Изобретение относится к холодной штамповке листовых материалов и может быть использовано при последовательной штамповке деталей из ленты шш полосы в машиностроении, приборостроении, электротехнической промышленности.
Известен способ последовательной штамповки, в котором боковую перемычку перед обрезкой шаговым ножом осаживают.
Недостатком данного способа является то, что осаживание боковой перемычки или участка детали ведет к увеличению площади занимаемого осаживаемым материалом, что ведет к возникновению растягивающих усилий в полосе и, соответственно, к искривлен МО ПОЛОСЫ,
Искривление полосы в многопозиционном штампе ведет к застреванию ленты между направляющими штампа, соответственно нужно увеличивать зазоры между лентой и направляющими, что ведет к снижению точности штамповки.
Цель изобретения - повышение точности штамповки за счет исключения искривления полосы.
Поставленная цель достигается тем, что в известном способе последовательной штамповки одновременно с осадкой боковой перемычки дополнительно осаживают участки перемычек, расположенные по другую сторону от продольной оси материала относительно боковой перемычки и напротив нее.
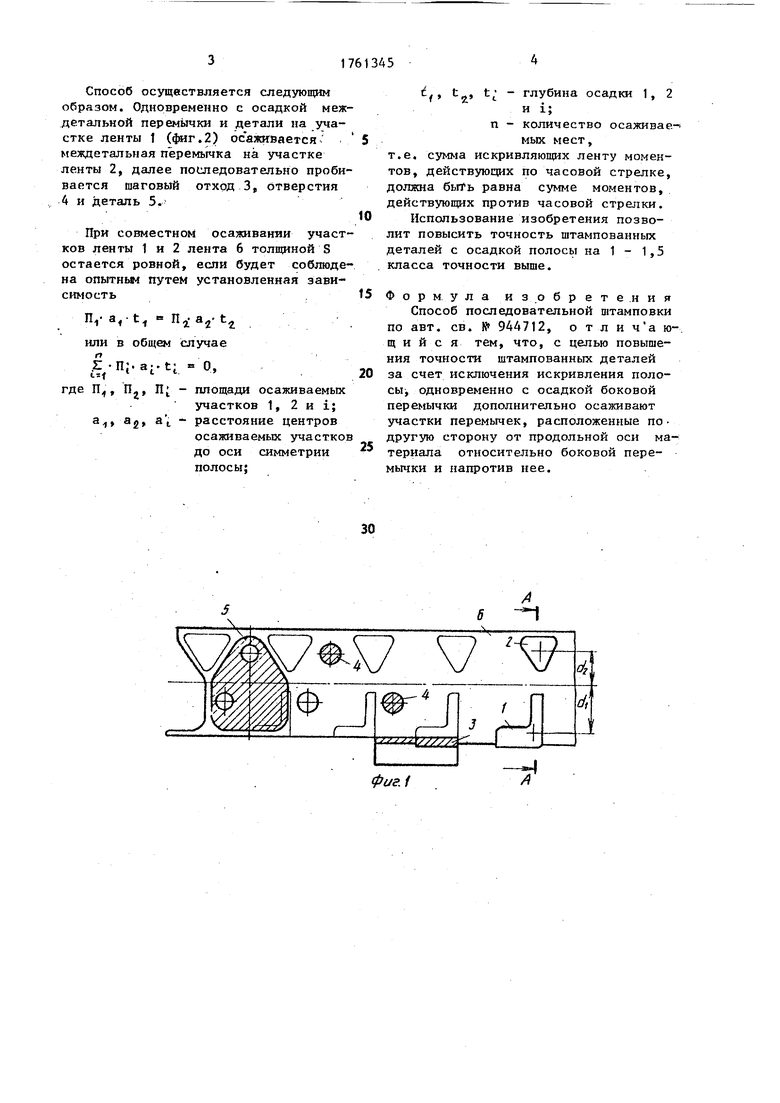
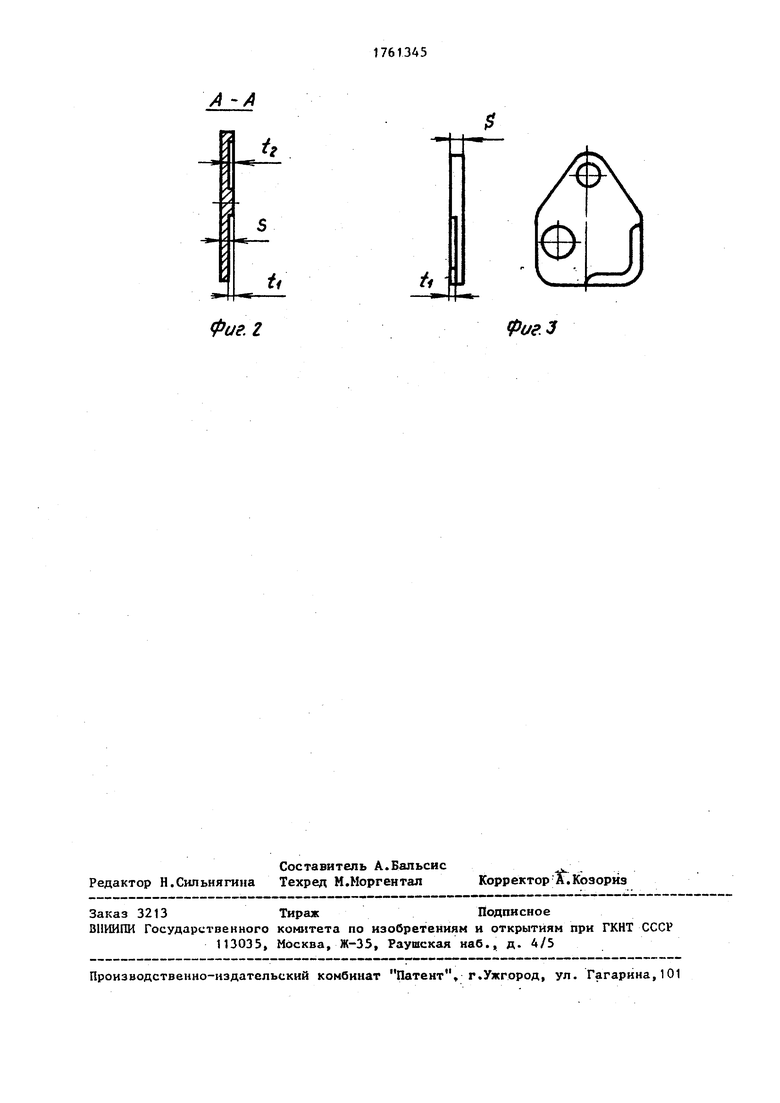
На фиг.1 показана схема изготовления детали при осаживании ленты на участке 1 с дополнительным осаживанием ленты на участке 2; на фиг.2 - разрез А-А на фиг.1i на фиг.3 - вырубаемая деталь.
(Л
&
N СЛ
ю
Способ осуществляется следующим образом. Одновременно с осадкой междетальной перемычки и детали на участке ленты 1 (фиг.2) осаживается междетальная перемычка на участке ленты 2, далее последовательно пробивается шаговый отход 3, отверстия 4 и деталь 5.
При совместном осаживании участков ленты 1 и 2 лента 6 толщиной S остается ровной, если будет соблюдена опытньм путем установленная зависимость
IV a,-t, na-a2-ta или в общем случае .E nj-a-t; 0,
где П, П,, ПЈ - площади осаживаемых
участков 1, 2 и i; а,,, а2, a t - расстояние центров
осаживаемых участков
до оси симметрии полосы;
/ t. ti глубина осадки 1, 2
и i; п - количество осаживае-
мых мест,
т.е. сумма искривляющих ленту моментов, действующих по часовой стрелке, должна быть равна сумме моментов, действующих против часовой стрелки. Использование изобретения позволит повысить точность штампованных деталей с осадкой полосы на 1 - 1,5 класса точности выше.
Формула изобретения Способ последовательной штамповки по авт. св. № 944712, о т л и ч а ю- щ и и с я тем, что, с целью повышения точности штампованных деталей за счет исключения искривления полосы, одновременно с осадкой боковой перемычки дополнительно осаживают участки перемычек, расположенные по- другую сторону от продольной оси материала относительно боковой перемычки и напротив нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки | 1979 |
|
SU944712A1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1993 |
|
RU2089315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Устройство для параллельной четной кратности листовой штамповки деталей | 1974 |
|
SU1512695A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛЕНТЫ ИЛИ ПОЛОСЫ | 2013 |
|
RU2564652C2 |
| ШТАМП ДЛЯ ОТРЕЗКИ И ГИБКИ | 1993 |
|
RU2086334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Матричный узел отрезки многопереходного штампа | 1981 |
|
SU1030069A1 |
Использование: при листовой штамповке„ Сущность изобретения: осаживают боковую перемычку ленты для исключения дополнительного расхода материала па обрезку шаговым ножом и дополнительно осаживают участки перемычек по другую сторону от оси ленты для исключения искривления полосы. Одновременно осаживают при обработке ленты 6 ее участки 1 и 2. Участок 1 предназначен для увеличения ширины ленты 6 при обрезке шаговым ножом, а участок 2 исключает искривление ленты 6 от осадки участка 1. 3 ил.
фиа.1
А-А
Фиг. 2
Фиг.Э
| Способ последовательной штамповки | 1979 |
|
SU944712A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
