Изобретение относится к оборудованию для сварки, в частности к устройствам для диффузионной сварки в вакууме или среде защитных газов, и может быть использовано в машиностроительных отраслях промышленности,,
Целью изобретения является расширение технологических возможностей
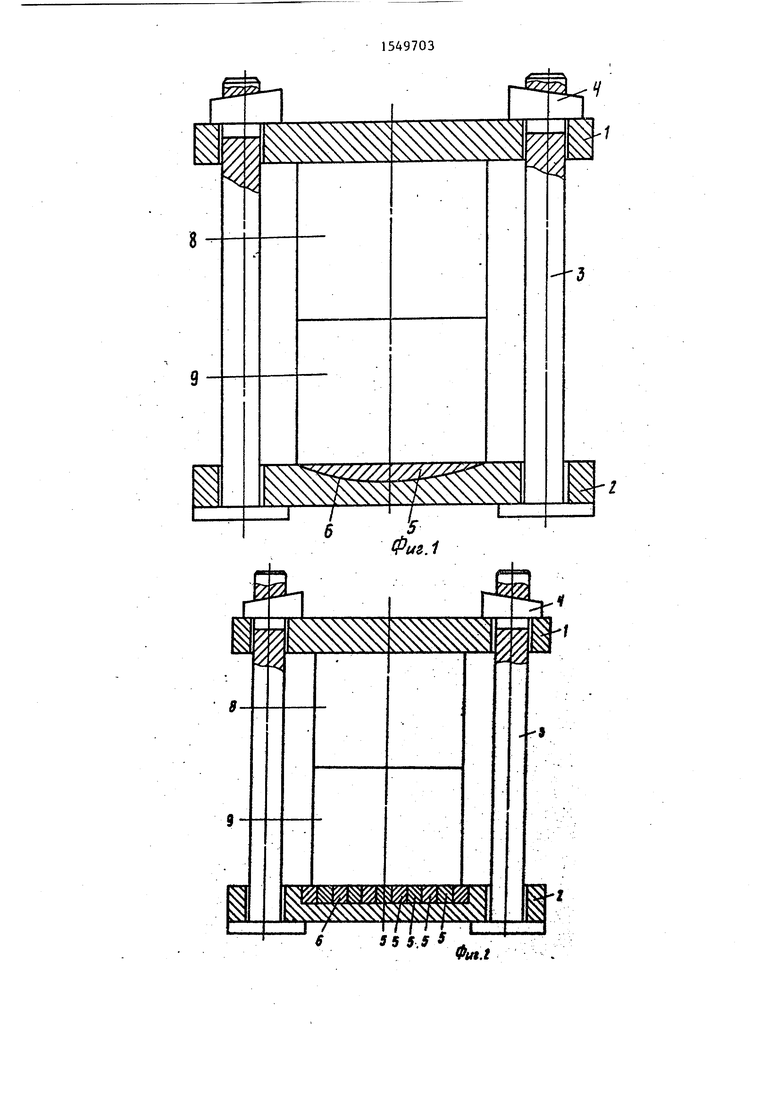
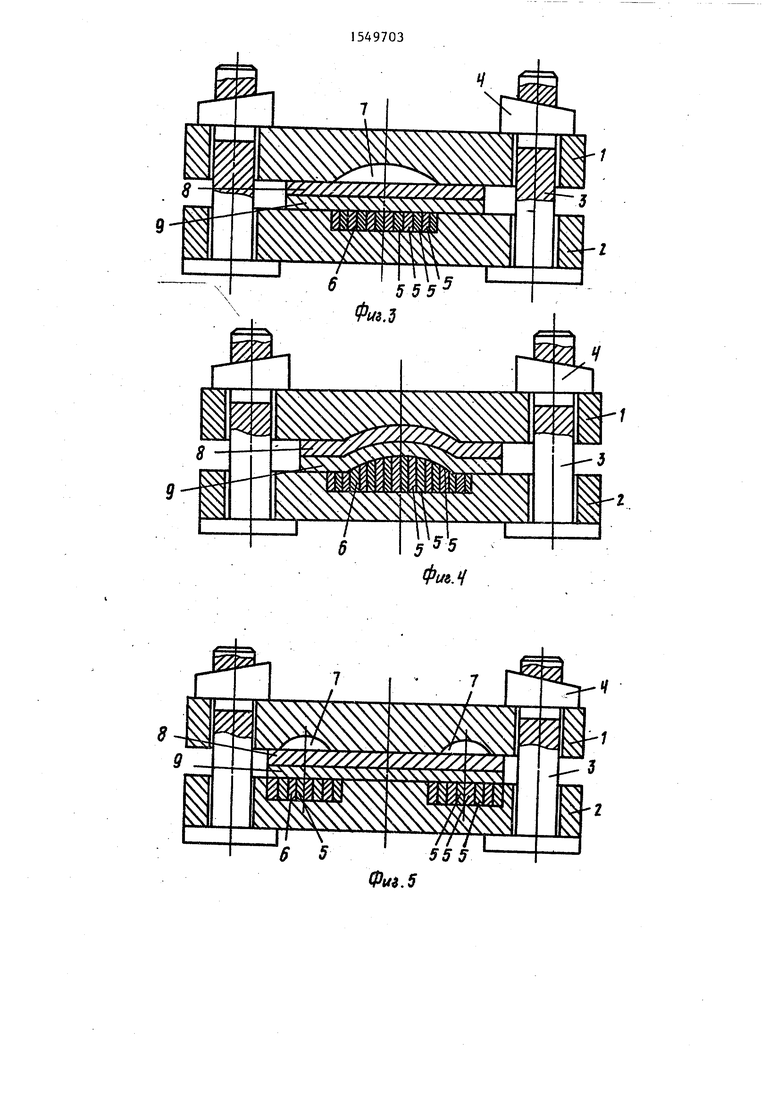
На фиг. 1 показано устройство с профилированной вставкой, имеющей в поперечном сечении форму шарового сегмента, общий вид} на фиг. 2 - то же, с профилированной вставкой, выполненной в виде концентрических колец, размещенных одно в другом; на фиг. 3 - то же, с концентрическими , кольцевыми вставками с различньп.
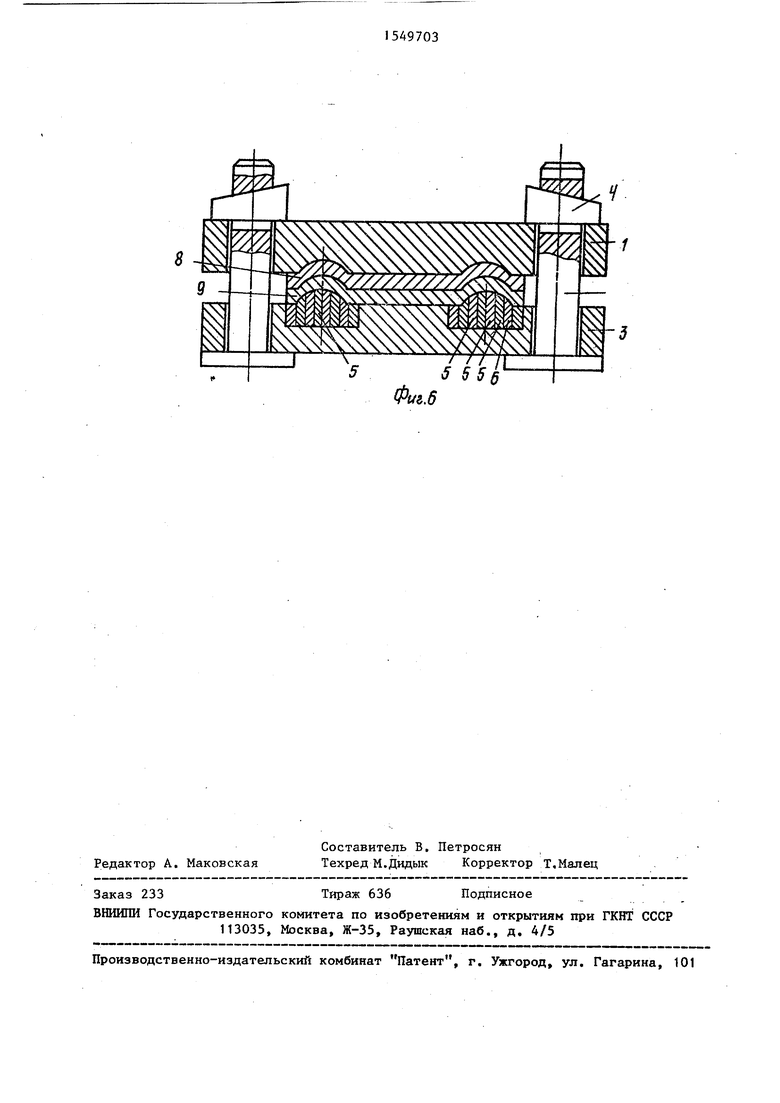
коэффициентами термического расширения до сварки; на фиг 4 - то же, при нагреве деталей; на фиг. 5 - то же, с кольцевой вставкой, содержащей концентрические кольцевые элементы до сварки; на фиг. 6 - то же, при нагреве деталей.
Устройство содержит две параллельно установленные опорные плиты 1 и 2 (фиг. 1-6) со стяжными элементами 3 о Стяжные элементы и плиты выполнены из материалов с различными коэффициентами термического расширения. Стяжные элементы 3 установлены в сквозных отверстиях плит I и 2, Устройство содержит также элементы 4 фиксации стяжек и профилированную
ел
Ј
СО
-4
о со
вставку 5, установленную в опорных плитах 1 и 2.
Элементы 4 фиксации стяжных элементов 3 могут быть выполнены в виде клиновых планок, резьбового соединения, фланцев или любой другой известной формы.
Профилированная вставка може.т быть выполнена из одного материала и иметь в поперечном сечении форму шарового сегмента (фиг. 1). Для размещения данной профилированной вставки в опорных плитах выполняют глухие отверстия 6, соответствующие поперечному сечению вставки. Количество отверстий должно соответствовать количеству вставок
Профилированная вставка может быть изготовлена из различных материалов с различными коэффициентами термического расширения и выполнена, например, в виде цилиндрического диска из концентрических колец, размещенных одно в другом (фиг. 2), или в виде кольцевого диска, содержащего кольцевые элементы, размещенные один в другом (фиг. 3,5). Для размещения данной профилированной вставки в одной опорной плите выполнены глухие отверстия цилиндрической (фиг. 2) или кольцевой (фиг. 3,5) формы, а в другой опорной - ответное глухое отверстие 7, профиль поперечного сечения которого соответствует профилю сечения, например, гофра, который необходимо получить в готовом изделии, например мембране.
Устройство работает следующим образом
Свариваемые детали 8 и 9 собирают в устройртве, осуществляя взаимную центровку деталей и элементов устройства любым известным способом. С помощью элементов 4 фиксации стяжных элементов 3 поджимают (фиксируют) свариваемые детали 8 и 9 и придают жесткость устройству в целом
Собранное устройство помещают в камеру, которую вакуумируют или заполняют защитной газовой средой. При нагревании устройства из-за разности коэффициентов термических
расширений свариваемых деталей 8 и 9 и деталей устройства (плит 1 и 2, стяжных элементов 3) возникает сдавливающее усилие, которое и передается на свариваемые детали.
0
5
0
5
0
5
0
5
При нагреве устройства происходит термическое расширение и профилированной вставки, которая, расширяясь, позволяет равномерно определить сжимающее усилие на свариваемые поверхности деталей (фиг. 1 и 2) и тем самым уменьшить негативное влияние пространственного прогиба опорных плит 1 и 2 при их нагреве под влиянием сжимающего усилия стяжных элементов 3, что позволяет расширить тех- нологические возможности.
Устройство (фиг. 3-6) обеспечивает возможность диффузионной сварки с одновременным образованием необходимых профилей, гофров и т.д0 на плоских изделиях, например мембранах, что также позволяет расширить технологические возможности.
По окончании изотермической выдержки устройство со свариваемыми деталями охлаждают. Затем разваку- умируют камеру и извлекают устройство с готовыми изделиями. Производят разборку устройства и удаление сваренных деталей. Формула изобретени/i
1.Устройство для сжатия деталей при диффузионной сварке за счет разности коэффициентов термического расширения материалов деталей устройства и свариваемых деталей, содержащее опорную и нажимную плиты, съемные стяжные элементы и элементы фиксации стяжек, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено профилированной вставкой, изготовленной из материала с коэффициентом термического расширения, отличным от коэффициента термического расширения материалов опорных плит,
в опорной плите выполнено глухсе отверстие, соответствующее поперечному сечению профилированной вставки, а последняя размещена в этом отверстии.
2.Устройство по п. 1, отличающееся тем, что профилированная вставка выполнена в виде шарового сегмента.
3.Устройство по п. 1, отличающееся тем, что профилированная вставка выполнена в виде кон- центрично расположенных колец, изготовленных -из материалов с различными коэффициентами термического расширения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сдавливания деталей при диффузионной сварке | 1990 |
|
SU1738556A1 |
| Устройство для сдавливания деталей при диффузионной сварке (его варианты) | 1983 |
|
SU1174216A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1983 |
|
SU1183333A1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ | 1990 |
|
SU1743081A1 |
| Устройство для диффузионной сварки | 1990 |
|
SU1704989A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1496964A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1988 |
|
SU1606288A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1440649A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
Изобретение относится к оборудованию для сварки, в частности к устройствам для диффузионной сварки в вакууме или среде защитных газов, и может быть использовано в машиностроительных отраслях промышленности. Цель изобретения - расширение технологических возможностей. Устройство содержит две параллельно установленные опорные плиты со стяжными элементами, установленными в сквозных отверстиях плит, элементы фиксации стяжек, профилированную вставку, установленную в глухих отверстиях опорных плит, профиль которых соответствует профилю вставки. Вставки изготовлены из материала с коэффициентом термического расширения, отличным от коэффициента термического расширения материала опорных плит. Профилированная вставка выполнена в виде шарового сегмента или в виде концентрично расположенных колец, изготовленных из материалов с различными коэффициентами термического расширения. В процессе сварки вставки предотвращают изгиб опорных плит и позволяют получать изделия сложного профиля. 2 з.п.ф-лы, 6 ил.
ЈQL6te
8
55555
Фи&.б
| Патент США | |||
| № 4088456, кло 228-195, 1978„ |
