1
(21)4799125/02 (22) 07.03.90 (46)07.09.92, Бюл. №33
(71)Западно-Сибирский металлургический комбинат им. 50-летия Великого Октября
(72)Ю.Е. Трофимов, С.П. Куртуков, Ю.А. Са- рапулов, А.А. Маслаков, В.И. Шиль, И.М. Чернов и Е.М. Жукова
(56) Лабейш В,Г. Жидкостное охлаждение высокотемпературного металла. Л., ЛГУ, 1983.
(54) СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОСЪЕ- МА ПРИ ОХЛАЖДЕНИИ ПРОКАТА НЕСКОЛЬКИМИ ПОТОКАМИ ОХЛАДИТЕЛЯ
(57) Сущность изобретения: при осуществлении способа измеряют температуру охладителя, подаваемого нз прокат, в каждом потоке, температуру общего потока охладителя после смешивания отводимых от проката потоков и одного из отводимых потоков до смешивания, расход охладителя общего и одного из потоков. Рассчитывают общий теплосьем охладителя и теплосьем одного из потоков. Теплосъем второго потока определяют как разность теплосъемов общего и первого потоков. При этом температуру общего потока охладителя, отведенного от проката, измеряют после смешивания обоих потоков на расстоянии, превышающем общую длину зон охлаждения в 0,85-2,6 раза. 1 ил.
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом охлаждения проката | 1990 |
|
SU1704872A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2183522C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2212295C1 |
| Способ охлаждения движущегося сортового проката | 1987 |
|
SU1526866A1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2003 |
|
RU2253682C1 |
| Способ изготовления мелющих шаров | 1982 |
|
SU1027244A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| Способ охлаждения прокатных валков в процессе прокатки | 1984 |
|
SU1227275A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для охлаждения движущегося проката | 1991 |
|
SU1819168A3 |
Изобретение относится к черной металлургии, в частности к прокатному производству, и может быть использовано для определения теплосъемов при контроле и управлении процессом охлаждения проката.
Целью изобретения является увеличение выхода годного металла путем повыше- ния точности определения общего теплосъема и определения его составляющих,
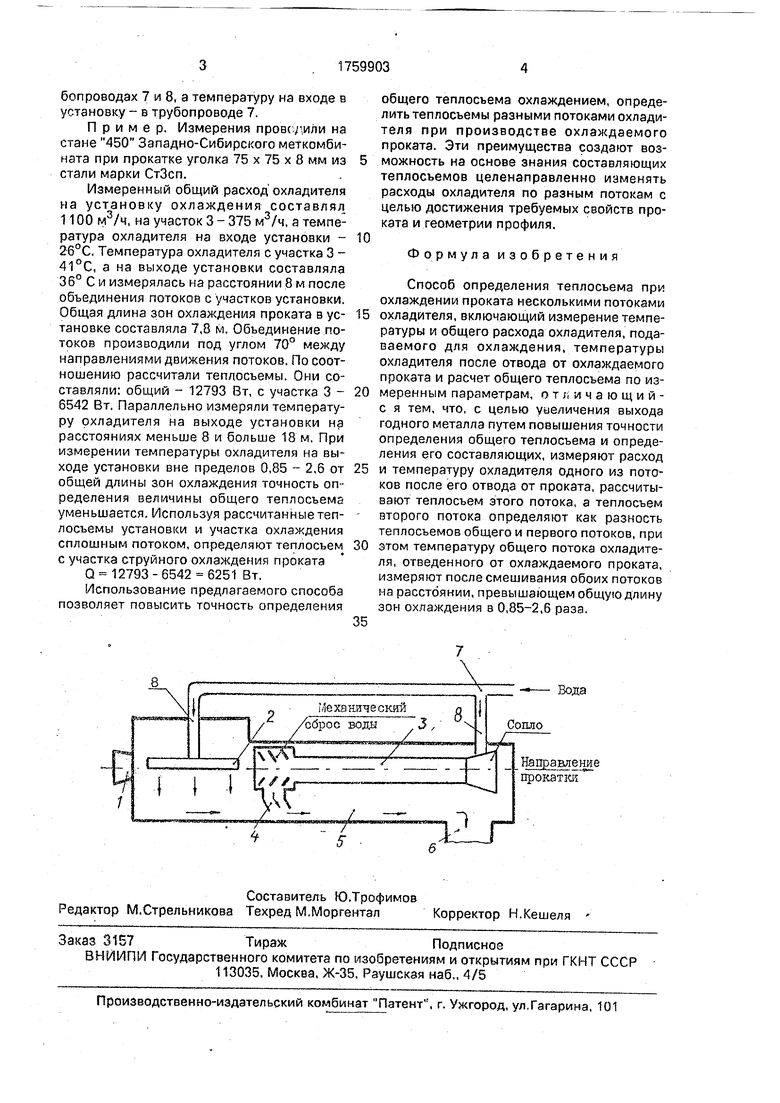
На чертеже представлена схема установки, реализующая предлагаемый способ.
Установка содержит приемную воронку 1, участок 2 струйного охлаждения отдельных элементов профиля, участок 3 охлаждения сплошным потоком всего профиля и отводящий патрубок 4, желоб 5. в котором могут быть расположены смесительные элементы, сливной канал 6 и подводящие трубопроводы 7 и 8 охладителя.
Способ осуществляют следующим образом.°
При поступлении проката через приемную воронку 1 подаваемый под давлением охладитель на участок 2 охлаждает отдельные элементы профиля и стекает в желоб 5 установки охлаждения. Охлаждающая жидкость с участка 3 через отводящий патрубок 4 направляется под углом к направлению движения потока с участка 2. В желобе 5 происходит соударение потоков охлад1 теля с участков с последующим их перемен..iea- нием. Б сливном канале 6 производят замер температуры общего потока охладителя на расстоянии 0,85 - 2,6 от общей длины зон охлаждения металла после объединения потоков, а в патрубке 4 установленным термодатчиком измеряем температуру охладителя с участка 3 охлаждения. Расход подаваемого охладителя измеряют в трую о
ы
бопроводах 7 и 8, а температуру на входе в установку - в трубопроводе 7.
Пример. Измерения проверили на стане 450 Западно-Сибирского меткомби- ната при прокатке уголка 75 х 75 х 8 мм из стали марки СтЗсп.
Измеренный общий расход охладителя на установку охлаждения составлял 1100 м3/ч, на участок 3 - 375 м3/ч, а температура охладителя на входе установки - 2б°С. Температура охладителя с участка 3 - 41 °С, а на выходе установки составляла 36° С и измерялась на расстоянии 8 м после объединения потоков с участков установки. Общая длина зон охлаждения проката в ус- тановке составляла 7,8 м. Объединение потоков производили под углом 70° между направлениями движения потоков. По соотношению рассчитали теплосъемы. Они составляли: общий - 12793 Вт, с участка 36542 Вт. Параллельно измеряли температуру охладителя на выходе установки на расстояниях меньше 8 и больше 18 м. При измерении температуры охладителя на выходе установки вне пределов 0,85 - 2,6 от общей длины зон охлаждения точность определения величины общего теплосъема уменьшается. Используя рассчитанные теп- лосъемы установки и участка охлаждения сплошным потоком, определяют теплосъем с участка струйного охлаждения проката
0 12793-6542 6251 Вт.
Использование предлагаемого способа позволяет повысить точность определения
8
Механическийо
t /сброс воды3 /
С
/
t I I ЧСг
.- / 5
общего теплосъема охлаждением, определить теплосъемы разными потоками охладителя при производстве охлаждаемого проката. Эти преимущества создают возможность на основе знания составляющих теплосъемов целенаправленно изменять расходы охладителя по разным потокам с целью достижения требуемых свойств проката и геометрии профиля.
Формула изобретения
Способ определения теплосъема при охлаждении проката несколькими потоками охладителя, включающий измерение температуры и общего расхода охладителя, подаваемого для охлаждения, температуры охладителя после отвода от охлаждаемого проката и расчет общего теплосъема по измеренным параметрам, от ичающий- с я тем, что, с целью увеличения выхода годного металла путем повышения точности определения общего теплосъема и определения его составляющих, измеряют расход и температуру охладителя одного из потоков после его отвода от проката, рассчитывают теплосъем этого потока, а теплосъем второго потока определяют как разность теплосъемов общего и первого потоков, при этом температуру общего потока охладителя, отведенного от охлаждаемого проката, измеряют после смешивания обоих потоков на расстоянии, превышающем общую длину зон охлаждения в 0,85-2,6 раза.
Вода
Сопло
Z.
Направление прокатки
/
-kLr
