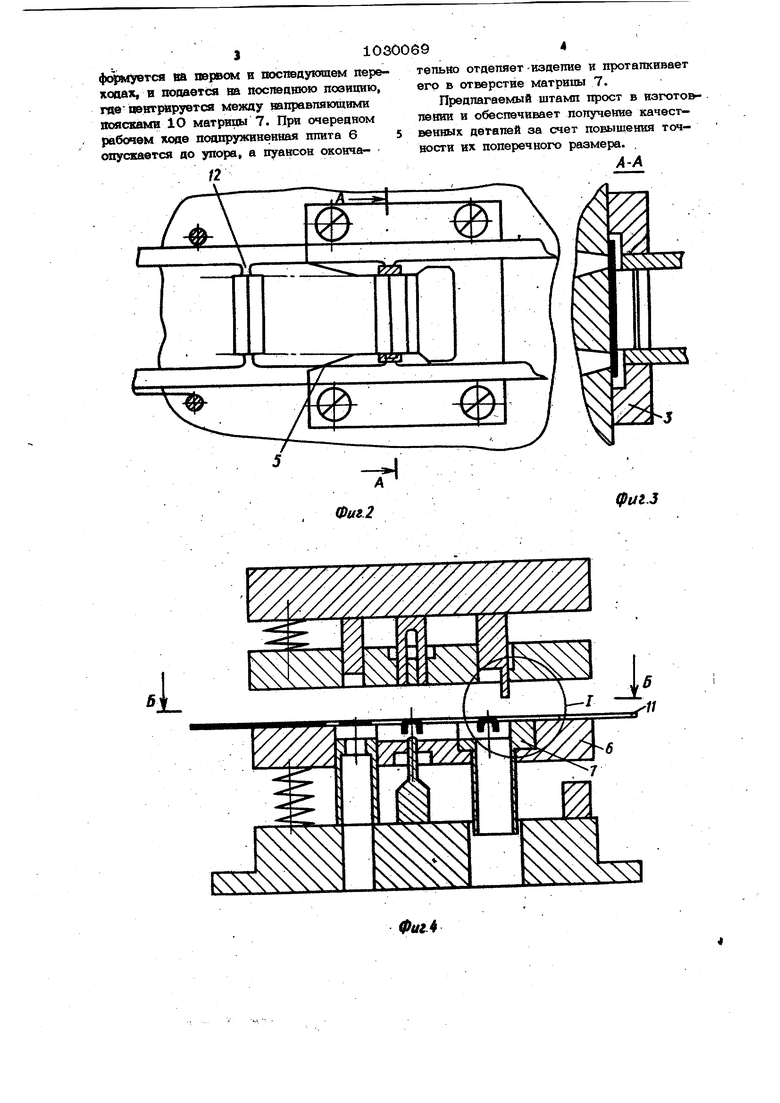
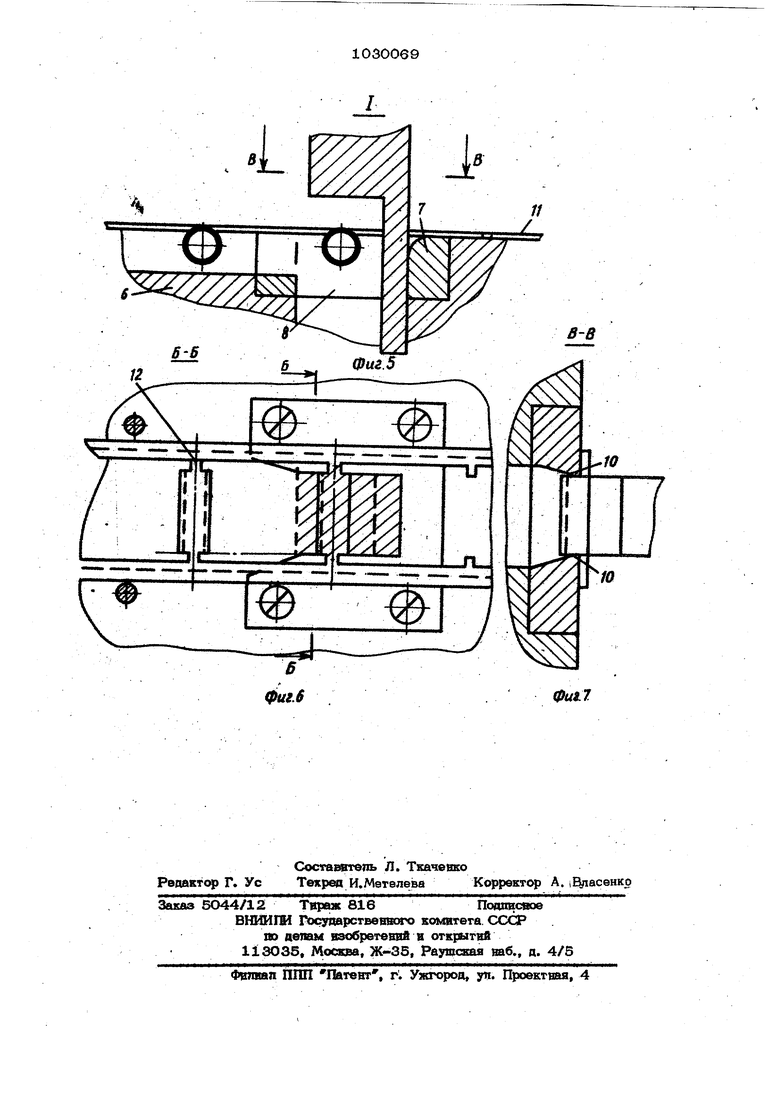
Изобретение относится к обработке метаппов давттением, в частности к оснастке дпя листовой штамповки. Известен штамп последовательного действия, содержащий рабочие узлы, направпяющие , планки и шагоылй нож Г1) Однако работа известного штампа связана с дополнительными энергозатратами, так как кроме основных .операций он существтюет обрезку бокового торца полосы шаговым ножсш для улучшения условий направпенЕя попосы. Известен штамп дпя многопереходной штамповки изделий из ленты, содержаишй матричный узел, включающий направляющие, установленные на последнем переходе на расстоянии, соответствующем по перечному размеру изделия С2 J. Однако известшлй штамп предназначен для изготовления симметричных кздепий вытяжкой и не может обеспечить качественное (без остатков перемычек) отделение несимметричного изделия от ленты. Наиболее близким к изобретеш1Ю по технической сущности является матричны узел отрезки многопереходного штампа апя получения изогнутых изпвпий из ленты.содержащнй установленную на последнем перехоае отрезную матрицу аля удаления перемычек, соединяющих издепие с лентой, направлякнцие, размешеншле вдоль подачн пенты в имекшие заходный участок со cTopoisbi подачи net ты(з1., Однако известный матричшдй узеп не обес1ючивает полного устранешя перемычек, т.е. не позволяет получать точные .издешя, Цепью И31эбретеюет явттается повышени точйости изделий за счет обеспечения хюпнсях удаления перемычек. Поставленная цель достигается тем, что в w TpH4HOM узле отрезки многопере лодного штампа для получения изогнутых вздепий вз пенты, содержащем отрезную матрноу дпя удатюаия перемычек, соед№вякжгех изделие с пентой, в направляю щве, размешенные вдоль подачн певты в Ш «еюшве заходяый участ(ж со стороны подачи лесппы, направляющие размешевы на отрезвой матрвое ва расстоянии межд вимв, раввом продопьвс(у размеру в депий. Кроме того, ваправляющве выпопвены в ввде готвок, уставовпевных ва зерка пе отрезвой матрицы. Прв этом направ71яюшве выпопвевы в ввде парешюпьво {къспсягожеввых кромок отрезвой матрицы. Причем матричный узел снабжен подпружиненной плитой, а отрезная матрица установлена на упомянутой плите. На фиг. 1-2 показан матричный узел (для случая получения изделий с элементами, отогнутыми над плоскостью ленты); на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - матричный узел для случая получения изделий с элементами, отогнутыми под плоскостью пенты; на 4яГ5узел 1 ш фиг. 4; на фиг. 6 - сечение Б-Б на фиг. 5; на фиг. 7 - сечение В-В на фиг. 6. Матричный узел многопереходного штампа дтш изготовления изделий с элементами, отогнутыми над плоскостью ленты, содержит установленную в плите 1 на последнем переходе отрезную матрицу 2, а также направляющие планки 3, установленшле на матрице 2 на расстоя- ВИИ, равном поперечному размеру изделия 4 и жестко связанные между собой, при этом на направляющих планках выполнены заходные участки 5. В случае изготовления изделий с элементами, отогнутыми под плоскостью тшнты матричный узел содержит подпружиненную плиту 6, служащую одновременно съемнвксш, и отрезную матрицу 7, установленную на поспеанем переходе. Матрица 7 вмеет открытое со стороны подачи рабочее отверстие S, имеющее заходвый участок 9 и режущие кромкв ва параллельных сторонах. Под режушимв кромками размешевы направляющие пояоKB 10, составпяюшие с режушвмв крок камв общую рабочую кромку. Матричный узел (первый вариант), уставовленный в штампе, работает спеду хядвм образом. Левта 11 подается вручную или с поощью автоматической подачи по поверхости плиты 1, надрезается и формуется оставлением перемычек 12, соедивя1оих изделие с лентой, на первом в послеующем переходах (не псжазаны), в податся ва поспедвюю позвшпо, где цевтрвуется в ваправтшющих шганках 3 по торам отформоваввого изделия. Прв очеред№УМ. рабочем ходе штампа пуавсовы без статка срезают перемычки. Матричный узел (второй варвавт), уоавсжлеввый в штам1га, работает спедую- вм образсм. Левта подается вручную впв прв помощв автоматвяеской подачв по поверхвоств подхфужввеввой штаты 6, ааарезается в Э103 фс рмуется в& первом и поспедукяпем перехооах, в попается ва тхтюпнюю позицию, гае° пент жруется между направляющими хюяскамп 1О матрицы 7. При очередном рабочем ходе подпружиненная плита 6 опускается до упора, а пуансон окончаф1/г,з
Фи12 69 тельно отделяет-изделие и проталкивает его в отверстие матрицы 7. Предлагаемый штамп прост в изготовлении и обеспечивает получение качественных деталей за счет повышения точности их поперечного размера. .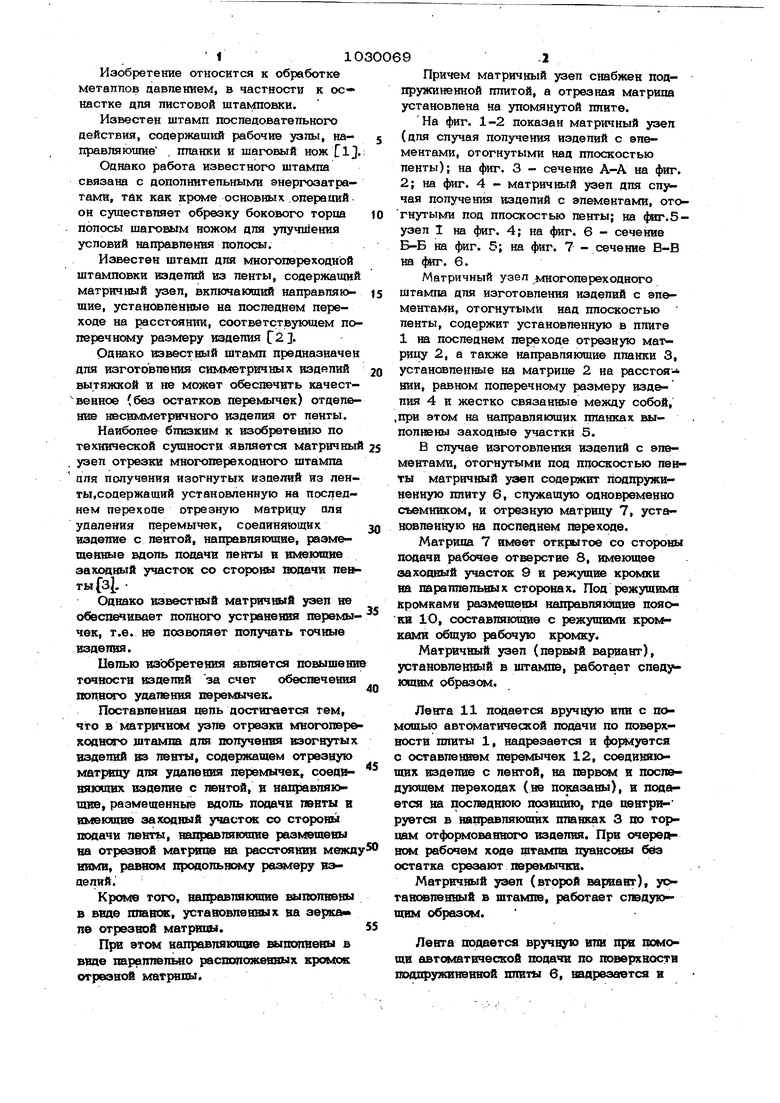
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный узел отрезки многопереходного штампа | 1985 |
|
SU1274814A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп для обработки полосового и ленточного материала | 1980 |
|
SU880566A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Устройство для обвязки пакета изделий | 1976 |
|
SU611809A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Штамп для обработки полосового и ленточного материала | 1987 |
|
SU1500414A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
1. МАТРИЧНЫЙ УЗЕЛ ОТРЕЗКИ МНСЯХ)ПЕРБХОДНОЮ ШТАМПА для получения изогвутых изделий из ленты, содержащий отрезную матрицу для удатю шш 11ерек ычек, соединяющих изделие с лентой, и йаправтшющие, размешенные вдоль подачи ленты и имеющие ааходный участок со стороны ленты, о т ли аюшийся тем, что, с целью повышения качества изделий за счет обеспечения яолногч) удаления перемычек, направляющие размещены на отрезной мат риое на расстоянии между ними, равном продольному размеру изделий. 2.Узел по п. 1, о т ли ч а ю щ и йс я тем, что на{фавлЯ1рппю выполнены в виде , уставовпеншлх на зеркале отрезной матрицы. 3.Уэеа по п. 1,от лйч а ющий с я тем, что направляющие выполнены в виде параллельно {неположенных кромок отрезной матрипы; 4.-Узел по п. 1, о т л и ч а ю щ и и с я тем, что, с целиью улучшения (Л условия П(жачи левты,он снабжен поопружиненвой плитой, а отрезная матрица установлена на улш янутой плите. а со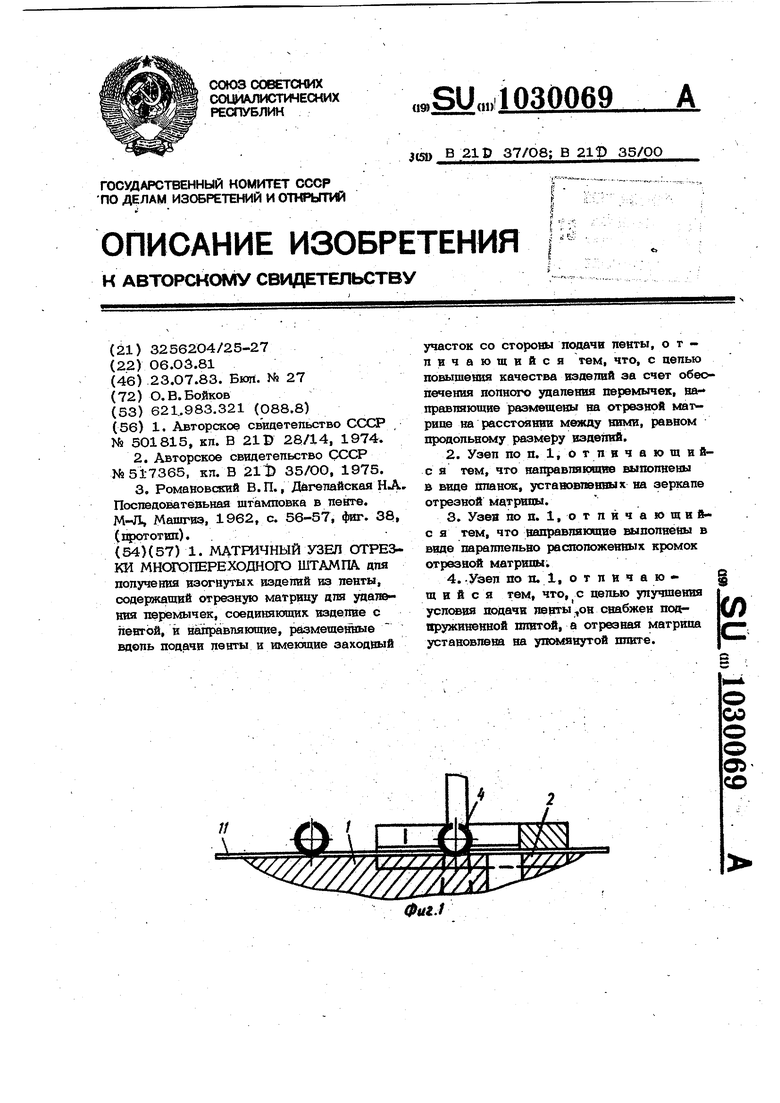
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп последовательного действия | 1974 |
|
SU501815A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Поспадоватёвьная штамповка в левте | |||
| М-Л, Машгиэ, 1962, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
