Известна установка Для склеивания оболочковых полуформ, снабженная ящиком с перфорированным днищем для порошка-клея, вибратором и пружинными штифтами для полуформ.
Предложенная установка отличается тем, что над перфорированным днищем ящика для порошка-клея и под ним расположены перфорированные подвижные плиты, образующие верхнюю и нижнюю камеры. Плиты связаны между собой двумя траверсами, поворотными относительно оси, которая проходит через их середину, чтобы при одновременном встречном перемещении плит отверстия в днище ящика попеременно совмещались с отверстиями верхней, а затем нижней плиты. Это обеспечивает равномерное и строго дозированное нанесение порощка-клея на склеиваемые новерхности.
Плиты сменные, что позволяет склеивать полуформы для отливки различных изделий.
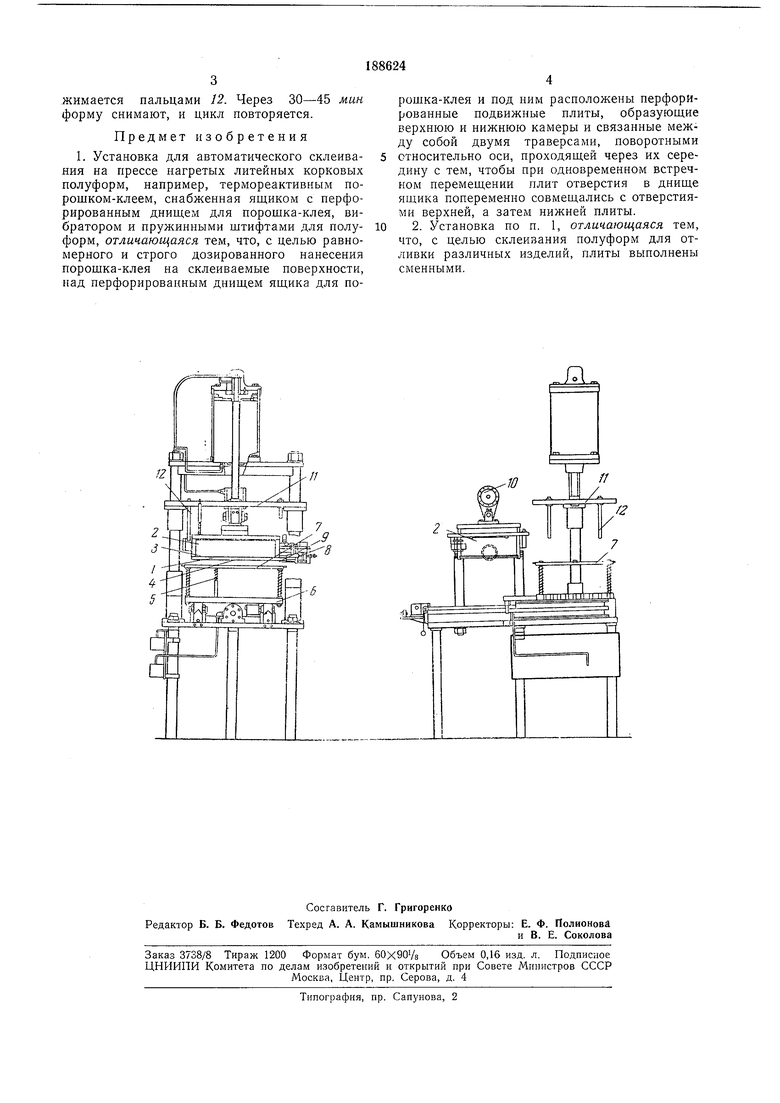
На чертеже показана предложенная установка.
Пад неподвижным перфорированным днищем / дозирующего ящика 2 и под днищем расположены перфорированные подвижные плиты 3 и 4, которые образуют верхнюю и нижнюю камеры. Возможность смены плит позволяет склеивать полуформы для отливки различных деталей. В дозирующий ящик насыпают порошкообразный термореактивный клей. На пружинные штифты 5, закрепленные на плите 6 пневматического пресса, устанавливают и фиксируют рамкой 7 нагретую до 90°С полуформу.
При включении установки в работу плита 6 подводит оболочковую полуформу под дозирующий ящик 2. При этом верхняя перфорированная плита 3 перемещается с помощью
пневмоцилиндра 8 и рычага 9 влево, а нижняя 4 - вправо.
Верхняя плита 5, смещаясь по отношению к неподвижному днищу 1 влево, отсекает порошкообразный клей в ящике от дозирующих
отверстий днища /. Одновременно нижняя плита 4, передвигаясь вправо, совмещает свои отверстия с дозирующими отверстиями дниui,a. Клей при помощи вибратора 10 высыпается на определенные места горячей полуформы. После этого при помощи реле времени плиты 3 и 4 возвращаются в первоначальное положение, вибратор выключается, и плита 6 с обработанной полуформой опускается.
На полуформу с нанесенным на нее клеем накладывается парная ей полуформа (без клея), нагретая не менее чем до 110°С. Затем включают пневмопривод плиты 11, и форма сжимается пружинными штифтами, а рамка 7
жимается пальцами 12. Через 30-45 мин форму снимают, и цикл повторяется.
Предмет изобретения
1. Установка для автоматического склеивания на прессе нагретых литейных корковых полуформ, например, термореактивным порошком-клеем, снабженная ящиком с перфорированным днищем для порощка-клея, вибратором и пружинными штифтами для полуформ, отличающаяся тем, что, с целью равномерного и строго дозированного нанесения порошка-клея на склеиваемые поверхности, над перфорированным днищем ящика для порошка-клея и под ним расположены перфорированные подвижные плиты, образующие верхнюю и нижнюю камеры и связанные между собой двумя траверсами, поворотными относительно оси, проходящей через их середину с тем, чтобы при одЕювременном встречном перемещении плит отверстия в днище ящика попеременно совмещались с отверстиями верхней, а затем нижней плиты.
2. Установка по п. 1, отличающаяся тем, что, с целью склеивания полуформ для отливки различных изделий, плиты выполнены сменными.
//
-fff
/
