Изобретение относится к области черной металлургии, в частности к прокатному производству, и может быть использовано для охлаждения фасонных профилей проката в потоке прокатного стана.
Известно устройство для охлаждения проката, содержащее бак с патрубком подвода охладителя с продольными щелевыми отверстиями, нижний край которых снабжен водосливами, размещенными по обе стороны бака, и направляющие пластины, размещенные по обе стороны бака с зазором между ними и водосливами, а также привод вертикального перемещения направляющих пластин и размещенные на них щитки, при этом участок пластин под водосливами выполнен изогнутым по кривой, описываемой показательной функцией, а пластины расположены вогнутостью навстречу друг другу и соединены между собой регулируемыми тягами (А.с. СССР 1770394, кл. С 21 D 1/62, В 21 В 45/02, опубл. 23.10.92).
Известное устройство не позволяет осуществлять одновременно операции термической правки и термического упрочнения в потоке прокатного стана. Это объясняется тем, что охладитель подается по внутренней поверхности направляющих пластин и в виде сплошных потоков попадает на охлаждаемую поверхность профиля проката. Процесс охлаждения происходит последовательно: вначале встречными потоками охлаждаются более массивные вершины профиля, а затем сплошными стекающими в зазор потоками охлаждаются менее массивные элементы профиля. При этом одно и то же количество охладителя участвует в теплосъеме более и менее массивных элементов, что не позволяет в широких пределах регулировать интенсивность охлаждения. В связи с тем, что происходит интенсивное охлаждение только обращенной к щиткам верхней части периметра профиля, резко переохлаждаются его вершины, а нижняя часть периметра профиля с местом сопряжения полок охлаждается на воздухе. Это приводит к неравномерному охлаждению по периметру и сечению профиля и, как следствие, к короблению и неравномерному распределению свойств по его сечению.
Наиболее близким аналогом изобретения является устройство для охлаждения прокатного профиля, преимущественно для термической правки профиля с асимметричной формой поперечного сечения, содержащее входную воронку, опоры, воздушный отсекатель, установленный на опорах корпус, выполненный из двух - верхней и нижней частей с образованием между ними направляющего канала со сливными отверстиями, установленные по периметру направляющего канала и укрепленные на нижней или верхней части корпуса с возможностью поворота труб с патрубками и соплами, а также размещенные на входной стороне устройства резервуары для воды, к которым подсоединены патрубки с соплами с углом поворота 5-10o. В выходном отверстии сопла установлен с возможностью вращения шарик со сквозным осевым отверстием, выполненным с расширением с одной стороны в виде конуса, а трубы с патрубками и соплами размещены симметрично в верхней и нижней частях, причем число сопел труб составляет 4-10 (Патент России 1831391, кл. В 21 В 45/02, опубл. 30.07.93).
Признаки ближайшего аналога, совпадающие с существенными признаками заявляемого изобретения:
1. Корпус, выполненный из верхней и нижней частей с образованием между ними направляющего канала со сливными отверстиями.
2. Трубы с соплами, оси которых лежат в одной плоскости.
3. Патрубки для подвода охладителя.
Известное изобретение не обеспечивает получение требуемого технического результата по следующим причинам.
При движении охлаждаемого профиля проката по направляющему каналу происходят поперечные перемещения профиля, вызванные несбалансированным гидродинамическим воздействием со стороны отдельных струй охладителя, поскольку отдельные ряды струй направлены на различные участки профиля с различной интенсивностью, обусловленной необходимостью охлаждения тонких и массивных элементов фасонного профиля. Это приводит к тому, что профиль смещается относительно требуемой условиями термической правки ориентации струй охладителя. При смещении профиля в сторону фокуса струй происходит попадание охладителя на другие участки профиля, вызывая их чрезмерное охлаждение, что приводит к значительному короблению проката, ухудшая его транспортирование, а в некоторых случаях - к его бурению в технологической трассе, а также неравномерному распределению свойств по сечению профиля.
Независимый поворот каждой трубы с соплами изменяет угол атаки струей поверхности профиля, что приводит к изменению результирующего воздействия от системы всех струй, нарушая гидродинамическое воздействие на прокат и смещая его от продольной оси устройства.
Охлаждение нижней части профиля при термической правке осуществляется с повышенной интенсивностью, что требует большей силы гидродинамического воздействия, т.к. обращенные вниз изогнутые грани профиля воздействуют друг на друга излучением. При этом происходит подъем срединных участков профиля, периодический выход из зоны оптимального охлаждения, нарушая требуемую ориентацию струй, что приводит к ухудшению транспортирования и неравномерности свойств по сечению профиля.
Сливные отверстия в направляющем канале сообщены с внешней средой, что приводит к равенству давления потока охладителя атмосферному. Практически поток отработанного охладителя не участвует в общем теплосъеме, необходимом для получения термически упрочненного проката, или он мал по сравнению с избирательным охлаждением.
Задачей изобретения является усовершенствование устройства для охлаждения фасонных профилей проката, в котором за счет определенных конструктивных особенностей обеспечивается оптимальный теплосъем по сечению и длине профиля, что позволяет улучшить его транспортирование и снизить неравномерность свойств по сечению, а также осуществлять одновременно операции термической правки и термического упрочнения в потоке прокатного стана.
Поставленная задача решается тем, что в устройстве для охлаждения фасонных профилей проката, содержащем корпус, выполненный из верхней и нижней частей с образованием между ними направляющего канала со сливными отверстиями, и трубы с соплами, оси которых лежат в одной плоскости, по изобретению в направляющем канале по всей его длине размещено металлическое тело в виде призмы, закрепленной одной из своих граней на одной из частей корпуса, и расположенные параллельно свободным граням призмы направляющие, трубы с соплами размещены против каждого ребра призмы так, что оси сопел и ребро лежат в одной плоскости, проходящей через биссектрису угла, образованного прилегающими к ребру гранями и на направляющих с возможностью перемещения поперечно продольной оси устройства, а в теле призмы выполнены сквозные отверстия с размещенными в них соплами, при этом корпус снабжен жестко закрепленной на одном из его частей упругой пластиной, свободный конец которой размещен в сливном отверстии.
Целесообразно, чтобы пластина была снабжена средством для регулирования ее жесткости.
Целесообразно, чтобы сопла были установлены в отверстиях призмы эксцентрично оси сквозных отверстий.
Использование заявляемого изобретения позволяет обеспечить оптимальный теплосъем по сечению и длине фасонного проката в канале с оптимальными условиями охлаждения за счет дифференцированной интенсивности избирательного, направленного на охлаждение массивных элементов, и фонового, обеспечивающего выравнивание градиента температур между массивными и тонкими элементами профиля при участии отработанного потока охладителя, обеспечиваемого размещением сопел и упругой пластиной, перекрывающей сливные отверстия, тем самым обеспечивая одновременное проведение процесса термической правки и термического упрочнения. Охладитель, подаваемый в сопла через сквозные каналы направляющей призмы, кроме охлаждения внутренней поверхности профиля, обеспечивает благоприятное транспортирование профиля проката за счет уменьшения усилия его торможения при прохождении по призме, а внешние сопла дополнительно обеспечивают его удержание от срыва с направляющей призмы и бурения в направляющем канале.
Установка в направляющем канале по всей длине металлического тела в виде призмы, закрепленной одной из своих граней на одной из частей корпуса, обеспечивает более интенсивную подачу охладителя в нижнюю часть фасонного профиля, что позволяет осуществить стабильное и высокоэффективное его охлаждение, увеличить теплосъем и снизить энергетические затраты на транспортирование проката. Призма исключает дополнительный разогрев излучением изогнутых вниз граней, воздействующих друг на друга, что исключает подъем срединных участков профиля, нарушение требуемой ориентации профиля относительно струй и улучшает условия транспортирования проката.
Размещение труб с соплами против каждого ребра призмы так, что оси сопел избирательного охлаждения и ребро призмы лежат в одной плоскости, проходящей через биссектрису угла, образованного прилегающими к ребру гранями, позволяет наиболее полно обеспечить охлаждение массивных элементов фасонного профиля по его сечению и длине, обеспечив минимальные термические напряжения и поводку проката за счет подачи необходимого количества охладителя непосредственно по биссектрисе угла, что обеспечивает равномерный теплосъем с более массивной вершины прилегающих тонких полок профиля.
Расположение параллельно свободным граням призмы направляющих с размещенными на них трубами с соплами фонового охлаждения, имеющими возможность перемещения поперечно продольной оси устройства, обусловлено широким марочным и профильным сортаментом производимой продукции и обеспечивает заданную подачу охладителя на менее массивные элементы фасонного профиля для выравнивания градиента температур по его сечению и длине, что позволяет снизить термические и деформационные напряжения и получить заданные физико-механические свойства.
Выполнение в теле направляющей призмы сквозных отверстий с размещенными в них внутри соплами позволяет им избежать ударов движущегося фасонного проката и его бурения в направляющем канале. Установка сопел внутри призмы эксцентрично оси сквозных отверстий позволяет более точно осуществлять регулировку направления подачи охладителя на заданный участок фасонного профиля.
Установка на корпусе упругой пластины, жестко закрепленной на одном из его частей одним концом с возможностью регулирования ее жесткости и размещенной свободным концом в сливном отверстии, позволяет регулировать слив охладителя из направляющего канала, обеспечивая участие отработанного охладителя в общем теплосъеме, необходимом для получения термически упрочненного проката.
На чертеже изображено устройство для охлаждения фасонных профилей, поперечный разрез.
Устройство содержит корпус, выполненный из верхней части 1 и нижней части 2, соединенных друг с другом при помощи болтов 3. Верхняя и нижняя части 1 и 2 образуют направляющий канал 4 со сливными отверстиями 5. В направляющем канале 4 по всей его длине вдоль продольной оси размещена центрирующая металлическая призма 6. Призма 6 нижней своей гранью жестко закреплена на нижней части 2 корпуса. Против ребра призмы 6 размещена труба 7 с соплами 8, оси которых лежат в одной плоскости так, что оси сопел и ребро лежат в одной плоскости, проходящей через биссектрису угла β, образованного прилегающими к ребру гранями. Параллельно свободным граням призмы 6 расположены направляющие 9. На направляющих 9 размещены трубы 7 с соплами 8 с возможностью перемещения поперечно-продольной оси устройства. В теле призмы 6 выполнены сквозные отверстия 10 с размещенными в них эксцентрично их оси соплами 11, соединенными с коллекторами 12. Нижняя часть 2 корпуса снабжена жестко закрепленной на ней упругой пластиной 13, свободный конец которой размещен в сливном отверстии 5 с возможностью регулирования ее жесткости.
Устройство работает следующим образом.
Охладитель, например вода, подается в трубы 7 и коллекторы 12. Через сопла 8 труб 7 и сопла 11 коллекторов 12 вода подается на элементы сортового проката, например уголка, обеспечивая равномерное симметричное охлаждение массивных элементов и подстуживание тонких элементов профиля. Охадитель, подаваемый через сопла 11, создает гидроподушку, снижающую сопротивление прохождению уголка через устройство охлаждения. Охлаждение нижней части массивного элемента профиля не требует повышенного расхода охладителя из-за установки центрирующей призмы, исключающей разогрев профиля за счет взаимного излучения его полок.
Охлаждение наружной части полок профиля осуществляется избирательным охлаждением подаваемого через сопла 8 охладителя и дополнительным фоновым охлаждением подаваемого через сопла 11 охладителя. Трубы 7, установленные с возможностью перемещения в направляющих 9 поперечно продольной оси устройства, обеспечивают центрирование фасонного профиля относительно продольной оси канала 4 и установку сопел напротив заданного охлаждаемого элемента профиля.
Дополнительный теплосъем обеспечивается за счет регулирования жесткости упругой пластины 13, установленной в сливном отверстии 5 нижней части 2 корпуса, перекрывающей сливное отверстие 5, и тем самым обеспечивая участие отработанного охладителя в дополнительном теплосъеме. Кроме того, заполнение направляющего канала 4 охладителем, обеспечивающим дополнительный теплосъем и повышающим эффективность охлаждения проката, обеспечивает гидростабилизацию положения фасонного профиля относительно оси канала 4.
Предлагаемое устройство обеспечивает оптимальный теплосъем по сечению и длине профиля, что позволяет улучшить его транспортирование и снизить неравномерность свойств по сечению, а также осуществлять одновременно операции термической правки и термического упрочнения в потоке прокатного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА И ВАЛКОВ | 2001 |
|
RU2193938C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2207207C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛОПРОКАТА ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1992 |
|
RU2022033C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| ПОЛОСОВИДНЫЙ СТАЛЬНОЙ ПРОФИЛЬ | 1999 |
|
RU2186640C2 |
Изобретение относится к области черной металлургии, в частности к прокатному производству, и может быть использовано для охлаждения фасонных профилей проката в потоке прокатного стана. Задача изобретения - оптимальный теплосъем по сечению и длине профиля. Устройство содержит корпус, выполненный из верхней и нижней частей с образованием между ними направляющего канала со сливными отверстиями, трубы с соплами, оси которых лежат в одной плоскости, патрубки для подвода охладителя. В направляющем канале по всей его длине размещено металлическое тело в виде призмы, закрепленной одной из своих граней на одной из частей корпуса, и расположены параллельно свободным граням призмы направляющие, трубы с соплами размещены против каждого ребра призмы так, что оси сопел и ребро лежат в одной плоскости, проходящей через биссектрису угла, образованного прилегающими к ребру гранями и на направляющих с возможностью перемещения поперечно продольной оси устройства. В теле призмы выполнены сквозные отверстия с размещенными в них эксцентрично соплами, при этом корпус снабжен жестко закрепленной на одном из его частей упругой пластиной с возможностью регулирования ее жесткости, свободный конец которой размещен в сливном отверстии. Изобретение позволяет улучшить транспортирование профиля и снизить неравномерность свойств по сечению, а также осуществлять одновременно операции термической правки и термического упрочнения в потоке прокатного стана. 2 з.п.ф-лы, 1 ил.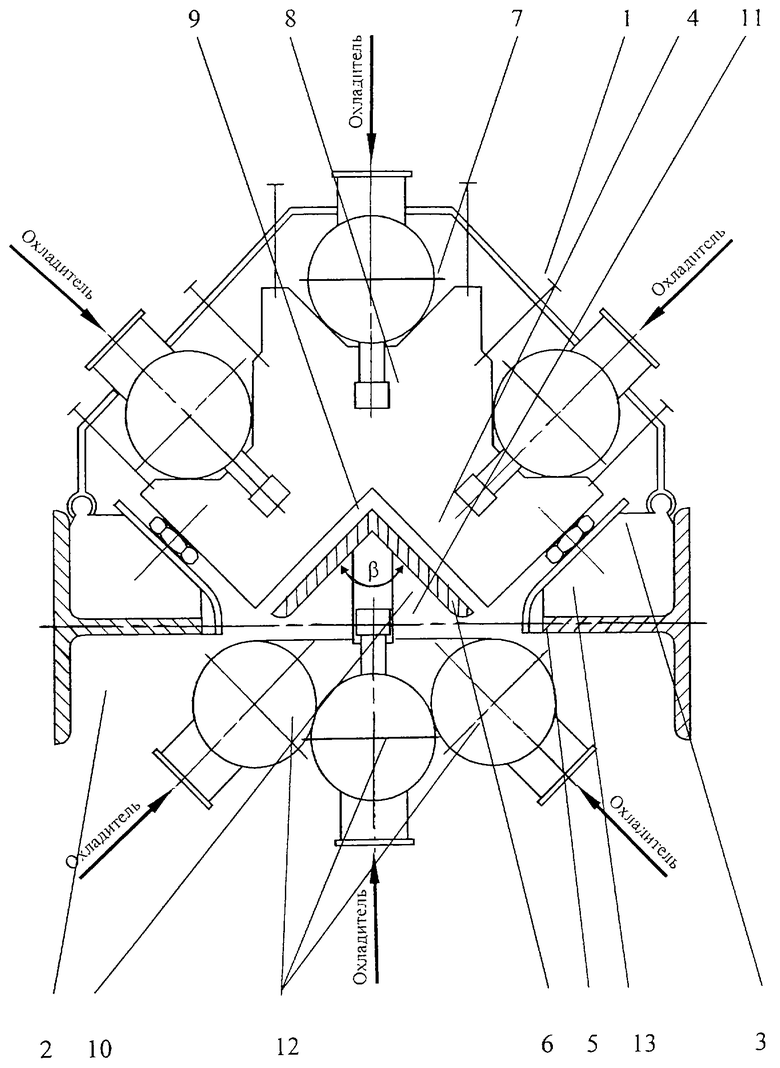
| Устройство для охлаждения прокатного профиля | 1990 |
|
SU1831391A3 |
| Устройство для охлаждения проката | 1990 |
|
SU1770394A1 |
| Устройство для охлаждения сортового проката | 1976 |
|
SU578137A1 |
| Устройство для охлаждения проката | 1981 |
|
SU990834A2 |
| Устройство для охлаждения движущегося проката | 1982 |
|
SU1020175A1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ ФАСОННОГО ПРОКАТА ЖЕЛОБЧАТОГО ПРОФИЛЯ ШАХТНОЙ СТОЙКИ В ЛИНИИ ПРОКАТНОГО СТАНА | 1994 |
|
RU2078439C1 |
| RU 94039220, А1, 20.05.1997 | |||
| Генератор гармонических сигналов | 1979 |
|
SU978312A1 |

