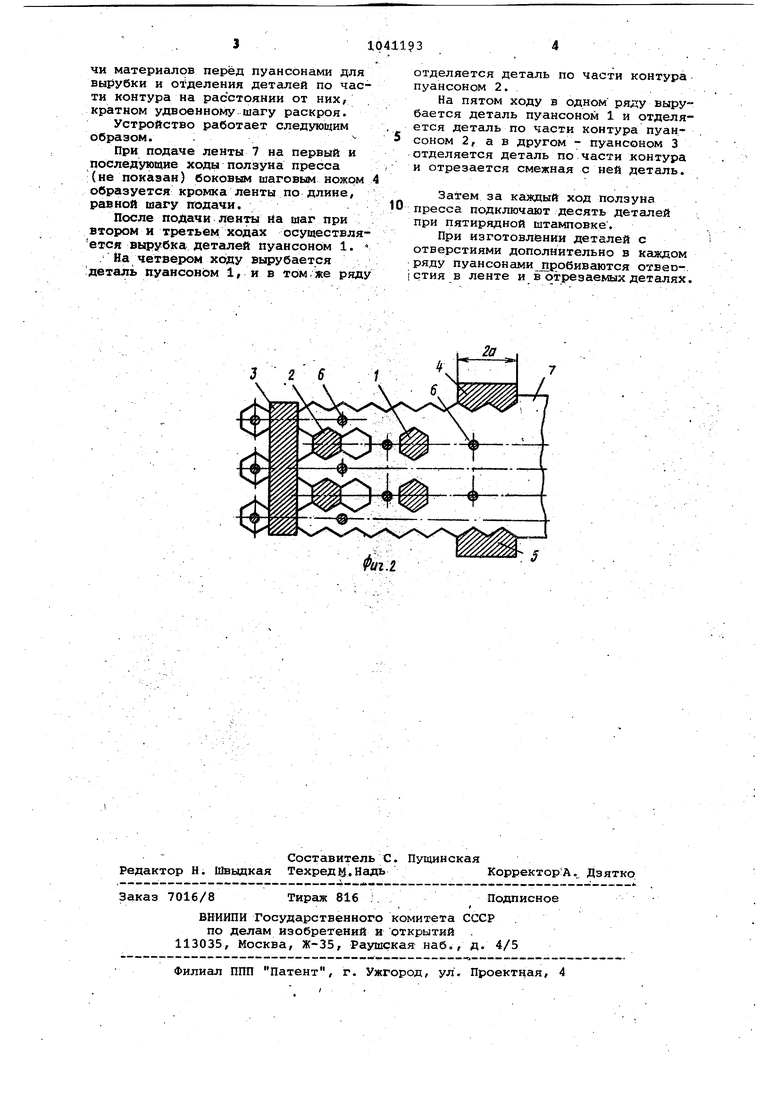
Изобретение относится к технолог ческой оснастке для листовой штампо ки и может быть использовано в маши ностроении. Изв естно устройство для многоряД ной малоотходной штамповки деталей бе междетальных перемычек из листового м териала, содержащее рабочий инструме состоящий из установленных в одном ряду последователвно в направлении подачи материала пуансона для выруб ки детали и средства для отделения детали по части контура, размещенных одно относительного другого на расстоянии шага раскроя, умноженног на нечетное число более единицы, в другом ряду - средства для отделени детали по части контура и отрезки смежной q ней детали, а также средство, обеспечивающее возможность подачи заготовки на шаг, равный двум шагам раскроя .l3« Недостатком известного устройств является назкая его стойкость вслед ствие наличия на установленном в одном ряду средстве для отделения детали по части контура несимметрично расположенных режущих кромок что приводит к увеличению зазбра между матрицей и пуансоном, а это в свою очередь сказываетЬя на. качестве получаемых деталей. Часть деталей при изготовлении на таком устройстве получаются связанными тонкой перемычкой, что требует их дополнительней обработки I . Цель изобретений - повышение стойкости устройства и качества получаемых деталей. Для -достижения этой цели в устро стве для много эядной малоотходной штамповки деталей без междетальных перемычек из листового материала, содержащем .рабочий инструмент, сост ящий из установленных, в одном ряду последовательно в направлении пода чи материала пуансона для вырубки детали и средства для отделения детали по части контура, размещенны одно относительно другого.на рассто янии шага раскроя, умноженного на нечетное число более единицы, в дру гом ряду - средства для отделения детали по части контура и отрезки смежной с ней детали, а также средство, обеспечивающее возможность подачи заготовки на шаг, равный двум шагам раскроя, средство для отделения детали по части контура и отрезки смежной с ней детали и средство для овделения детали по части контура выполнены в виде отде ных пуансонов, при этом первый пуан сон установлен в направлении подачи материала за вторым на расстоянии от него, пбзволяющем отрезать, и отделять детали по части контура из перемычк, .образованной при вырубке и отделении деталей в смежном ряду. Кроме того, рабочий инструмент дополнительно содержит пуансоны для пробивки отверстий, установленные в каждом ряду и размещенные на позиции отрезки деталей и в направлении подачи материала перед пуансонами для вырубки и отделения деталей по части контура на :расстоянии от них, кратном удвоенному шагу раскроя. На фиг. 1 показано устройство для штамповки прямоугольных деталейJ на фиг. 2 - то же,, для штамповки шестигранных деталей. Устройство дЛя многорядной малоотходной ытамповки деталей без междетальных перемычек из листового материала содержит рабочий инструмент, состоящий из установленных в одном ряду пуансона 1 для вырубки детали и средства для отделения детали по части контура в виде от.дельного пуансона 2, а в другом ряду - средства для отделения детали по части контура и отрезки смежной с ней детали в виде отдельного пуансона 3. Пуансон 1 для вырубки детали и пуансон 2 для отделения по части контура установлены последовательно в направлении подачи материала и размещены одно относительно другого на расстоянии шага раскрой, умноженного на нечетное число более единицы, например, на расстоянии ,утроенной длины детали в направлении подачи ма;териала. . Пуансон 3 для отделения детали по части контура и отрезки смежной с ней детали установлен в направлении подачи материала за пуансоном И для отделения детали по части контура, расположенным в другом ряду, на расстоянии от него, позволяющем отрезать и отделять детали по части контура из перемычки, образованной при вырубке и отделении деталей в смежном ряду (например, при штамповке прямруголь ных деталей - на расстоянии двух шагов раскроя, а 1цестигранных - полутора шагов раскроя). Устройство имеет средство, обеспечивающее возможность подэчи заготовок на шаг, равный двум шагам раскроя г например, в виде бокового шагового ножа 4, длина которого в направл ении подачи материала; равна ДВОЙНОЙ длине вырубаемой детали. При штамповке шестигранных деталей в устройстве установлен дополнительный боковой нож 5. Рабочий инструмент дополнительно содержит пуансоны б для пробивки отверстий в деталях, установленные в кгикдом ряду и размещенные на позиции отрезки летгшей и в направлении подачи материалов перёд пуансонами для вырубки и отделения деталей по части контура на расстоянии от них, кратном удвоенному шагу раскроя.
Устройство работает следующим образом.
При подаче ленты 7 на первый и последующие ходы ползуна пресса :(не показан) боковым шаговым ножом образуется кромка ленты по длине, равной шагу подачи.
После подачи ленты йа шаг при втором и третьем ходах осуществляется вырубка деталей пуансоном 1.
На четвером ходу вырубается ;деталь пуансоном 1, и в том.же ряду
отделяется деталь по части контура пуансоном 2..
На пятом ходу в одном ряду вырубается деталь пуансоном 1 и отделяется деталь по части контура пуансоном 2, а в другом - пуансоном 3 отделяется деталь по части контура и отрезается смежная с ней деталь.
Затем за каждый ход ползуна пресса подключают десять деталей при пятирядной штамповке.
При изготовлении деталей с отверстиями дополнительно в каждом ряду пуансонами Jпpoбивaютcя отвео стия в ленте и в отрезаемых деталях.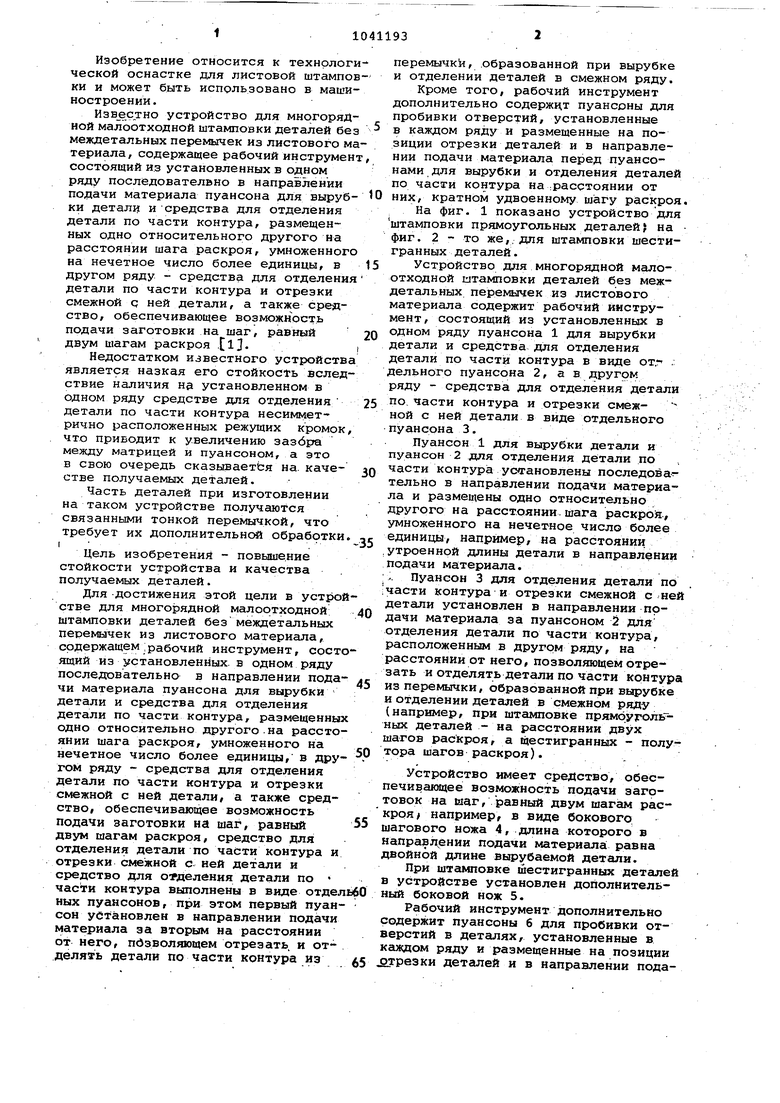
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для параллельной четной кратности листовой штамповки деталей | 1974 |
|
SU1512695A1 |
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2011457C1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛЕНТЫ ИЛИ ПОЛОСЫ | 2013 |
|
RU2564652C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2547063C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
1. УСТРОЙСТВО ДЛЯ МНОГОРЯДНОЙ МАЛООТХОДНОЙ ШТАМПОВКИ ДЕТАЛЕЙ БЕЗ МЕЖДЕТАЛЬНЫХ ПЕРЕМЫЧЕК ИЗ ЛИСТОг ВОГО МАТЕРИАЛА, содержащее рабочий : инструмент, состоящий из установленных в-одном ряду последовательно в направлении подачи материала пуансона для вырубки детали и средства для отделения детали по части контура, размещенных.одно относительно другого на расстояни шага раскроя , умноженного на нечетное число более единицы, в другом ряду 7 средства, для отделения детали по части контура и отрезки смежной с ней детали, а также средство, обеспечиваквдее возможность пода1и заготовки на шаг, равт ный двум шагам раскроя, о т л и ч а гоад е е с я тем, что/ с целью повышения его стойкости и качества деталей, среддтво для отделения детали по части контура и отрезки смежной с ней детали и средство для отделения детали по части контура выполнены в виде отдельных пуансонов, при этом первый пуансон установлен в направлении подачи Материала за вторым на расстоянии от него, позвол15яоием отрезать и отделять детали по части контура из переквлчки, образованной при вырубке и отделении деталей.в смежном ряду. 2. Устройство по п. 1, о т л ичающее с я тем что рабочий (/) инструмент дополнительно содержит пуансоны для пробивки отверстий, установленные в кёцкдом ряду и размеС щенные на позиции отрезки деталей и в направлении подачи материала Q перед пуансонами для вырубки и отде- ег ления деталей по части контура на расстоянии от них, кратном, удвоен:ному шагу ра:скроя.. со ОО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| М -- , Машинорис | |||
| МАШИНА ДЛЯ КОЛКИ САХАРА-РАФИНАДА | 1926 |
|
SU4476A1 |
| стррение, 1965, с | |||
| Снеговая лыжа для самолетов | 1913 |
|
SU455A1 |
