При перемещении поплавка возникает соответствующий сигнал на увеличение или уменьшение наклона ковша.
Недостатками устройства-прототипа являются:
наличие над промежуточным сосудом ковша, осуществляющего регулируемую подачу металла в промежуточный сосуд;
низкая надежность устройства вследствие его инерционности и наличия следующих регулирующих элементов: поплавкового измерителя уровня, регулятора скорее™ наклона ковша, механизма наклона ковша.
Цель изобретения - упрощение конструкции.
Поставленная цель достигается благодаря тому, что в устройстве для регулирования потока жидкого металла, содержащем футерованный сосуд с донным отверстием и средство регулирования уровня жидкого металла из огнеупорного материала предусмотрены следующие конструктивные отличия:
корпус устройства выполнен в виде П- образной рамы, на горизонтальной перекладине которой закреплено средство регулирования уровня;
средство регулирования урвня выполнено в виде стержня, установленного с зазором соосно футерованному сосуду и механизма вертикального возвратно-поступательного перемещения сосуда относительно стержня;
механизм вертикального возвратно-поступательного перемещения футерованного сосуда выполнен в виде гибких тяг, связывающих через ролики сосуд с противовесами;
суммарный вес противовесов равен суммарному весу сосуда и жидкого металла, находящегося на заданном уровне.
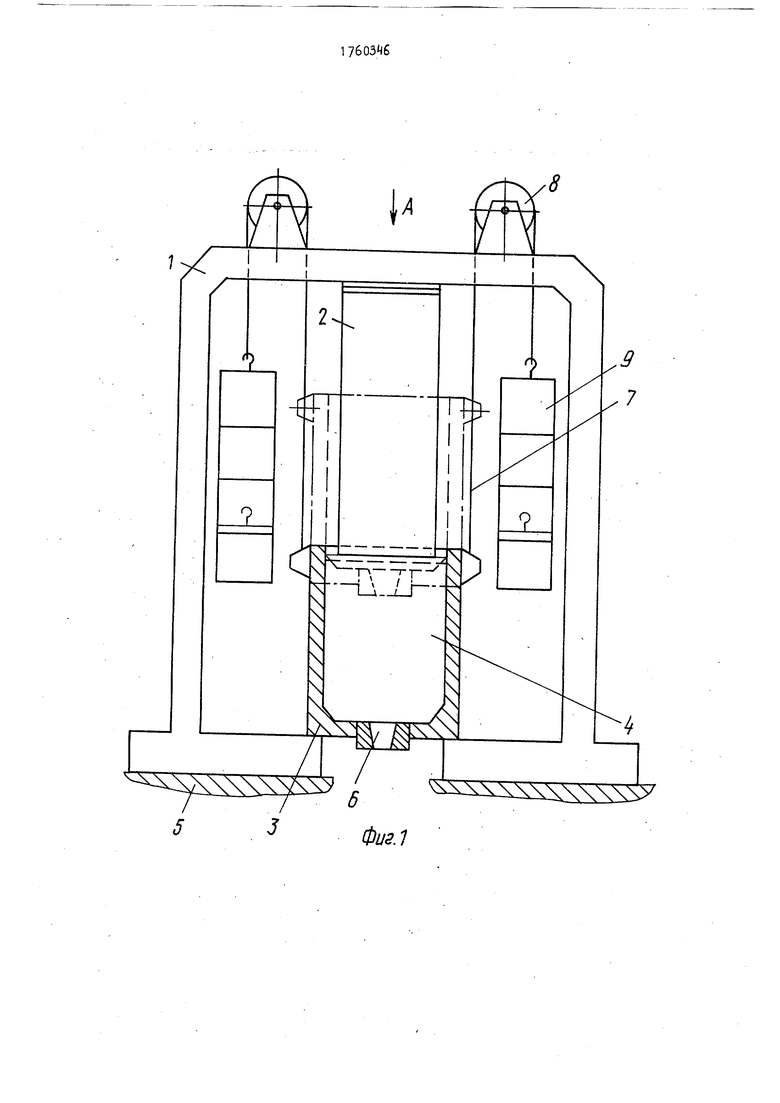
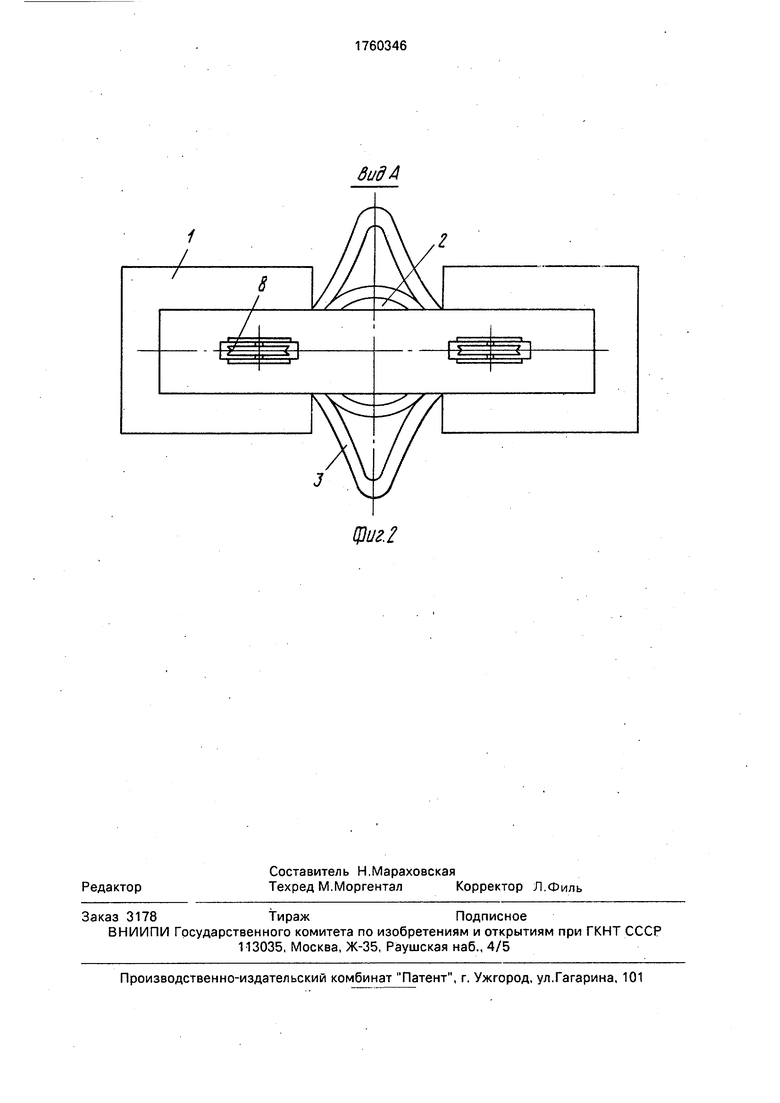
На фиг. 1 представлен общий вид устройства; на фиг.2 - вид А на фиг.1.
Предложенное устройство содержит корпус 1, стержень 2, сосуд 3 для жидкого металла 4.
Корпус 1 выполнен в виде П-образной сварной конструкции, установленной вертикально на фундаменте 5.
Стержень 2 установлен вертикально, изготовлен из жаропрочного материала, слабо смачивающегося жидким металлом. Стержень 2 прикреплен к корпусу 1.
Сосуд 3 для жидкого металла выполнен в виде стакана с донным отверстием 6 для жидкого металла 4. Изнутри сосуд 3 футерован огнеупорным материалом (на фигурах не показан), стойким к действию жидкого металла 4. Сосуд 3 установлен под стержнем 2 соосно ему, причем нижний торец стержня 2 расположен на заданном уровне заливки сосуда 3 металлом.
Размеры сосуда 3 и стержня 2 подобраны таким образом, что образуют между ними зазор для жидкого металла 4. Сосуд 3 с жидким металлом 4 установлен с возможностью вертикального возвратно-поступательного перемещения посредством
0 специального механизма.
Механизм возвратно-поступательного перемещения сосуда 3 содержит гибкие тяги 7, ролики 8 и противовесы 9. Тяги 7 перекинуты через ролики 8, которые уста5 новлены на корпусе 1 Другой конец тяги 7 соединен с противовесом 9.
Общий вес противовесов 9 равен суммарному весу собственно сосуда 3 и жидкого металла 4 в объеме, ограниченном сверху
0 заданным уровнем заливки металла.
Описанным устройством пользуются следующим образом. Заливка жидкого металла 4 в сосуд 3 производится непосредственно из печного агрегата.
5Положение устройство до заливки в сосуд 3 жидкого металла 4 показано на фиг.1 штрих-пунктирной линией. Такое положение обусловливается превышением веса противовесов 9 над весом порожнего сосу0 да 3. В процессе заливки, до достижения жидким металлом заданного уровня заливки сосуда 3, последний остается неподвижным. В момент достижения металлом 4 указанного урвня устанавливается равенст5 во между весом противовесов 9 с одной стороны и весом сосуда 3, весом жидкого металла 4, выталкивающей силой, действующей на стержень 2 и равно й весу жидкого металла в объеме, занимаемом стержнем 2,
0 с другой стороны.
Дальнейшее поступление металла 4 в сосуд 3 приводит к его опусканию. При этом уровень металла 4 в сосуде 3 остается постоянным (на уровне заливки), так как мгновен5 ное равновесие системы сохраняется при сохранении вышеуказанного равенства сил. Количество заливаемого в сосуд 3 металла 4 должно быть равным или меньше количества металла, необходимого для заполнения
0 сосуда, 3 до заданного уровня заливки при крайнем нижнем положении сосуда (в противном случае уровень металла в сосуде превысит заданный уровень заливки и поток металла через донное отверстие превы5 сит заданный).
В процессе розлива металла из сосуда 3 через донное отверстие 6 сосуд 3 автоматически поднимается и стержень 2 входит внутрь его. При этом уровень металла в сосуде 3 по той же причине, что указано выше
(условия сохранения мгновенного равновесия системы) остается постоянным (на заданном уровне заливки).
По мере расхода металла из сосуда 3 можно периодически производить его доза- ливку.
Приведенный выше принцип действия предлагаемого устройства обеспечивает постоянство уровня металла в сосуде, а значит и постоянство потока разливаемого из сосу- да металла.
Предложенное устройство для регулирования потока жидкого металла обладает следующими техническими преимущества- ми перед прототипом, представленными в таблице.
По предложенному техническому решению разработан экскизный проект. Для его реализации целесообразно выполнить ра- бочие чертежи, изготовить и испытать опытный образец.
Изготовление и испытание опытного образца планируется на Донецком заводе цветных сплавов.
Формула изобретения
1.Устройство для регулирования потока жидкого металла, содержащее футерованный сосуд с донным отверстием и средство регулирования уровня жидкого металла из огнеупорного материала, отличающее- с я тем, что, с целью упрощения конструкции, в него введен корпус, выполненный в виде П-образной рамы, на горизонтальной перекладине которой жестко закреплено средство регулирования уровня, выполненное в виде стержня, установленного с зазором сооско с футерованным сосудом, и механизма вертикального возвратно-поступательного перемещения сосуда относительно стержня.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что механизм вертикального возвратно-поступательного перемещения футерованного сосуда выполнен в виде гибких тяг, связывающих через ролики сосуд с противовесами, при этом суммарный вес противовесов равен суммарному весу сосуда и жидкого металла, находящегося на заданном уровне.


| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая солевая печь (ее варианты) | 1982 |
|
SU1062490A1 |
| Способ и устройство для центробежной отливки труб из плавленного диабаза или шлака | 1935 |
|
SU50545A1 |
| Устройство для десульфурации чугуна | 1979 |
|
SU829679A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2203766C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2200073C2 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| Устройство для осаждения драгоценных металлов из циановых растворов | 1934 |
|
SU46846A1 |
| ЛАЗЕРНАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 2007 |
|
RU2348880C2 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
Показатели фактические или расчетные
Прототип
Заявляемый объект
Количество агрегатов, содержащих жидкий металл
Количество приводов (электрических, гидравлических, пневматических и т.д.) в устройстве
Подробное объяснение, за счет чего стало возможным улучшение показателей
(футерованный со- суд)
За счет упрощения конструкции вследствие того, что футерованный сосуд в заявляемом устройстве является одновременно накопительным и регулирующим элементом, объединенным с другими элементами, (стержень, противовесы, гиб-| кие тяги) в единый агрегат
O о чЈ
Г-I
вид А
Щи г 2
