315126
Изобретение относится к обработке металлов давлением, в частности к лис товой штамповке деталей, и может быть использовано в различных облас- тях машиностроения, приборостроения и в других отраслях промышленности.
Цель изобретения - уменьшение металлоемкости за счет уменьшения габаритов устройства, а также повьшгение производительности при малоотходной штамповке без междетальных перемычек и повышение качества деталей при последовательной штамповке.
На фиг. 1 схематично изображено устройство для параллельной шестикратной листовой штамповки без междетальных перемычек деталей с двумя отверстиями; на фиг. 2 - то же, для четырехкратной штамповки деталей с одним отверстием.
Устройство содержит матрицу 1 с расположенными на ней направляющими планками 2 и 3. В верхней части устройства (не показана) смонтирован рабочий элемент, состоящий из установленных в одном ряду, параллельном направлению подачи заготовки 4, пуансонов 5 для вырубки деталей по замкнутому контуру и пуансонов 6 для вы- рубки деталей по незамкнутому контуру из перемычек, полученных вырубкой деталей по замкнутому контуру пуансонами 5. Пуансоны расположены двумя группами. В одной группе раз- мещены пуансоны 5 для вырубки деталей по замкнутому контуру, а в другой - пуансоны 6 для вырубки деталей по незамкнутому контуру. Количество пуансонов в каждой группе одинаковое Пуансоны в группах размещены на равном друг относительно друга расстоянии 2а, где а - шаг раскроя. Расстояние между крайними рядом расположен- ными пуансонами 5 и 6 разных групп равно За. Устройство имеет боковой шаговый нож 7, длина которого равна 4а для четырехкратной и 6а для шестикратной штамповки. В смежных рядах установлены пуансоны 8 для вырубки по незамкнутому контуру одной дета ли и отрезки другой, размещенные между собой на расстоянии 2а. Количество пуансонов 8 равно количеству пуансонов в группе смежного ряда. Расстояние между первым в направлении подачи заготовки пуансоном В и крайним пуансоном 6 группы смежного ряда равно 2,5а. Имеются также пуансоны
,
5 0 з о ,
0
5
9 для пробивки, расположенные в направлении подачи заготовки на расстоянии а за и на расстоянии перед пуансонами 8. а также на расстоянии а.п перед пуансонами 5 и 6.
Устройство, изображенное на фиг.1, работает следуюш1им образом.
Заготовку 4 подают до упора.в выступ 10 планки 2. На первом переходе нож 7 срезает боковую кромку заготовки 4. Пуансоны 9 пробивают в каждом ряду шесть отверстий. Ffa каждом последующем переходе нож 7 срезает боковую кромку. После подачи заготовки на шаг 6а на втором переходе пуансоны 9 пробивают двенадцать отверс- тий, пуансоны 5 вырубают три детали по замкнутому контуру, на третьем и последующих переходах пуансоны 9 пробивают двенадцать отверстий, пуансоны 5 вырубают три детали по замкнутому контуру из полотна заготовки и три детали по незамкнутому контуру из перемучек, полученных после вырубки деталей из полотна.
Устройство, изображенное на фиг.2, работает следующим образом.
Заготовку 4 подают в выступ планки 2. На первом переходе нож 7 срезает боковую кромку заготовки, пуансоны 9 пробивают через ряд в трех рядах по два отверстия. На каждом последующем переходе нож 7 срезает боковую кромку. После подачи заготовки на шаг 4а в тех же рядах на втором переходе пуансоны 9 пробивают четыре отверстия, пуансоны 5 вырубают две детали; на третьем переходе пуансоны 9 пробивают четыре отверстия, пуансоны 5 и 6 вырубают по две детали и пуансоны 9 пробивают два отверстия в двух смежных рядах; на четвертом переходе - в трех рядах пуансоны 9 пробивают четыре отверстия, пуансоны 5 и 6 вырубают четыре детали, а в двух смежных рядах пуансоны 9 пробивают три отверстия, пуансон 8 отделяет по незамкнутому контуру одну деталь и отрезает другую деталь, на пятом и последуклцих переходах в каждом ряду пробивают по четыре отверстия, в трех рядах вырубают две детали по замкнутому и две детали по незамкнутому контуру, а в двух - отделяют по незамкнутому контуру две детали и отрезают две детали.
51512693
Формула tf 3 о б р е т е п н я
1.Устройство для параллельной четной кратности листовой штамповки деталей, содержащее рабочий элемент, состоящий из нескольких, установленных в одном ряду, параллельном направлению подачи заготовки пуансонов
для разделительных операций, а также средство, обеспечивающее возможность подачи заготовки на шаг а, где а - шаг раскроя, п - количество одновре- менно отделяемых деталей в ряду, о т личающееся тем, что, с целью уменьщения металлоемкости за счет уменьшения габаритов, пуансоны для отделения деталей от заготовки расположены в ряду двумя группами с одинаковым количеством пуансонов в каждой группе, при этом в группе размещены- одноименные пуансоны на равном друг относительно друга расстоянии 2а, а расстояние между крайними рядом расположенными пуансонами груп равно За.
2.Устройство поп, 1, отличающееся тем, что, с целью повышения производительности при малоотходной штамповке без междеталь
ных перемычек, рабочий элемант допол
д 5 0 5
0
6
нительно соЛ Тжит установленные по меньшей мере в одном смежном ряду пуансоны для разделительных операций, при этом пуансоны для отделения деталей от заготовки выполнены в виде пуансонов для отделения по незамкнутому контуру одной детали и отрезки другой детали, размещенных между собой на расстоянии 2а, и в количестве, равном количеству пуансонов в группе смежного ряда, при этом первый в направлении подачи заготовки пуансон установлен на расстоянии нечетного количества шагов раскроя, деленного пополам, от крайнего пуансона группы смежного ряда,
3. Устройство по пп. 1 и 2, о т - личающееся тем, что, с целью повьш1ения качества деталей при последовательной штамповке, пуансоны для отделения части заготовки в виде пуансонов для пробивки расположены в направлении подачи заготовки на расстоянии а за и на расстоянии а л перед пуансонами для отделения по незамкнутому контуру одной детали и отрезки другой и на расстоянии an перед другими пуансонами для отделения деталей от заготовки.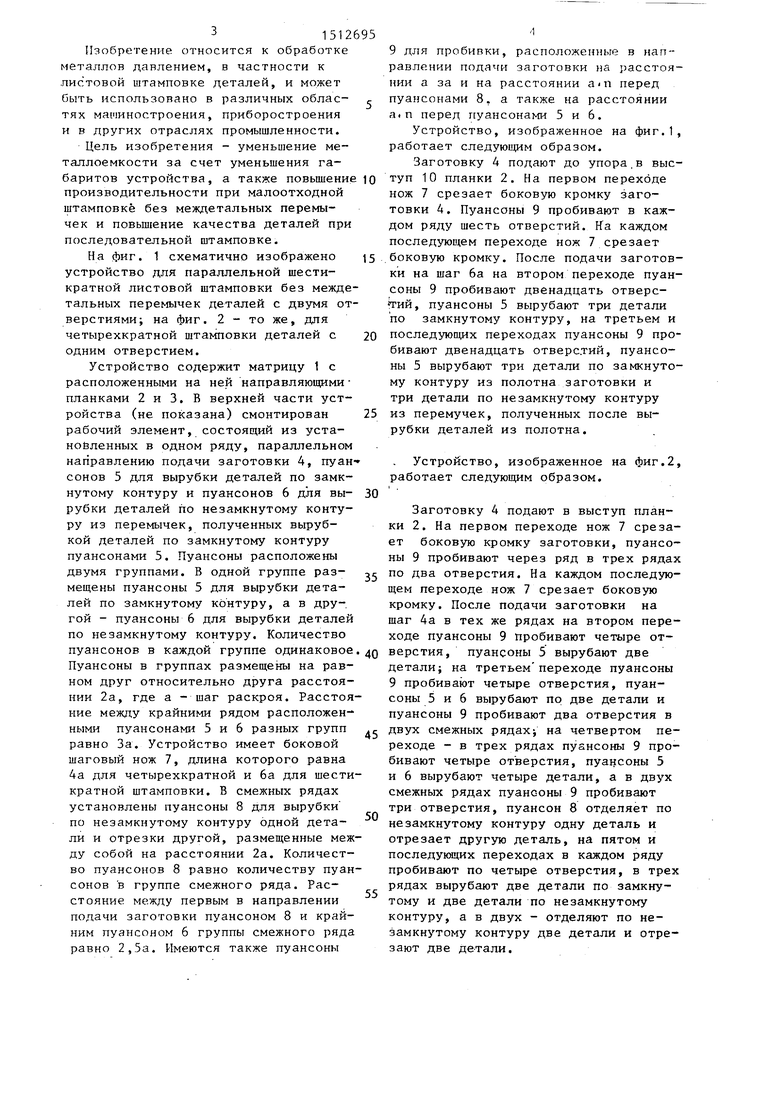
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛЕНТЫ ИЛИ ПОЛОСЫ | 2013 |
|
RU2564652C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2011457C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ КАРТОЧКИ (ВАРИАНТЫ) | 2005 |
|
RU2308343C2 |
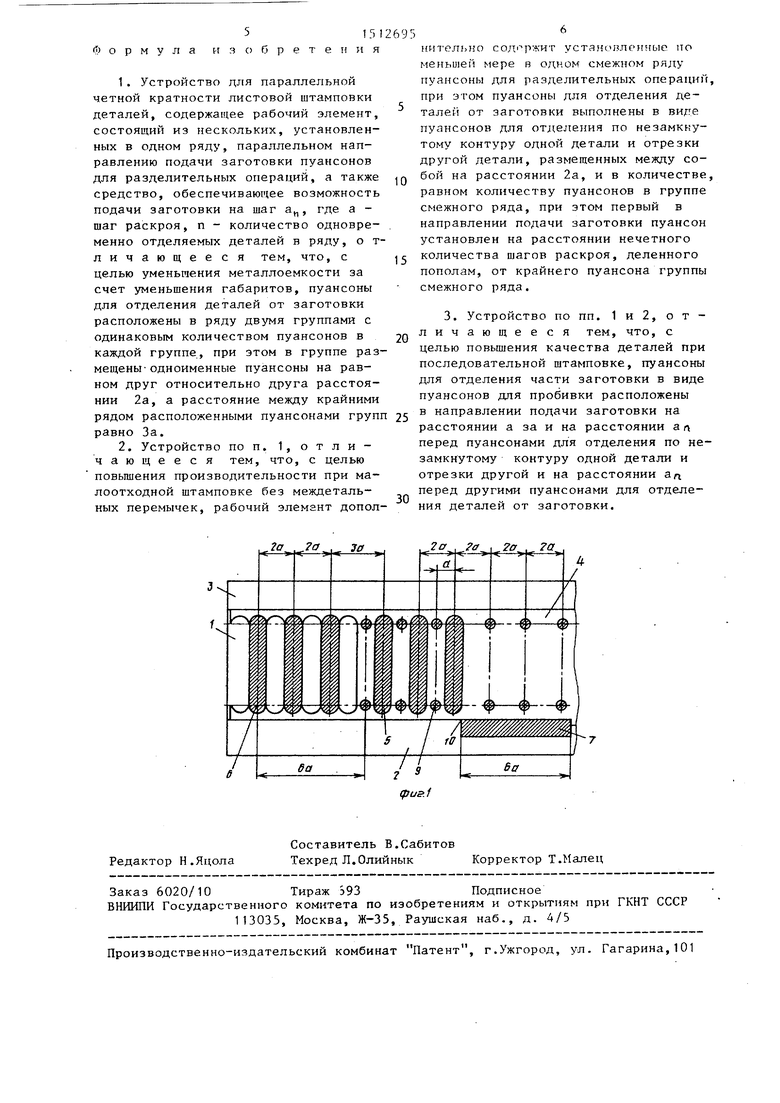
Изобретение относится к обработке металлов давлением, в частности к устройствам для параллельной четной кратности листовой штамповки деталей. Целью изобретения является уменьшение металлоемкости за счет уменьшения габаритов, а также повышение производительности при малоотходной штамповке без междетальных перемычек и качества деталей при последовательной штамповке. Устройство содержит установленные в одном ряду две группы пуансонов: в одной группе пуансоны 5 для вырубки деталей по замкнутому контуру, в другой пуансоны 6 для вырубки деталей по незамкнутому контуру. Пуансоны в группе размещены на расстоянии 2а, где а - шаг раскроя. Расстояние между крайними пуансонами групп равно 3а. Имеется боковой шаговый нож 7 длиной а.N, где N - количество вырубаемых деталей в ряду. В устройстве для малоотходной штамповки без междетальных перемычек в смежных рядах установлены два пуансона 8 для вырубки по незамкнутому контуру одной детали и отрезки другой, размещенные между собой на расстоянии 2а. Первый в направлении подачи заготовки пуансон 8 установлен на расстоянии 2,5а от крайнего пуансона 6 группы смежного ряда. В штампе для последовательной штамповки пуансоны 9 для пробивки расположены в направлении подачи заготовки на расстоянии а за пуансонами 8, на расстоянии а.N перед пуансонами 8 и на расстоянии а.N перед пуансонами 5 и 6. 2 з.п.ф-лы, 2 ил.
,, Уст
2а га
.2а
| Романовский В.П | |||
| Справочник по холодной штамповке, - М.: Машиностроение, 1965, с | |||
| Корнерез для пней | 1921 |
|
SU448A1 |
