Изобретение относится к литейному производству, в частности к литью в оболочковые формы,.
Цель изобретения - улучшение условий труда и повышение экологической безопасности процесса склеивания оболочковых полуформ...Цель достигается тем, что полуформу устанавливают на ложемент с зазором, величину которого определяют из соотноше- ния
8Кг/гг РФ1
л:Хф
0)
а в течение времени нанесения клея и выдержки полуформ производят прокачку воздуха через тело полуформы, причем расход удаляемого воздуха определяют из соотношения
Q 2ПУРф У2дЈ(Тф-Тс).Хф , (2) где Кг - коэффициент газопроницаемости материала полуформы:
/иг- динамическая вязкость воздуха;
РФ - площадь полуформы в плане;
L-эаз глубина зазора;
Хф - толщина стенки полуформы; . nv - пористость материала полуформы;
g - ускорение свободного падения; /3 - коэффициент объемного расширения воздуха;
Тф,Тс - температура соответственно формы и окружающей среды..
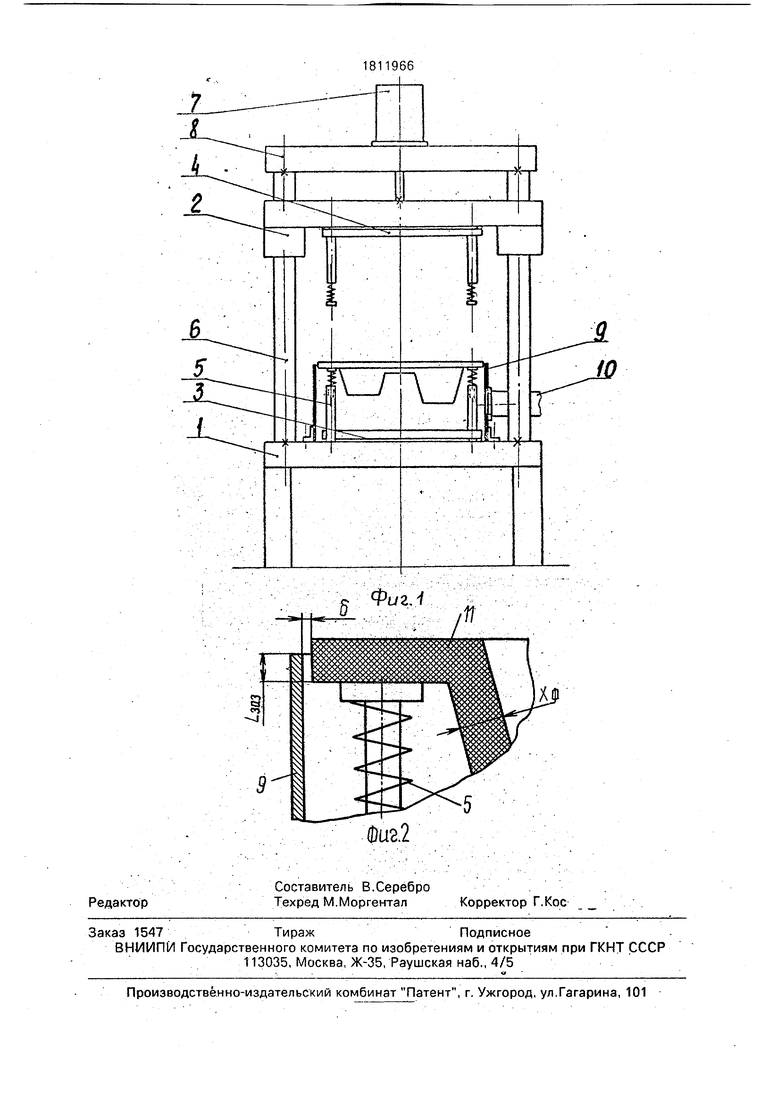
Для реализации нового способа склеивания оболочковых полуформ предлагается устройство, схема которого приведена на фиг.1.
Устройствохостоит из траверс 1 и 2, на которых расположены координатные плиты 3 и 4 с подпружиненными штырями 5. Траверсы 1 и 2 перемещаются навстречу друг другу по направляющим 6. Для перемещения траверс используется силовой меха-. низм в виде пневматического или гидравлическоф цилиндра 7, установленного на плите 8, Боковые стенки 9 нижней
СЛ
00
ю
Os
о
траверсы 1 вместе с собственно траверсой образуют замкнутую полость, из которой по трубе 10 отсасывают воздух.
Работа устройства поясняется схемой,- приведенной.на фиг.2, На нижние подпружиненные штыри 5 устанавливают полуформу 11 таким образом, что между боковыми стенками 9 и кромкой полуформы образуется зазор шириной 5 и глубиной .
По нагретой модельной оснастке гравитационным методом изготавливали из пес- чано-смоляной смеси оболочковые полуформы. Последние при температуре, съема с модельной плиты {Тф 220°С) уетги- навливали на устройство/схема которого изображена на фиг, 1, из замкнутой полости, образованной стенками 9, нижней Травёр сой 1 и оболочковой полуформрй, отсасывали газ, для чего трубу 10. подсоединяли к центробежному вёнТи/гятору. Оболочковую полуформу устанавливали так, что между ев кромкой и стенками 9 образовывался зазор, глубиной 12 мм ( 0.012 м). Прокачку воздуха через тело полуформы размером в плане 600x400 мм (Рф 0,24 м2) проводили в течение времени нанесения -клея и выдержки оболочек для отверждёния клея. Обо-: л оч ко вы е п о л:уфо рм ыг имел ст.ейки толщиной 12 мм (Хф 0,012 м), Изготавливали их из смеси, которая имела коэффициент газопроницаемости 200 ед, (Сг 3,4 м/(н.с)) и пористость 35% (nv 0,35). Температура окружающего воздуха равнялась 20°С (Тс - 20°С). ;:-;,: .. -. ;
По справочным данным / 1/273 и лг 1,84 с, .;
По формуле (1) определяем ,
.
.VI
д 8 х 3.4 х 10 х 1.84.x 10-5 х 0.24 х 0,012 .
К х0,012
п-з
- 2,49x10 ° м; или 2,49 мМ ;
По формуле (2) находим Q 2x0,35x0,24 х
х 2x9,8(220
. . Ј. /О
20) х 0,012
0,0697 М3/с, или 251 м3/ч, Экспериментальной проверкой способа и устройства установлено, что газовыделение в рабочую форму (над формой) практически не происходит и состав газов в рабочей зоне в пределах ПДК.
При отсосе, когда 6 2,49 мм и „Q 150 м3/ч, концентрация вредностей в рабочей зоне существенно превышала ПДК.
При отсосе, когда б S 2,49 мм и Q 300 м3/Ч; имел место излишний расход энергии на локализацию газообразных вредностей. Ф о р м у л а и з о б р е т е н и я 1.Способ склеивания оболочковых полуформ, включающий установку одной пол- уформы на ложемент, нанесение на полуформы клея, прижатие их друг к другу и выдержку, 0 т п и ч а ю щ и и с я тем, что, с целью улучшения условий труда и пОвыше- ния экологической.безопасности процесса, полуформу устанавливают на ложемент с зазором, величина которого определяется из соотношения. Ч
d V8 Рф1заГ
:тгХф
a i течение времени нанесения клея и выдержки лроизводят прокачку воздуха через тело полуформы, причем расход удаляемого воздуха определяют из соотношения
Q 2ПУРф V2 g/3 (Тф - Тс) Хф , .
где Кг - коэффициент газопройицаемости
полуформь ; ;; : V-:,;::; J л ,
jUr - динамическая вязкость воздуха; :Рф - площадь полуформы в плане; L-заз - глубина зазора; : / Хф-толщина стенки полуформы; n v-- пористость материала полуформы; д-ускорение свободного падения; . $-- коэффициент объемного расшире- нй вОздухй;...;:,: ::. ;.. .. ., .. .; Тф.Тс - температура, сбответственно, полуформы и окружающей среды. . 2.Устройство Для склеивания оболочковых полуформ, содержащее траверсы, уста-; нов лен н ые с возможностью встречного перемещений, координатные плиты для раз- мещенйя Нодпружиненных штырей, приводной механизм для перемещения траверс и систему отсоса, о тли чающееся тем, что, с целью улучшения условий труда и повышения экологической безопасности про- цесса, нижняя траверса выполнена в виде контейнера, одна из стенок которого образована полуформой, а полость контейнера сообщена с системой отсоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локализации газообразных вредностей, выделяющихся при охлаждении собранных оболочковых форм | 1990 |
|
SU1836173A3 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОГО СКЛЕИВАНИЯ НА ПРЕССЕ НАГРЕТЫХ ЛИТЕЙНЫХ КОРКОВЫХ ПОЛУФОРМ | 1965 |
|
SU176044A1 |
| Способ изготовления оболочковых форм | 1988 |
|
SU1611549A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Способ получения отливок в оболочковых формах | 1989 |
|
SU1673250A1 |
| Способ изготовления оболочковых форм | 1983 |
|
SU1135526A1 |
| Способ соединения оптических деталей | 1990 |
|
SU1805111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2460647C1 |
| Установка для изготовления клееных деревянных балок | 1977 |
|
SU660828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
Сущность изобретения: склеиваемую полуформу устанавливают на ложемент с зазором и прокачивают воздух через тело полуформы в течение времени нанесения клея и выдержки при склеивании. Устройство содержит нижнюю траверсу, выполненную в виде контейнера, одна из стенок которого образована полуформой, а полость контейнера сообщена с системой отсоса. 2 с.п.ф-лы, 2 ил.
| Патент США № 3038522, кл.156-378, 1962 | |||
| Машины для производства оболочковых форм полуавтоматические | |||
| Каталог фирмы Gronlng, M.: Интерлитмаш, 1988. |
