Известно устройство для соединения оболочковых полуформ, выполненное в виде штифтового пружинного пресса. Процесс соединения полуформ в нем состоит из нанесения порции порошкообразной смолы на полуформу по ее периметру из бункера через систему отверстий плит-шаблонов с помощью вибратора и последующего склеивания.
Особенность предложенной установки заключается в том, что над перфорированным днищем ящика для порошка-клея и под ним расположены две сменные подвижные плиты с отверстиями, передвигающиеся в разные стороны по отношению к днищу. При одновременном встречном перемещении плит отверстия в днище ящика попеременно совмещаются с отверстиями верхней, а затем нижней плиты. При этом порции смеси поступают в дозирующий узел, а затем выдаются на склеиваемые поверхности.
При такой конструкции установки обеспечивается равномерное и строго дозированное нанесение порошка-клея на склеиваемые полуформы.
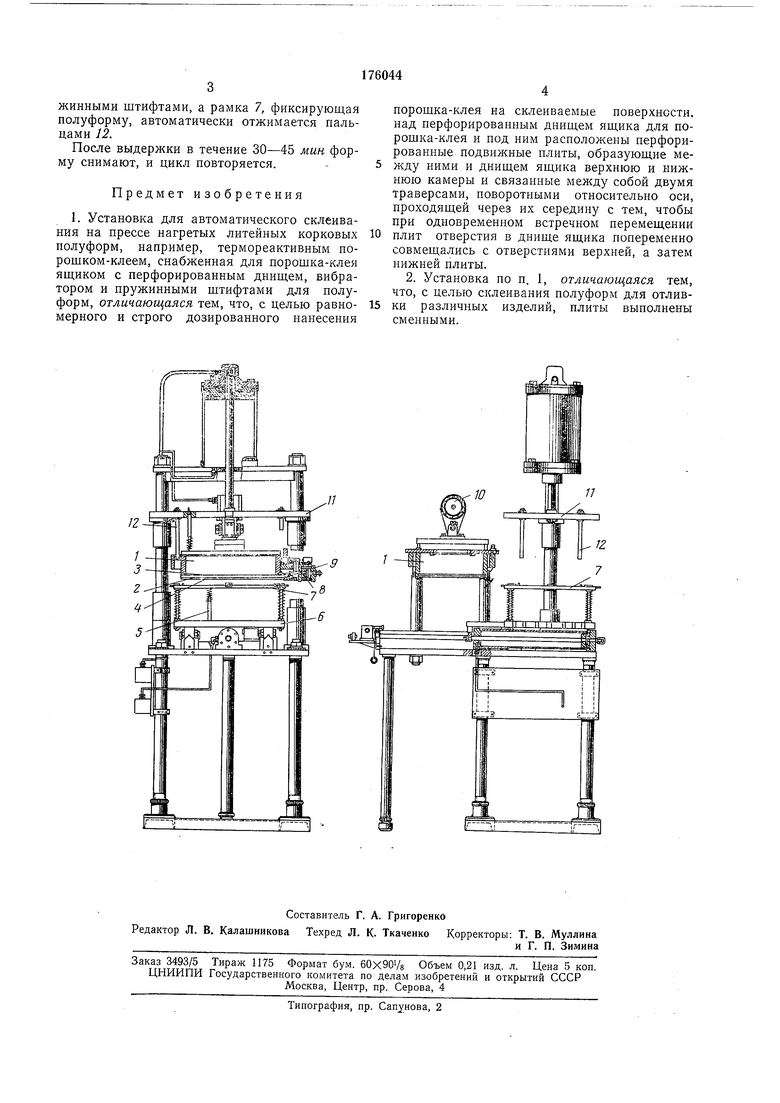
На чертеже показана описываемая установка.
Дозирующий ящик / имеет перфорированное неподвижное днище 2. Над днищем расположена перфорированная подвижная плита 3, а под ним - перфорированная подвижная
плита 4. Плиты и днище образуют верхнюю и нижнюю камеры.
В дозирующий ящик засыпают порошкообразный термореактивный клей. На пружинные штифты 5, закрепленные на плите 6 пневматического пресса, устанавливают нагретую до 90°С полуформу и фиксируют рамкой 7. При включении установки плита 6 подводит оболочковую полуформу под дозирующий ящик, с помощью пневмодилиндра 8 и рычага 9 верхняя плита 3 перемещается влево (по чертежу), а нижняя 4-вправо. Верхняя плита, смещаясь по отношению к
неподвижному днищу 2 в левую сторону, отсекает порошкообразный клей в ящике от дозирующих отверстий днища. Одновременно нижняя плита 4 передвигается вправо, и ее отверстия совмещаются с дозирующими отверстиями днища. Клей при помощи вибратора 10 высыпается на определенные места горячей полуформы.
После этого при помощи реле времени перфорированные плиты возвращаются в первоначальное положение, вибратор выключается, а плита 6 с полуформой опускается. Затем на полуформу с нанесенным клеем накладывается парная ей полуформа без клея, нагретая не менее чем до 110°С. При включении пневжинными штифтами, а рамка 7, фиксирующая полуформу, автоматически отжимается пальцами 12.
После выдержки в течение 30-45 мин форму снимают, и цикл повторяется.
Предмет изобретения
1. Установка для автоматического склеивания на прессе нагретых литейных корковых полуформ, например, термореактивным порошком-клеем, снабженная для порошка-клея ящиком с перфорированным днищем, вибратором и пружинными щтифтами для полуформ, отличающаяся тем, что, с целью равномерного и строго дозированного нанесения
порощка-клея на склеиваемые поверхности, над перфорированным днищем ящика для порошка-клея и под ним расположены перфорированные подвижные плиты, образующие между ними и днищем ящика верхнюю и нижнюю камеры и связанные между собой двумя траверсами, поворотными относительно оси, проходящей через их середину с тем, чтобы при одновременном встречном перемещении плит отверстия в днище ящика попеременно совмещались с отверстиями верхней, а затем нижней плиты.
2. Установка по п. I, отличающаяся тем, что, с целью склеивания полуформ для отливки различных изделий, плиты выполнены сменными.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОГО СКЛЕИВАНИЯ НА ПРЕССЕ НАГРЕТЫХ ЛИТЕЙНЫХ КОРКОВЫХ ПОЛУФОРМ | 1966 |
|
SU188624A1 |
| Способ склеивания оболочковых полуформ и устройство для его осуществления | 1990 |
|
SU1811966A1 |
| Установка для изготовления оболочковых полуформ и стержней | 1977 |
|
SU725784A1 |
| Способ склеивания оболочковых форм | 1960 |
|
SU149188A1 |
| Устройство для нанесения клея | 1989 |
|
SU1711986A1 |
| Устройство для нанесения клея капельным способом | 1978 |
|
SU694224A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ШПОНА | 2024 |
|
RU2833904C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА | 2016 |
|
RU2727512C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ЩИТОВ, КОНСТРУКЦИЙ | 2010 |
|
RU2444434C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1970 |
|
SU287222A1 |
