Изобретение относится к области сварочного производства, в частности к оборудованию для диффузионной сварки, пайки (например диффузионной, контактно-реактивной) в вакууме или в среде защитных газов.
Известны устройства для диффузионной сварки изделий, содержащие опорные плиты, стяжки и крепежные элементы.
Наиболее близким к предлагаемому является устройство, содержащее опорные плиты, стяжки, крепежные элементы.
Недостаток указанных устройств состоит в том, что в процессе сварки (или пайки) сжимающее усилие (давление) распределяется неравномерно по всей площади свариваемых деталей. Особенно сильно это может сказываться при сварке (пайке) крупногабаритных деталей и может приводить к непроварам (непропаям) в центральной зоне свариваемых плоскостей изделий, что ведет к снижению выхода годных изделий.
Целью изобретения является увеличение выхода годных изделий путем повышения равномерности распределения нагрузки в опорных плитах и соответственно повышение равномерности передачи сжимающего усилия на свариваемые поверхности деталей.
Поставленная цель достигается тем, что устройство, содержащее опорные плиты, соединенные между собой стяжками, снабжено вставкой, установленной по периферии опорных плит, охватывающей стяжки и контактирующей торцевыми поверхностями с опорными плитами.
Вставка выполнена в виде пластин, сегментов или обечайки.
Устройство снабжено по крайней мере одной подкладкой, в которой размещена вставка. На гранях подкладки выполнены пазы различной глубины.
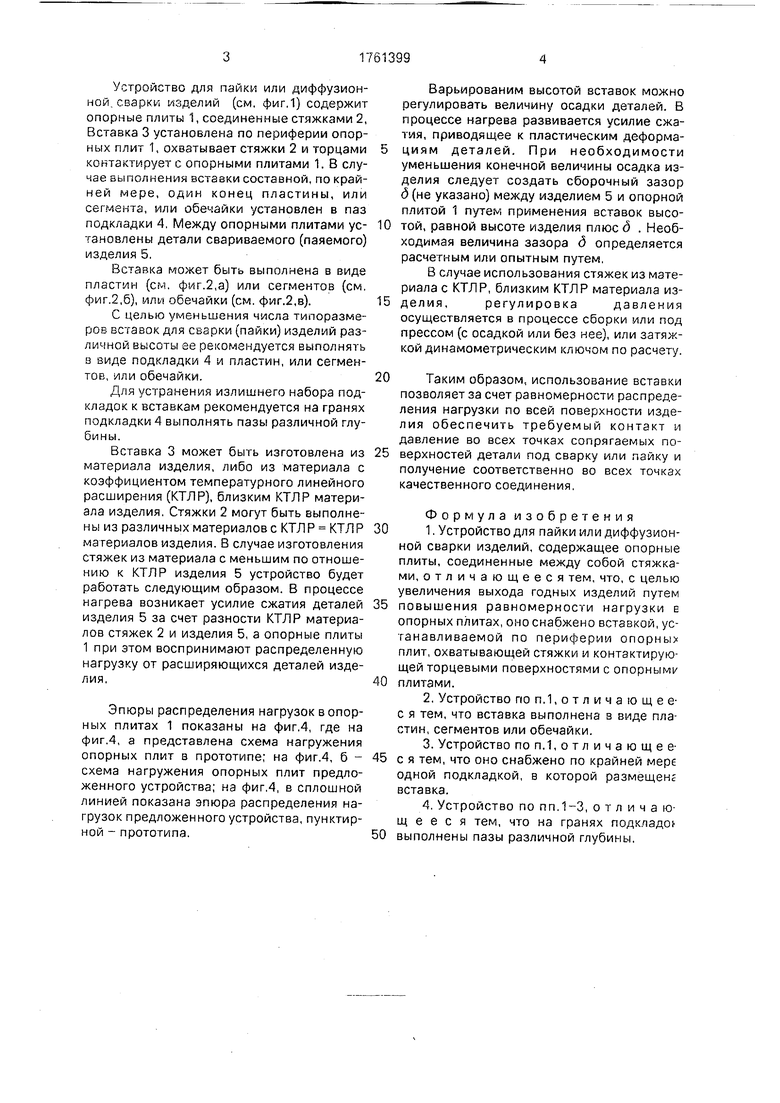
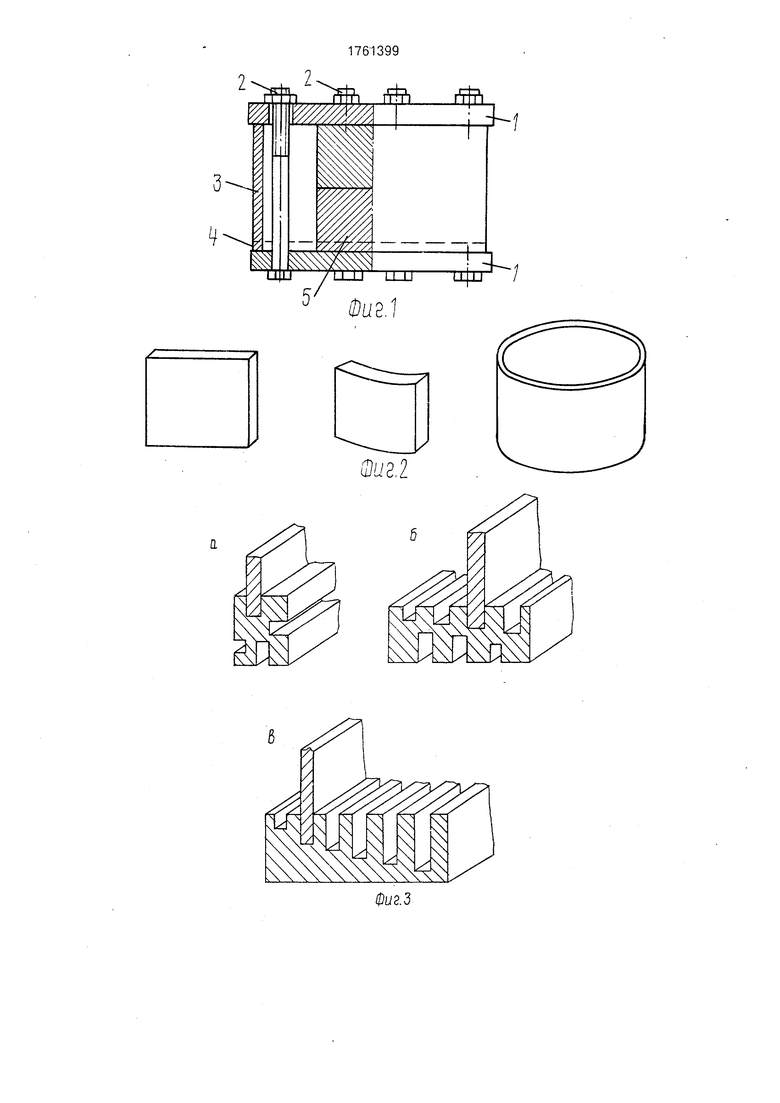
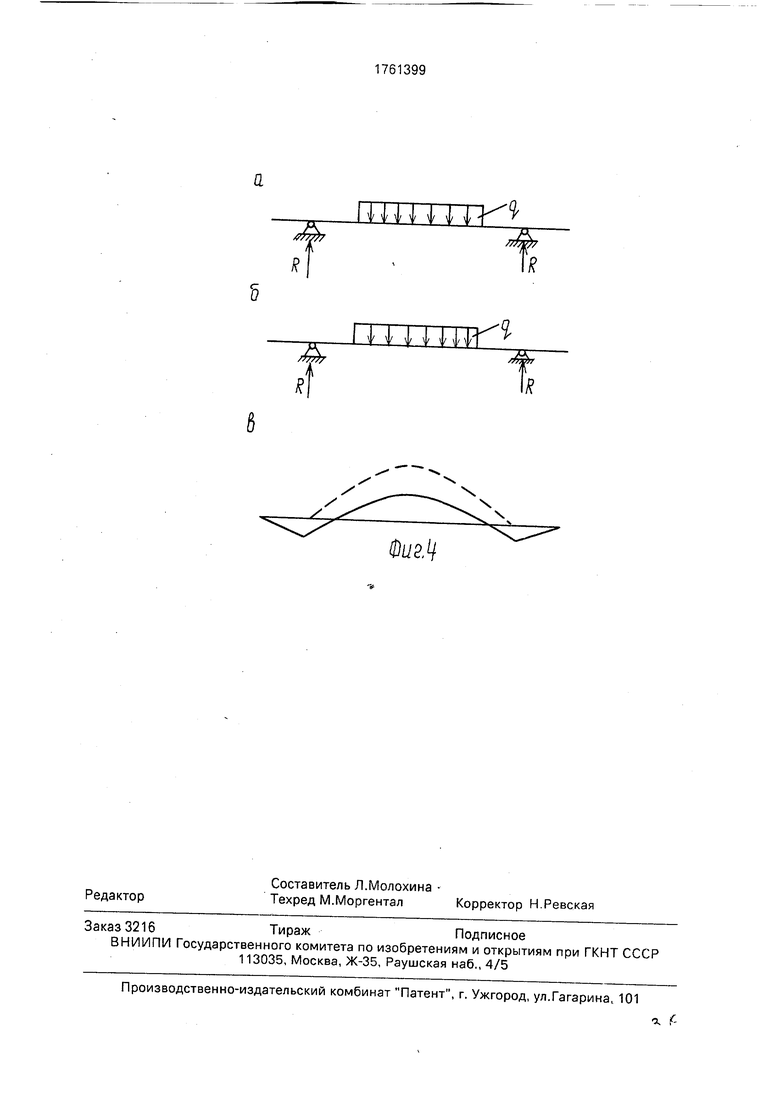
На фиг.1 показан общий вид устройства; на фиг.2 - варианты выполнения вставки; на фиг.З - варианты выполнения подкладки; на фиг.4 - эпюры распределения нагрузок.
сл
С
vj О
CJ
чэ ho
Устройство для пайки или диффузионной, сварки изделий (см. фиг,1) содержит опорные плиты 1, соединенные стяжками 2, Вставка 3 установлена по периферии опорных плит 1, охватывает стяжки 2 и торцами контактирует с опорными плитами 1. В случае выполнения вставки составной, по крайней мере, один конец пластины, или сегмента, или обечайки установлен в паз подкладки 4, Между опорными плитами установлены детали свариваемого (паяемого) изделия 5.
Вставка может быть выполнена в виде пластин (см. фиг.2,а) или сегментов (см. фиг.2,6), или обечайки (см. фиг.2,в).
С целью уменьшения числа типоразмеров вставок для сварки (пайки) изделий различной высоты ее рекомендуется выполнять в виде подкладки 4 и пластин, или сегментов, или обечайки.
Для устранения излишнего набора подкладок к вставкам рекомендуется на гранях подкладки 4 выполнять пазы различной глубины.
Вставка 3 может быть изготовлена из материала изделия, либо из материала с коэффициентом температурного линейного расширения (КТЛР), близким КТЛР материала изделия, Стяжки 2 могут быть выполнены из различных материалов с КТЛР КТЛР материалов изделия. В случае изготовления стяжек из материала с меньшим по отношению к КТЛР изделия 5 устройство будет работать следующим образом. В процессе нагрева возникает усилие сжатия деталей изделия 5 за счет разности КТЛР материалов стяжек 2 и изделия 5, а опорные плиты 1 при этом воспринимают распределенную нагрузку от расширяющихся деталей изделия,
Эпюры распределения нагрузок в опорных плитах 1 показаны на фиг,4, где на фиг.4, а представлена схема нагружения опорных плит в прототипе; на фиг.4, б - схема нагружения опорных плит предложенного устройства; на фиг,4, в сплошной линией показана эпюра распределения нагрузок предложенного устройства, пунктирной - прототипа.
Варьированим высотой вставок можно регулировать величину осадки деталей. В процессе нагрева развивается усилие сжатия, приводящее к пластическим деформациям деталей. При необходимости уменьшения конечной величины осадка изделия следует создать сборочный зазор д (не указано) между изделием 5 и опорной плитой 1 путем применения вставок высотой, равной высоте изделия плюс 6 . Необходимая величина зазора д определяется расчетным или опытным путем,
В случае использования стяжек из материала с КТЛР, близким КТЛР материала изделия,регулировкадавления
осуществляется в процессе сборки или под прессом (с осадкой или без нее), или затяжкой динамометрическим ключом по расчету.
Таким образом, использование вставки позволяет за счет равномерности распределения нагрузки по всей поверхности изделия обеспечить требуемый контакт и давление во всех точках сопрягаемых поверхностей детали под сварку или лайку и получение соответственно во всех точках качественного соединения.
Формула изобретения 1. Устройство для пайки или диффузионной сварки изделий, содержащее опорные плиты, соединенные между собой стяжками, отличающееся тем, что, с целью увеличения выхода годных изделий путем повышения равномерности нагрузки в опорных плитах, оно снабжено вставкой, устанавливаемой по периферии опорных плит, охватывающей стяжки и контактирующей торцевыми поверхностями с опорными плитами.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что вставка выполнена в виде пластин, сегментов или обечайки.
3.Устройство по п.1,отличающее- с я тем, что оно снабжено по крайней мере
одной подкладкой, в которой размещенг вставка.
4.Устройство по пп.1-3, отличающееся тем, что на гранях подкладо
выполнены пазы различной глубины.
Фи г, 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ | 1990 |
|
SU1743081A1 |
| Устройство для диффузионной сварки | 1990 |
|
SU1704989A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Устройство для сжатия деталей при диффузионной сварке | 1988 |
|
SU1549703A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1989 |
|
SU1703338A1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| Устройство для сжатия деталей при диффузионной сварке | 1989 |
|
SU1625627A1 |
| Устройство для сдавливания деталей при диффузионной сварке | 1990 |
|
SU1738556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2289790C1 |
| Устройство для сжатия деталей стержневого типа при диффузионной сварке | 1982 |
|
SU1199539A1 |
Сущность изобретения: устройство содержит опорные плиты, соединенные между собой стяжками и вставку, установленную по периферии опорных плит, охватывающую стяжки и контактирующую торцевыми поверхностями с опорными плитами. Вставка может быть установлена в паз подкладки. Соединяемые детали установлены между опорными плитами. 4 ил.
l.
7&7
t
у 1/ у i у
чI
Фиг.Ц
| Тезисы докладов VII Всесоюзной научно-технической конференции Диффузионная сварка в вакууме металлов, сплавов и неметаллических материалов | |||
| М., 1972 | |||
| Материалы семинаров Достижения и перспективы развития сварочного производства | |||
| М.: Знание, 1988, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
