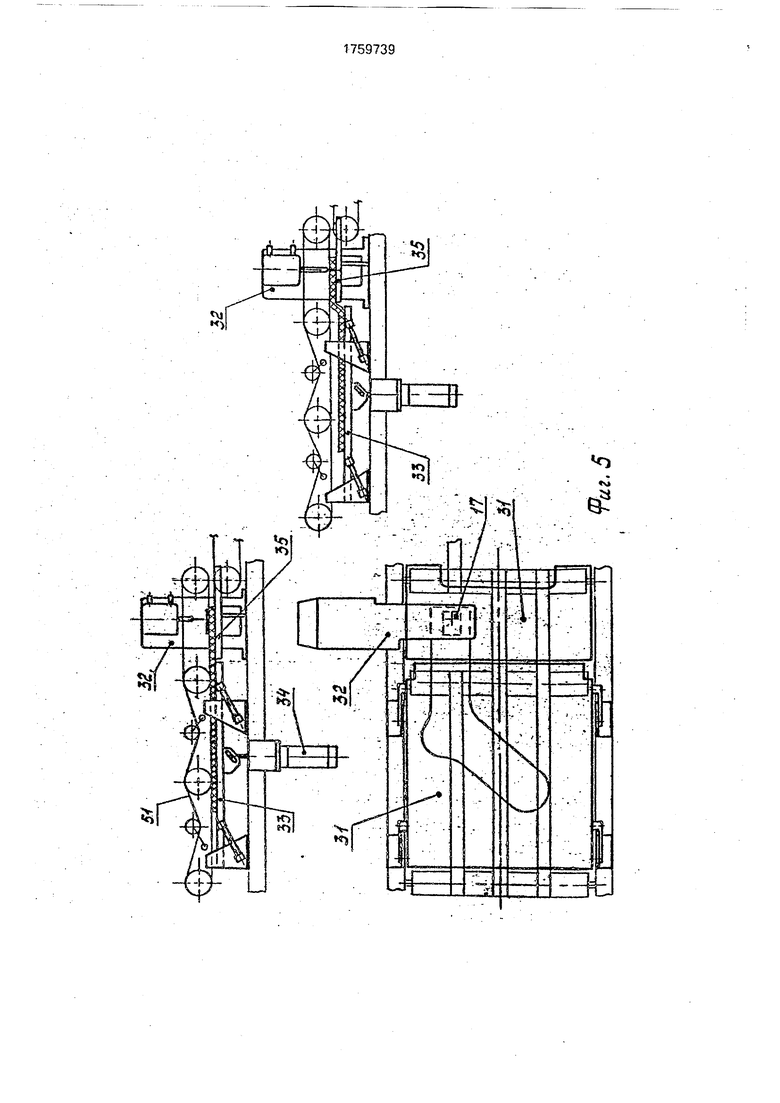
Механизм А для скрепления пар и этикеток (фиг. 5) имеет в своем составе стол 31, установленный на основании 1 и швейную машину 32. Стол состоит из двух частей: подвижной 33, установленной на основании 1 аналогично столу 7 с возможностью подъема и опускания с помощью силового цилиндра 34, и неподвижной части 35, расположенной под швейной машиной.
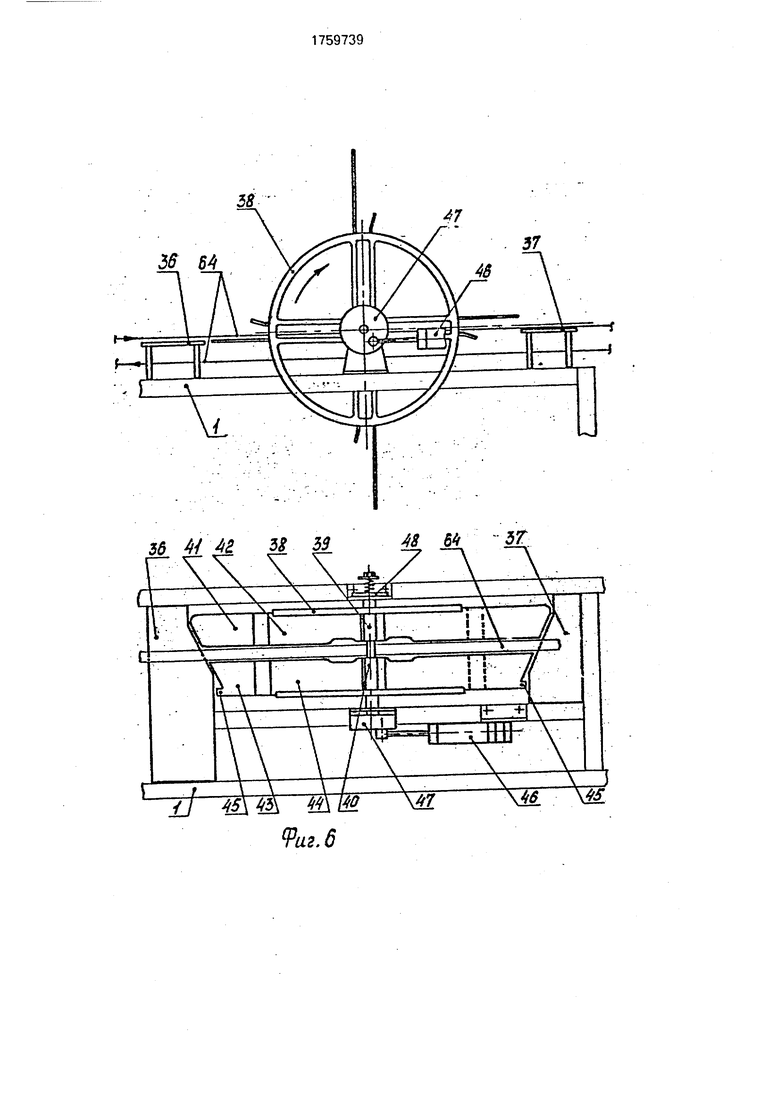
Механизм для перегиба пар изделий (фиг. 6) имеет неподвижные столы 36 и 37 и ротор 38, установленный на основании между столами. Ротор имеет две части 39 и 40, каждая из которых имеет в свою очередь четыре пары пластин, закрепленных на щечках ротора и его оси. Пары пластин 41 и 42 установлены на части 39 ротора, а пары пластин 43 и 44 на части 40 ротора. Между пластинами частей 39 и 40 ротора имеется промежуток для размещения транспортирующих средств. Пластины 42 и 44 фиксируют положение изделий на пластинах 41 и 43 при работе ротора. Пластины 41 и 43 на концах имеют косой срез, совпадающий по направлению с линией перегиба изделий, и, кроме того, пластины 43 имеют упоры 45 для предотвращения смещения изделий при работе ротора. Для циклического вращения ротора имеется силовой цилиндр 46, обгонная муфта 47 и подтормаживающий барабан 48.
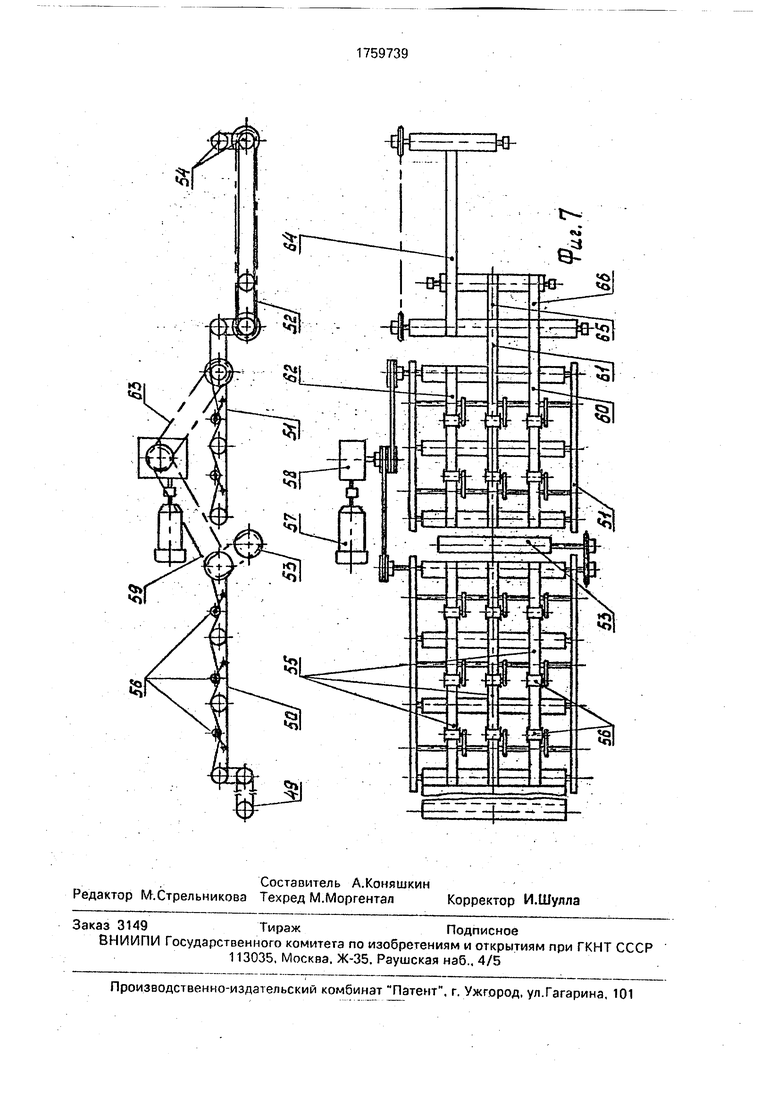
Транспортирующий механизм (фиг. 7) имеет в своем составе четыре ленточных транспортера 49, 50,51 и 52, опорный ролик 53 и тянульную пару 54. Транспортер 49 служмт для ввода изделий в устройство. Транспортер 50 служит для перемещения изделий в узле ориентирования. Он имеет
ленты 55, оснащенные натяжным устройством 56. Привод транспортера осуществляется от электродвигателя 57 с редуктором 58 посредством передачи 59. Транспортер 51
служит для транспортирования изделий через механизм скрепления. Он имеет транспортерные ленты 60, 61 и 62 и натяжные устройства 56. Привод транспортера производится от электродвигателя 57 и редуктора
0 58 посредством передачи 63. Транспортерная лента 62 по сравнению с лентами 60 и 61 укорочена так, что ее нижняя ветвь не заходит на неподвижную часть 35 столз 31. Транспортер 51 расположен с регулируе5 мым зазором над столом 31 механизма скрепления. Транспортер 52 служит для транспортирования изделий через механизм для перегиба пор изделий. Он имеет транспортерныеленты 64, 65 и 65, оснащен0 ные натяжными устройствами 56. Ленты 64 и 65 служатдля транспортирования изделий на входе в механизм для перегиба. Ленто 66 транспортирует изделия как на входе в механизм, так и на выходе после перегиба пар.
5 Она проходит в промежутке между частями 39 и 40 ротора 38 и вводит сложенное изделие в тянульную пару 54. Опорный ролик 53 расположен между транспортерами 50 и 51. Он служит для проводки изделия через ме0 ханизм 3 для наложения этикетки и обеспечивает совместно с прижимным роликом 21 наложение этикетки на изделие.
Для управления работой всех механизмов устройства имеются четыре оптических
5 датчика положения. Первый датчик 67 расположен в механизме ориентации и служит для отвода стола 7 от нижних лент транспортера 49 и приведения в действие упоров 12 и 13. Вторам датчик 68 расположен в меха0 низме наложения этикетки и служит для приведения в действие силового цилиндра 29 прижимного ролика 30 и силового цилиндра 25 пластины 19. Третий датчик 69 установлен на неподвижной части 35 стола 31
5 под швейной машиной 32 и служит для управления работой подвижной части 33 стола 31 и швейной машины.
Четвертый датчик 70 расположен в механизме для перегиба пар изделий и служит
0 для включения привода поворота ротора 38 при достижении линией сгиба изделия косого среза пластин 41 и 43.
Устройство работает следующим образом.
5Сложенные в пару изделия кладутся на
транспортер 49 вручную, или устройство может присоединяться с помощью этого транспортера к другой машине, где операция соединения изделий с пару и укладка их на транспортер автоматизированы. Затем
нижними ветвями лент 55 транспортера 50 изделия перемещаются на стол 7 механизма 2 для ориентирования изделий. При достижении изделием датчика 67 стол 7 силовым цилиндром 10 опускается вниз, а движение изделия прекращается. Упоры 12 и 13 выходят над поверхностью стола. Одновременно срабатывают силовые цилиндры 14 и 15 и блоки упоров по прорезям 11 сводятся к центру, воздействуя на изделие vi приводя его в положение, определяемое конфигурацией расположения упоров. После этого практически одновременно упоры отводятся, а стол поднимается. Изделия прижимаются к лентам транспортера 50 и перемещаются в механизм для наложения этикетки. При срабатывании датчика 67 в механизм ориентирования подается сигнал на срабатывание силового цилиндра 26 в механизме для наложения этикетки. Давление воздуха над поршнем цилиндра сбрасывается и пружина 24 поворачивает пластину 19 вокруг оси 20, опуская ее вместе с этикеткой по направлению к ролику 18. Ролик ио- стоянно вращается посредством передачи от транспортера 50 к шкиву 25. Кольцевые выступы 23 ролика 18 проходят в вырезы 22 пластины, вступают в кинематическую связь с нижней этикеткой в стопке и подают ее вниз до упора о стол 28, непосредственно перед пазом 29 этого стола. После отбора этикетки подается воздух в верхнюю полость силового цилиндра 26, который своим штоком нажимает на конец пластины. Пластина поворачивается вверх, поднимая стопку этикеток. При этом кинематическая связь между роликом и этикетками разрывается, а пружина 24 растягивается.
Перемещаемое транспортером 50 изделие достигает опущенной вниз этикетки, отгибает ее нижний конец в сторону движения под прижимной ролик 21, но из корпуса 18 этикетка при этом не вытягивается. Отогнутый конец этикетки можег только скользить по поверхности изделия. Когда изделие, войдя между роликами 21 и 53, достигает датчика 68, последний подает сигнал на срабатывание силового цилиндра 27. Последний опускается на этикетку и изделие и вытягивает этикетку из корпуса 16, укладывая ее при этом на поверхность изделия. Регулируя момент включения силового цилиндра 26, можно наложить этикетку на нужное место изделия. В исходное положение ролик 21 возвращается пружиной 30. Далее с наложенной этикеткой изделие входит в механизм 4 для скрепления пар носков в изделии и прикрепления к ним этикетки. В этом механизме изделие перемещается
по столу 31, причем паголенок носков перемещается лентой 62 транспортера, а след- лентами 60 и 61. Этикетка при перемещении прижимается к изделию лентой 62. После
того, как участок паголенков изделия с этикеткой 17 выйдет из-под ленты 62 и, переместившись на неподвижную часть 36 стола 31 под швейную машину 32, достигнет датчика 69, подается сигнал на включение силового
0 цилиндра 24, который опускает подвижную часть стола 31 вместе с находящимся на нем участком изделия. Кинематическая связь между изделием м транспортером 51 при этом разрывается, изделие останавливэет5 ся. При опускании часть 33 стола 31 за счет установки этой части на основании 1 с помощью кронштейнов 8 и поворотных рычагов 9 несколько подается вперед под неподвижную часть 35 стола 31. Этонеобхо0 димо для того, чтобы при последующем подьеме части 33 на изделии не образовалась складка. При остановке изделия в работу включается швейная машина, которая сшивает изделие вместе с этикеткой. После
5 пришивки швейная нить автоматически обрывается. Механизмы и работа швейной мз- шины не показаны. Сразу же после выполнения скрепления включается силовой цилиндр 34, который поднимает по0 движную часть стола с изделием до транспортера 51 и носки передаются этим транспортером в механизм 5 для перегиба пар изделий. В этом механизме изделие перемещается на верхних лентах 64. 65 и 66
5 транспортера 52 по неподвижному столу 36, причем паголенки носков перемещаются по длинной ленте 64 транспортера. Этой лентой паголенок заводится между теми пластинами частей 39 и 40 ротора 38. которые
0 находятся в данный момент в горизонтальном положении. При этом одна пара пластин 41 и 43, имеющих косой срез, расположена на одном уровне со столом 36. а другая пара 42 и 44 расположена выше
5 стола. В момент достижения линией перегиба пар изделий косого среза пластины 41 и 43, что фиксируется датчиком 70, включается силовой цилиндр 46, который через обгонную муфту 47 поворачивает ротор на 90°.
0 Изделие на пластинах 41 и 43 перегиоа- ется по срезу пополам. Плавность поворота ротора регулируется подтормаживающим барабаном 48. Упор 45 на пластине 43 предотвращает смещение изделия по линии пе5 региба. При последующем цикле, когда ротор поворачивается еще на 90°, сложенное изделие перемещается в горизонтальном положении. При этом пластины 42 и 44 оказываются ниже пластин 41 и 43 и предотвращают отвисание нижней части изделия. В горизонтальном положении сложенное изделие ложится на ленту 64 транспортера 52, которая выводит изделие из пластин ротора и по неподвижному столу 37 подает его в тянульную пару 54, где сложенное изделие подпрессовывзется и передается далее по технологическому назначению, например, на индивидуальную или групповую упаковку. Механизм 6 для транспортирования изделий в данном устройстве имеет привод от электродвигателя 57 и редуктора 58 посредством передачи 59 и 63 и работает непрерывно. Необходимое натяжениелент всех транспортеров обеспечивается натяжными устройствами 56.
Формула изобретения
1. Устройство для этикетирования. скрепления и складывания пар носочных изделий, содержащее последовательно расположенные механизм для наложения этикеток на изделия, включающий магазин этикеток и приспособление для их подачи и прижатия к изделиям, механизм для соединения изделий в пары с одновременным прикреплением к ним этикеток, включающий стол и швейную машину, механизм для перегиба пар изделий и систему транспортирования изделий, отличающееся тем, что, с целью повышения производительности и надежности в работе, оно снабжено расположенным перед механизмом для наложения этикеток механизмом для ориенти- рования пар изделий, включающим смонтированный с возможностью вертикального перемещения стол С выполненными в нем прорезями, установленные в них с возможностью горизонтального перемещения упоры для выравнивания изделий относительно системы их транспортирования и приводы, приспособление для подачи этикеток состоит из смонтированных на выходе из магазина с возможностью поворота опорной пластины с приводом и приводного ролика для перемещения этикеток, приспособление для прижатия этикеток к изделиям представляет собой смонтированный с возможностью вертикального перемещения прижимной ролик с приводом, стол механизма для соединения изделий в пары выполнен составным, одна из частей которого расположена со стороны механизма для наложения этикеток и смонтирована с возможностью вертикального перемещения, механизм для перегиба изделий состоит из двух неподвижных столоо, смонтировэнпого между ними с возможностью периодического поворота ротора и радиально размещенных на нем попарно параллельных пластин с продольными прорезями, система транспортировки изделий включает
по меньшей мере три группы ленточных транспортеров, нижние рабочие ветви двух из которых расположены над столами механизмов для ориентирования и соединения пар изделий, а по меньшей мере одна из
верхних рабочих ветвей третьей - над столами и с возможностью прохода в прорезях пластин ротора механизма для перегиба пар изделий.
2. Устройство поп. 1, о т л и ч а ю щ е ес я тем, что подвижные части столов механизмов для ориентирования и соединения изделий смонтированы на поворотных рычагах и имеют в качестве приводов силовые цилиндры.
3. Устройство поп. 1, о т л и ч а ю щ е ес я тем, что упоры механизма для ориентирования изделий сгруппированы в два блока, каждый из которых имеет в качестве привода силовой цилиндр для перемещения
блоков в направлении, перпендикулярном направлению движения рабочих ветвей ленточных транспортеров.
4. Устройство поп. 1, о т л и ч а ю щ е е- с я тем, что опорная пластина приспособления для подачи этикеток подпружинена, имеет в качестве привода силовой цилиндр и выполненные на свободном конце вырезы, приводной ролик имеет кольцевые выступы, кинематически связан с системой
транспортировки изделий, и установлен с возможностью прохода своих выступов в вырезах опорном пластины, з прижимной ролик подпружинен и имеет в качестве привода силовой цилиндр.
5. Устройство поп. 1, о т л и ч а ю щ е е- с я тем, что одна из попарно параллельных пластин ротора механизма для перегиба пар изделий выполнена более длинной, чем другая, имеет на конце упор для предотвращения смещения изделий, а ротор имеет в качестве привода связанный с ротором через обгонную муфту силовой цилиндр.
Ч
I
Ц
(ч)
§
fut.3


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2306244C1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| ЭЛЕКТРОННО-МЕХАНИЧЕСКАЯ СИСТЕМА ДЛЯ ЭТИКЕТИРОВАНИЯ И МАРКИРОВКИ ПРЕДМЕТОВ | 1998 |
|
RU2124750C1 |
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ | 2005 |
|
RU2293047C1 |
| Устройство для складывания текстильных полотен | 1990 |
|
SU1745792A1 |
| Устройство для укладки в стопы печатной продукции | 1977 |
|
SU740151A3 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| Этикетировочная машина | 1984 |
|
SU1211158A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |

Изобретение может быть использовано для упаковки попарно скрепленных и этике- тированных носочных изделий. Сущность изобретения заключается в обеспечении автоматического ориентирования, наложения этикетки и складывания пар носков без прекращения работы механизма для их транспортировки. 4 з.п. ф-лы. 7 ил.
Фиг А
П
JOJU
36 У 41 3S S341 И -ST.
ЖЖ W Фиг. 6
37
w
.j
| Машина модели ВР, проспект фирмы Cortese (Италия). |
