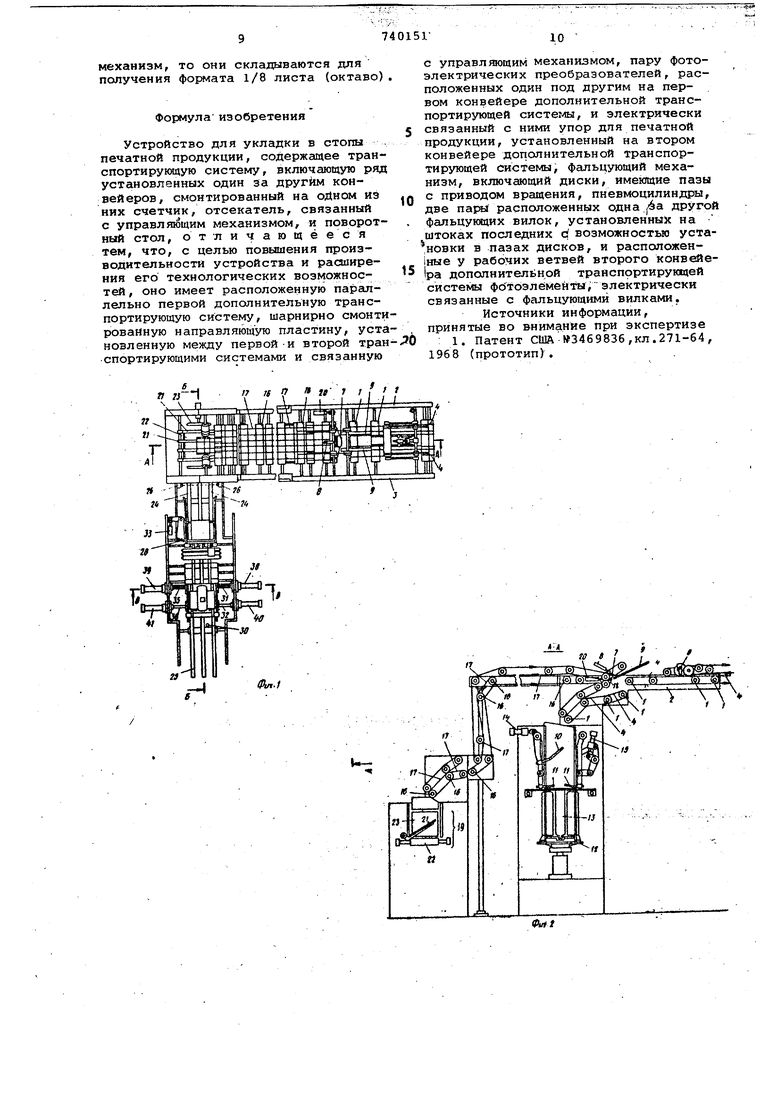
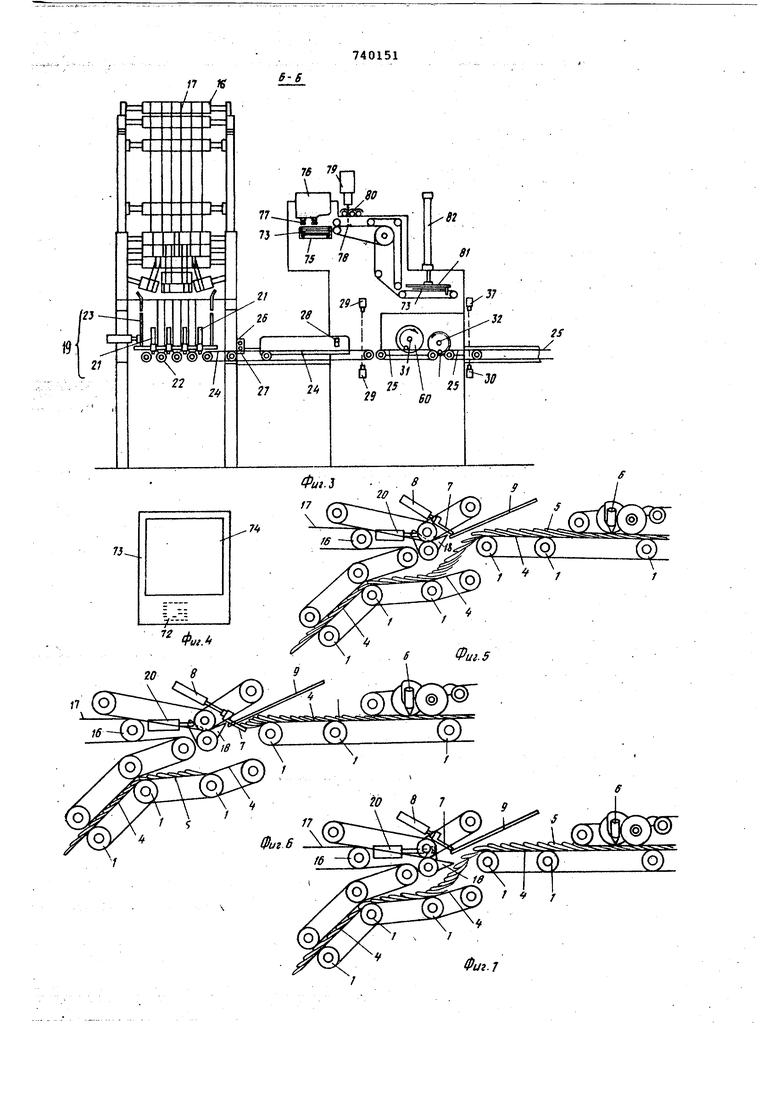
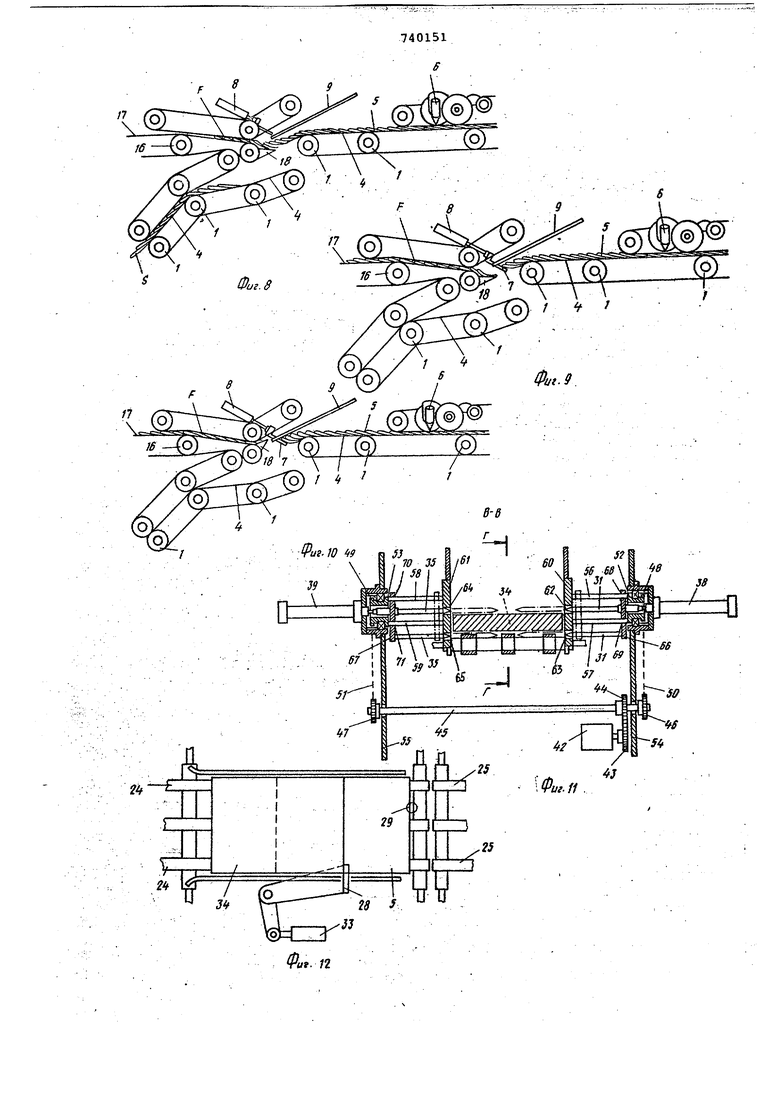
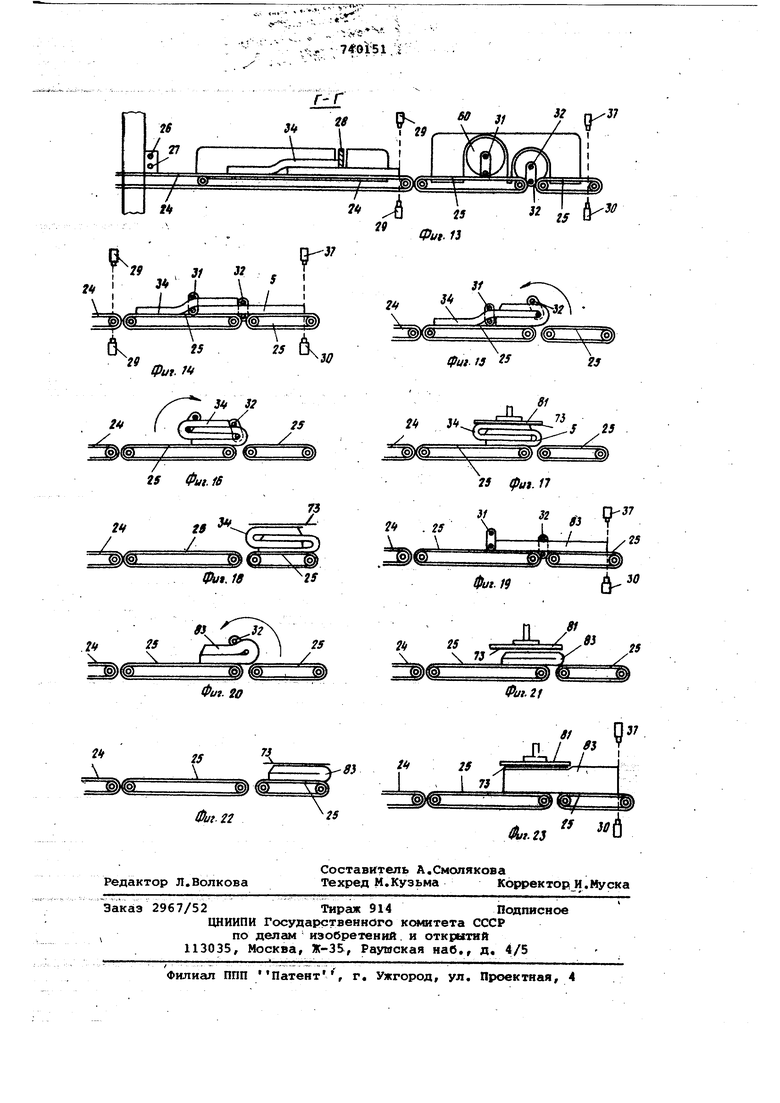
(54) УСТРОЙСТВО ДЛЯ УКЛАДКИ В СТОПЫ ПЕЧАТНОЙ Изобретение относится к полиграфии. Известно устройство для укладки в стопы печатной продукции, содержащее транспортирующую систему, включающую ряд установленных один за другим конвейеров, смонтированный на одном из них счетчик, отсекатель, связанный с управляющим механизмом, и поворотный стол (1). Известное устройство малопроизводительно и имеет ограниченные технологические возможности. С целью повышения производительности и расширения технологических возможностей, предлагаемое устройств имеет расположенную параллельно первой дополнительную транспортирукнцую систему, шарнирно смонтированную направляющую пластину, установленную между первой и второй транспортирующими системами и связанную с управля щим механизмом, пару фотоэлектрических преобразователей, расположенных один под другим на первом конвёйёре дополнительной транспортирующей системы, и электрически связанный с ними упор для печатной продукции, установленный на втором конвейере дополнительной транспортирующей сист ПРОДУКЦИИ мы, фёшьцующий мехг1низм, включающий диски, имеющие пазы с приводом для вращения, пневмоцилиндры, две пары расположенных одна за другой фальцующих вилок, установленных на штоках последних G возможностью установки в пазах дисков, и расположенные у рабочих ветвей второго конвейера дополнительной транспортирующей системы фотоэлементы, электрически связанные с фальцующими вилками. На фиг.1 изображеноописываемое устройство,общий вид;на фиг,2 - разрез А-А фиг.1;на фиг.З - разрез Б-Б фиг,1; на фиг,4 - этикетка ,вид сверху; на фиг.Ь-10 - схема отделения экземпляров печатной продукции; на фиг.11 разрез В-В фиг.1; на фиг.12 - механизм подготовки печатной продукции к фальцовке, вид сверху; на фиг.13 - разрез Г-Г фиг.11; на фиг,14-23 - схема работы укладчика печатной продукции. Устройство для укладки в стопы печатной продукции содержит транспортирующую систему, включающую ряд установленных один за другим конвейеров имеющих ролики 1, расположенные между боковыми рамами 2 и 3, и охватывающие ролики проволочные ленты 4.
Йечатная продукция 5 Или ры подаются последовательно а ряд / при постоянной велйч:ине перекрытия пр дьафпщёго экземпляра последующим так, что кромка последующего кэёкшл яра наложена на заднюю кромку предыдущего экземпляра.
На ЪДйом конвейере расположен счетчик б для счета числа эйземплЯров продукции 5 за счет чиком 6 rib ходу движения печатной продукции размещен отсекатель 7 для стШОрений следующих экземпляров, бтсёкатёль 7 связан с механизмом управления в виде пневмоцилиндра 8.
Дли бграничеяйя ййсотй ЙШ остающихся на месте последуклпих экземпляров, когда отсекатель 76пЭщёй, -служит направляющая пластина 9.
В конце первой транспортирующей системы имеется приспособление для укладки экземпляров в стопу и съема стандартного числа экземпляров, которое включает верхнюю 10 и нижнюю
11фальцующие вилки и поворотный сто
12с толкател«и1 13. Стол 12 Может поворачиваться на 180.
Когдй заданное число экземпляров будет пдказано Ша счетчике и УШясено йа верхней вилке 10, включается гидравлический цилиндр 14, которйй убирает верхнюю вилку 10, в результате чего уложенные в стопу экземпляры печатной продукции 5 пэдают на нижнюю вилку 11, на которсй снова удерживается в горизонтальном положении и подравнивается. После этого она подается на повор тный стол 12 путем вкл1 чёнйя гидравлического цилиндра 15, который убирает нижнюю вилку 11 из-под стопы печатной продукции 5.
Поскольку г|оворотный стол 12 делает поворот на 180 при каждом сбрасыв 1Нии на него стогва печатной продукций. То пачки штабелируются поочередно с поворотом на 180 от смежной стопы. Когда заданное число пачек отщтабелироеано, вводится в действие толкатель 13 дйя бъема наложенных одна на кругую пачек с поворотного стола 12V
Вторая транспортируйЩая система :рйд Уетановлёиййх один за другим конвейеров, содержащих ролики 16 и oxBaraiiBairoftie 1:юл1й«и проволочные ленты 17. Один из конвейеров йлеет отсекатель 18 печатной продукции, а в конце этой системы тлеется приспособление 19 для укладки экземпляров в стопу и съема стопы.
Отсёкатеяь 18 расйоложен в тем ж пояожении, что.и ртЬекатель 7 и против рпбложнб потоку печатной продукции, / . . . ,: .
Йневмоцилиндр 20 включает отсекатель 18 для того, чтобы он входил в ряд дбйжущихся 31кзеш1пяров для neipei водиих IRa вторую тремЬпортируюЩУю систему.
Приспособление 19 для укладки экземпляров в стопу и съема стопы |боАержит нечётное число экземпляров 1и состоит из ВИЛКИ 21, съемного 22 и толкателя 23. Вилка 21 опускается ниже съемного |валйка 22, когда закончена укладка ;экземляров в стопу te тем, чтобы отк:рыть заслонку и позволить толкателю
23подать экземпляры на.дополннтельНую транспортирующую систему, включа1ощую конвейеры 24 и.25.
Уложенное в стопу нечетное число экземпляров печатной продукции 5 конвейером 24 передается на конвейер 26 и складывается вдвое S процессе перемещения с тем, чтобы придать нужную степень жесткости, когда толщина стопы небольшая.
Такое складывание выполняется автоматически фотоэлектрическими преобразователя;ми 26 и 27, которые фиксируют высоту стопы.
Фотоэлектрические преобразователи 26 и 27 установлены один под другим на первом конвейере 24 дополнительной транспортирующей системы и электрически связаны с упором 28 для печатной продукции 5.На конвейере 24 также установлены фотоэлектрические преобразователи 29 и 30 и
первая 31 и вторая 32 вилки.
Упор 28 установлен сбоку конвейера 24. Когда срабатывает фотоэлектрический преобразователь 27, упор 28 пневмоцилиндррм 33 подается в положение вьвце конвейера 24.
Между упором 28 и поверхностью конвейера 24 имеется промежуток, через который происходит нижняя половина слоев) печатной продукции 5. Упор 28 преграждает путь верхней половине
слоев 34 (см.фиг. 14).
Первый фотоэлектрический преобразователь 29 располагается ниже по ходу конвейера 24 относительно упора 28 на промежуток, равный половине длины
экземпляра от упора, и вводится в действие тогда, когда «лсота стопы илеет среднее значение, т.е. когда передняя нижних слоев печатной продукции 5 пройдет зазор между упорам 26 и конвейером 24 и достигнет тозлектряческого преобразователя 29, который срабатывает, и конвейер
24останавливается, а упор 28 убирается. Затем конвейер 24 продолжает
движение.
Второй конвейер 25 дополнительной транспортирующей систе а содержит фальцукяций механизм имекяций две пары , фальцуяяцих вилок 3t, 35. и 32, 36.
Фотбэ ектрический прёобразо1 атёль 30 расположен от фотоэлектрического преобразо эатёля 37 на расстоянии, равном половине длины экземпляра печатной продукции 5,
Когда фальцугйцие вилки 32 и 36 убираются в пйпожёние выше конвейеру
24, продольная центральная часть нйж ней половины слоев экземпляров зажимается стержнями, образующими вилки 32 и 36.
Фальцующие вилки 31 и 35 располагаются поперечно относительно второго конвейера 25 и с промежутком от второй пары фальцующих вилок 32 и 36 в направлении вверх по движению конвейеров 24 и 25,равным половине длины экземпляра, и направлены внутрь конвейера 25 .противоположно одна от другой на одинаковой высоте.
Уровень расположения первой пары фальцующих вилок 31 и 35 выше уровня расположения второй пары фальцующих вилок 32 и 36 (см.фиг.13). Поэтому, когда фальцующие вилки 31 и.35 убираются в положение выше второго конвейера 25, продольная центральная асть верхней половины слоев 34 зажимается двумя стержнями, составляющими первые фальцующие вилки 31 и 35
Фальцующие вилки 31, 35, 32, 36 установлены на штоках пневмоцилиндров 38, 39 и 40, 41 соответственно и вращаются относительно конвейеров при помощи средства 42 вращения, которое передает угловое перемещение через зубчатые колеса 43 и 44 на промежуточный вал 45. Передаваемое таким образом угловое смещение затем передается от цепных колес 46 и 47, которые закреплены на концах вала 45 на цепные колеса 48 и 49 через цепи 50 и 51.
Цепные колеса 48 и 49 закреплены на втулках 52 и 53, которые вращательно крепятся к боковым рамам 54 и 55
От втулок 52 и 53 проходят горизонтально и внутрь пары направляющих стержней 56, 57 и 58, 59, которые располагаются под углом 180 в каждой паре.
Направляющие стержни 56-59 на концах имеют диски 60, 61 с пазами 62-65 и концевые плиты 66 и 67, каждая из которых имеет отверстия 68-71
Угловое смещение втулок 52 и 53 передается фильтрующим вилкам 31, 35 через направляющие стержни 56-59, диски 60 и 61 и концевые плиты 66 и 67.
Нечетное число экземпляров регистрируется путем набивки кода 72 на этикетке 73, которая крепится к пачке нечетного числа экземпляров снаружи колонки 74, снабженной адресом получателя.
Этикетки 73 расположены на конвейере 75 (фиг.З). Питатель 76 для подачи этикеток 73 включает пневматический присос 77, который обеспечивает последовательную подачу Этикеток 73 на конвейер 78.
Фотокамера 79 служит для чтения кода 72 на этикетке 73 и взаимодействует с лампой 80. Считываемые данные
служат для сигналов на отсекатели 7 и 18, в результате чего кодированное нечетное число экземпляров может быть подано на конвейер 25.
Этикетка 73 подается в положение выше приспособления для укладки в стопу печатной продукции, когда необходимо складывать печатную продукцию для получения нУжйого формата. Для крепления этикетки 73 к сложенным экземплярам печатной продукции служит
0 прижимная пластина 81, которая принудительно подается в направлении второго конвейера с помощью пневмоцилиндра 82,,
На фиг.6 и 7 показано условие,
5 когда не поступают данные относительно нечетного числа экземпляров, т.е. когда нечетное число экземпляров F равно нулю,а числб экземпляров, считываемое счет-чиком 6, сравнивается
0 со стандартным числом S. Когда считанное число экземпляров печатной продукции совпадает с заданным стандартным числом S, длина экземпляров числа S считывается и отсекатель 7
5 опускается. Таким образом, экземпляры в верхней стороне, по ходу печатной продукции 5 не могут продвигаться и отделяются от предыдущих экземпляров, число которых равно S.
0
Соответственно предыдущение экземпляры числом S подаются на приспособление укладки и съема стопы и помещаются на поворотный стол 12. Когда заданное число пачек экземпляров
5 укладывается для получения более крупнЬй пачки; включается толкатель 13, который подает пачку со стола 12.
Таким образом, второй отсекатель 18 не работает, когда нет подачи числа F, т.е. когда подается только стан0дартное число экземпляров S.
Если код 72 на этикетке 73 показывает подачу экземпляров числом F, т.е. когда число F не равно нулю, то в этом случае сначала опускается
5 отсекатель 18, как только будет/ подано стандартное число,экземпляров S, в результате чего заканчивается отбор стандартного числа экземпляров S, после чего последующие экземп0ляры направляются на второй путь движения печатной продукции для отбора кодированного нечетного числа экземпляров F, как видно на фиг.7 и 8.
С другой стороны, отсекатель 7
5 опускается после того, как пройдет суммарное количество экземпляров F+S, чтобы застопорить; последующее движение экземпляров (фиг.9).
Таким образом, отсекатель 7 вы0полняет отделение S + F экземпляров.
Однако, благодаря отбору отсекателем 18 нечетного числа экземпляров, только стандартное число экземпляров F остается на первом пути движения
5 печатной продукции 5, а остальное
число экземпляров F, направляется на второй путь движения печатной продукции.
Первый отсекатель 7 (фиг.10) возШраЩаетйя в исходное положение только после того, как возвратится в исходное положение второй отсекатель 18. Работа отсекателей 7 и 18 должна происходить с учетом разницы в расстоянии между счетчиком б иготсекателями 7 и 18, когда расстояние между счетчиком б и отсекателем 7 не равно расстоянию между счетчиком 6 и отсекателем 18. ,. , ,Шт ii имеется колебание ёЛйчины гтёрекрытйЯ одного экземпляра другим, т.е.
а ЗйЬгоПредыдущегб экземпляра ripследующим, в результате чего общая длина ряда экземпляров также колеблется, то отделительные отсекатели 7 и 18предпочтительно вводить в действие соответственно измеренной длине ряда экземпляров.
Нечётное число экземпляров F, направленное на второй путь перемещения печатной продукции, укладывается на вилку 21. Последующее опускание ВИЛКИ 21 пбзВбйяё подавать эк эемпляры печатной продукции 5 с помсиаью толкателя 23 на первый конвейер 24. На верхнем по ходу движения печатной продукции 5 конце конвейера 24 расположены фотоэлектрические, преобразователи 26 и 27, работающие в зависимости от высоты стопы в следующих трех условиях: а) когда высота стопы настолько мала, что ни один из фотоэлектрических npe66pa3OBafeSeTi не срабатывает; б) когда высота стопы меренная и срабатывает только нижний фотоэлектрический преобразователь 27; в) когда высота стогал наCTfOJibKO велика, что срабатывают оба фотоэлектрических преобразователя
26 и 27. , .,..,,.;.1,:.:„
в случае (а) ни один из упоров 28 для верхних слоев и фальцующие вилки
31и 35 не включаются. Второй конвейер 25 ост.анавливается, когда передняя кромка стопы экземпляров достигнет фотоэлектрического преобразователя 30 (фиг.19). Затем иневмоцилиндры 40 и 41 срабатывают на подачу фальцуницих вилок 32 и 36, в результате чего стержни, образующие вилки
32и 36, мОгУт зажать промежуточную и центральную часть экземпляров 83.Пойле этого вторая вилка поворачивается вокруг верхнего стержня
йГ 1- ОЛС5вину цикла в направлении,
тф& Щв&п&кс(ШЬ1Л 1: авленш вращения второго конвейера 25, в резульTl erWfb n f oiicXoa« складывание экземпляров (фиг.20). Затем фальцующие вилки 32 и 36 уёйрасютея в поперечном
найЙаШГеНии Относительно конвейера 25 с помощью пневмоцилиндров 40 и 41,
Прижимная пластина 81 опускается под действием пневмоцилиндра 82, чтобы прикрепить этикетку 73 к экземпляру 83 (фиг.21). Затем включается конвейер 25 (фиг.22) .
В случае (б) упор 28 выдвигается вперёд под воздействием пневмоцилиндра 33 в положение выше конвейера 25. Поэтому верхние слои 34 экземпляров продукции удерживаю.тся упором 28. Как только нижняя половина слоев печатной продукции 5, которая вышла из-под действия упора, пройдет расстояние, разное половине длины экземпляра, то передняя кромка этой половины взаимодействует с фотоэлектрическим преобразователем 29 и конвейер 24 останавливается.
Тем самым верхние слои 34 экземпляров остаются позади нижних слоев печатной продукции 5 на расстоянии, равном половине длины экземпляра. Как только конвейер 24 начинает движение, экземпляры печатной продукции перемещаютсяна конвейер 25 так, что передняя кромка экземпляров взаимодействует с фотоэлектрическим преобразователем 30 и конвейер 25 останавливается, в этот момент фальцующие вилки 31 и 35, 32 и 36 одновременно подаются попеременно внутрь и располагаются выше конвейера 25 так, что средние части верхних и нижних половин слоев печатной продукции 5зажимаются стержнями соответствующих вилок (фиг.14). Затем фальцующие вилки 32 и 36 совершают пол-оборота (фиг.15),В результате чего передняя половина Нижних слоев печатной продукции 5 накладывается на переднюю полОййну верхних слоев 34, а фальцующие вилки 31 и 35 совервлают пол-оборОта для складывания задней половины верхних слоев 34 с задней половиной нижних слоев печатной продукции. Затем фальцующие вилки 31,35 32 и 36 убираются с помощью пневмоцилиндров 38-41 в поперечном направлении относительно конвейера 25. Пл астина 81 опускается с помощью пневмоцилиндра 82 и подает этикетку 73 на экземпляр. Далее включается конаейер 25.- .
В случае (в) фальцующие вилки 31, 35, 32 и 36 не включаются, врезультате чего экземпляры печатней продукции Б перемещаются до тех пор, пока передняя кромка экземпляров не взаимодействует с фотоэлектрическим преобразователем 30. В этот момент прижимная пластина 81 опускается 5 помощью пневмоцилиндра 82 и sakpeitляет этикетку 73 иа экземпляре (фиг.23), после чего включается второй конвейер 25.
Когда экземпляры печатной продукции 5 имеют форйат в четвертушку листа (кварто) и проходят фальцующий механизм, то они складываются для получения формата 1/8 листа (октаво Формула изобретения Устройство для укладки в стопы печатной продукции, содержащее транспортирующую систему, включающую ряд установленных один за другим конвейеров, смонтированный на оДном из них счетчик, отсекатель, связанный с управляющим механизмом, и поворотный стол, отличающееся тем, что, с целью повышения производительности устройства и расширения его технологических возможностей , оно имеет расположенную параллельно первой дополнительную транспортирующую систему, шарнирно смонти ровамную направляющую пластину, уста новленную между первой-и второй тран спортирующими системами и связанную
I / .
gr::sr-v-c:a fix, яп«Ыгдг-
ЗД7 . щ,А
; Л с управляющим механизмом, пару фотоэлектрических преобразователей, расположенных один под другим на первом конвейере дополнительной транспортирующей систеглы, и электрически связанный с ними упор для печатной продукции, установленный на втором конвейере дополнительной транспортирующей системы, фальцующий механизм, включающий диски, имеющие пазы с приводом вращения, пневмоцилиндры, две парял расположенных одна а другой фальцукхцих вилок, установленных на штоках последних d возможностью установки в пазах дисков, и расположенные у рабочих ветвей второго конвейера дополнительной транспортирующей системы фотоэлементы; электрически связанные с фальцующими вилками. Источники информации, принятые во внимание при экспертизе : 1. Патент США №3469836,кл.271-64, 1968 (прототип).
6-6
17 16 1 о) (ЯГ S Фиг. 5
5 Т--АУ
51«7
-Sff
2if
4/
Фиг. 11 .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕРТЫВАНИЯ УЛОЖЕННЫХ В СТОПЫ ИЗДЕЛИЙ ПЕЧАТНОЙ ПРОДУКЦИИ | 1999 |
|
RU2230691C2 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Устройство для маркировки первичных элементов | 1980 |
|
SU936099A1 |
| Устройство для комплектования стопы из пачек сфальцованных листов | 1971 |
|
SU506517A1 |
| Устройство для набора комплектов печатной продукции | 1986 |
|
SU1395576A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Устройство для маркировки первичных элементов | 1981 |
|
SU1003207A1 |
| Способ формирования стапеля печатной продукции и устройство для его осуществления | 1975 |
|
SU660581A3 |
| Машина для нанизывания рыбы на прутки | 1991 |
|
SU1780684A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
J«
Фи.П
