Изобретение относится к производству гибких рукавных изделий и может быть использовано для изготовления вентиляционных труб для проветривания горных выработок.
Цель изобретения - повышение надежности работы при изготовлении рукавов с продольными гребешками за счет предотвращения заклинивания гребешков в калиброванном зазоре фильеры.
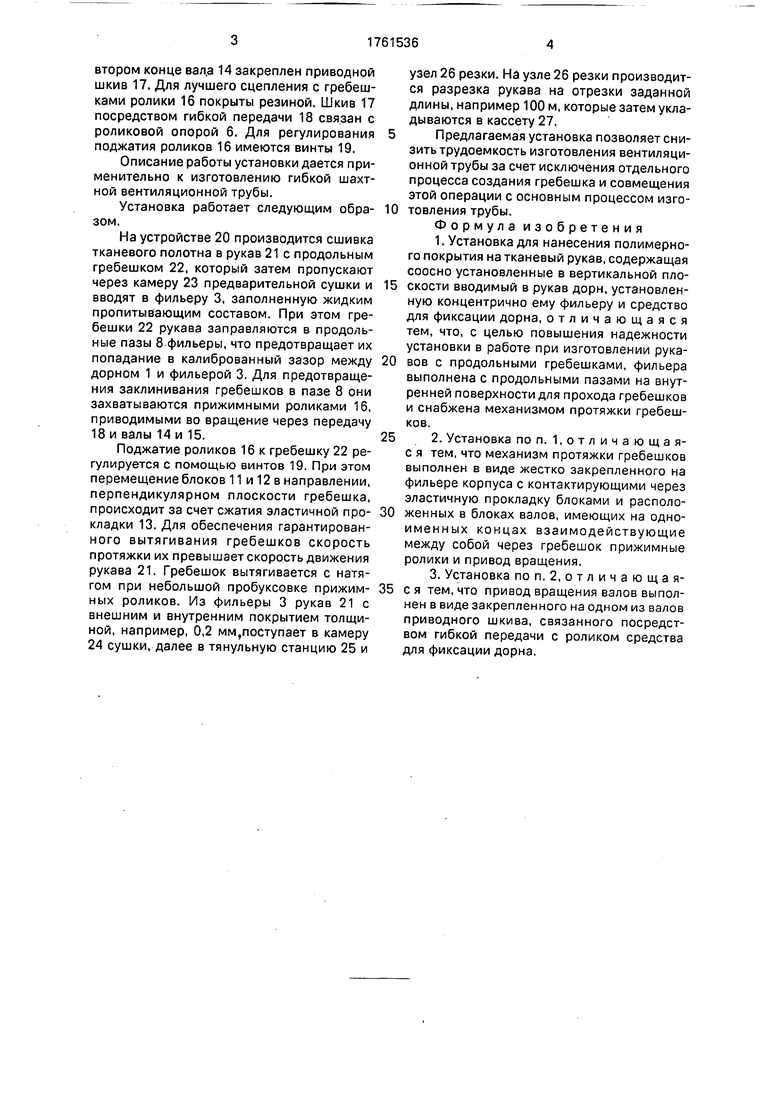
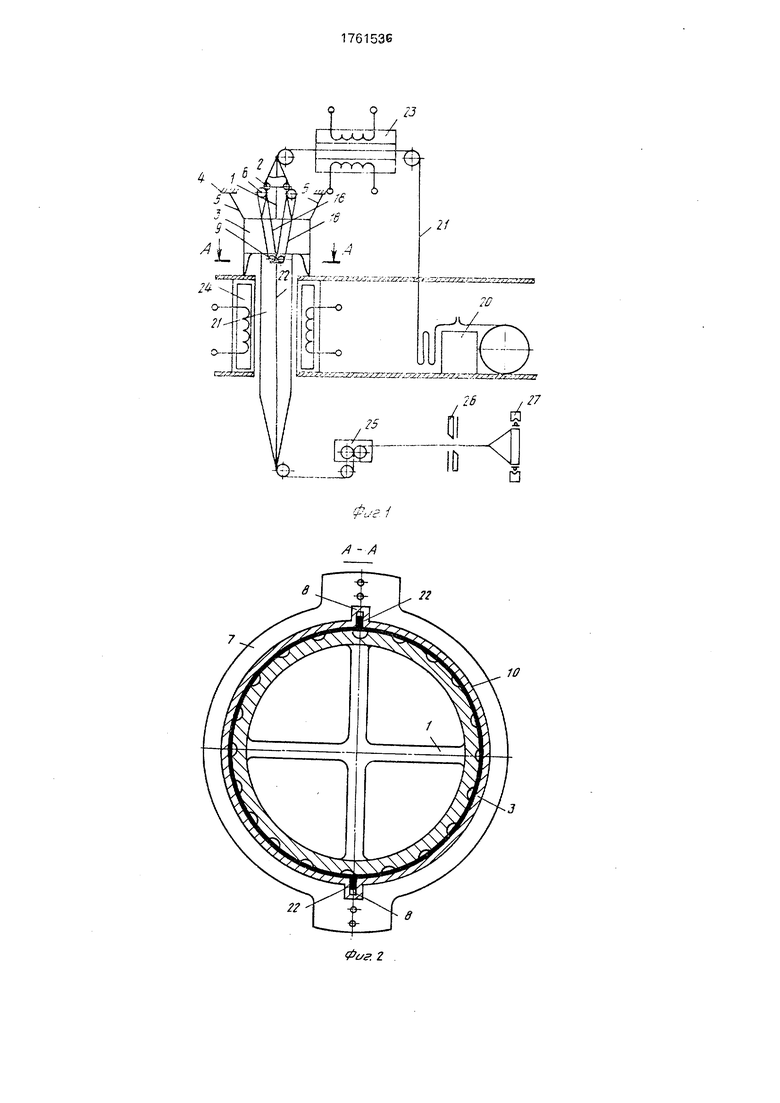
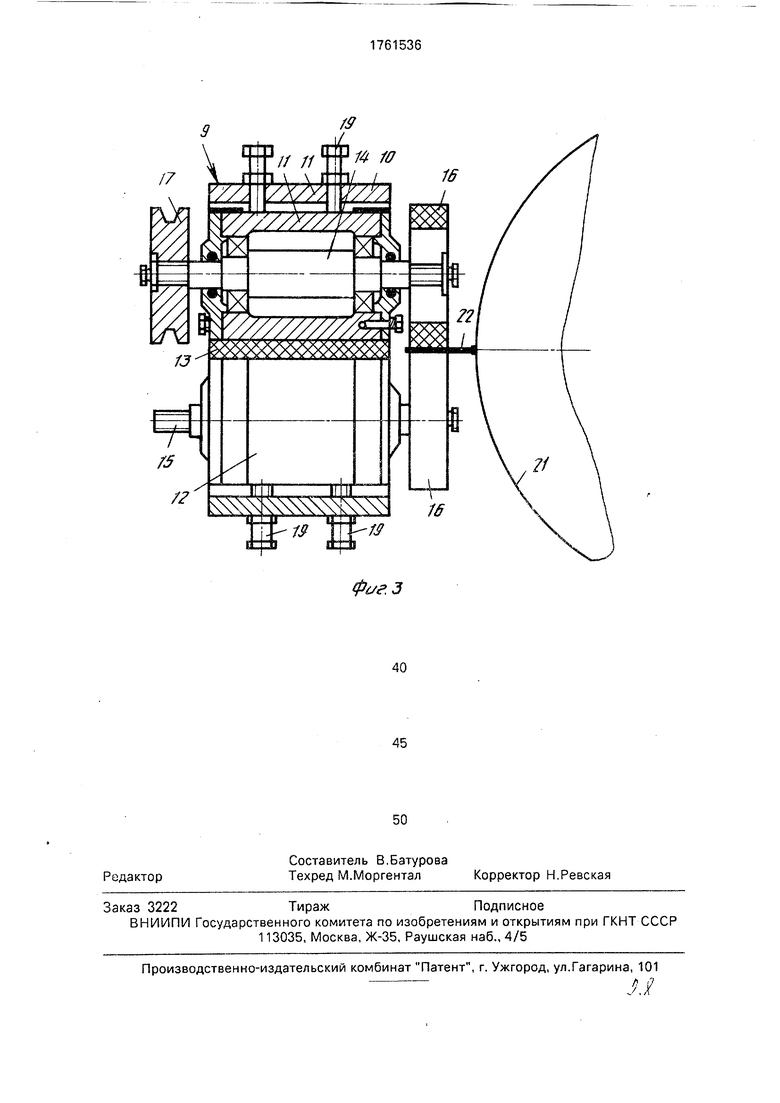
На фиг. 1 схематично изображена предлагаемая установка; на фиг. 2 - сечение А-А на фиг. 1 (повернуто), на фиг, 3 - механизм протяжки гребешков.
Установка для нанесения полимерного покрытия на тканевый рукав содержит соосно установленные в вертикальной плоскости вводимый в рукав дорн 1 с дорнодержателем 2, установленную концентрично ему фильеру
3V подвешенную к станине 4 посредством гибких тяг 5, и роликовую опору 6, взаимодействующую с дорном 1 через стенку рукава. Дорнодержатель 2 и опора 6 образуют средство для фиксации дорна 1. Фильера 3 имеет кольцо 7 для крепления тяг и диаметрально противоположно расположенные на ее рабочей поверхности продольные пазы 8 для формирования на наружной поверхности рукава продольных гребешков-элементов подвески трубы по месту эксплуатации. На выходе обработанного рукава из фильеры 3 установлен механизм 9 протяжки гребешков, который имеет закрепленный на фильере 3 корпус 10с размещенными внутри блоками 11 и 12, разделенными эластичной прокладкой 13, установленные в блоках валы 14 и 15 со взаимодействующими через гребешок прижимными роликами 16. На
4 ON
О1 СО 1О
втором конце вада 14 закреплен приводной шкив 17, Для лучшего сцепления с гребешками ролики 16 покрыты резиной. Шкив 17 посредством гибкой передачи 18 связан с роликовой опорой 6. Для регулирования поджатия роликов 16 имеются винты 19.
Описание работы установки дается применительно к изготовлению гибкой шахтной вентиляционной трубы.
Установка работает следующим образом.
На устройстве 20 производится сшивка тканевого полотна в рукав 21 с продольным гребешком 22, который затем пропускают через камеру 23 предварительной сушки и вводят в фильеру 3, заполненную жидким пропитывающим составом. При этом гребешки 22 рукава заправляются в продольные пазы 8 фильеры, что предотвращает их попадание в калиброванный зазор между дорном 1 и фильерой 3. Для предотвращения заклинивания гребешков в пазе 8 они захватываются прижимными роликами 16, приводимыми во вращение через передачу 18 и валы 14 и 15.
Поджатие роликов 16 к гребешку 22 регулируется с помощью винтов 19. При этом перемещение блоков 11 и 12 в направлении, перпендикулярном плоскости гребешка, происходит за счет сжатия эластичной прокладки 13. Для обеспечения гарантированного вытягивания гребешков скорость протяжки их превышает скорость движения рукава 21. Гребешок вытягивается с натягом при небольшой пробуксовке прижимных роликов. Из фильеры 3 рукав 21 с внешним и внутренним покрытием толщиной, например, 0,2 мм,поступает в камеру 24 сушки, далее в тянульную станцию 25 и
узел 26 резки. На узле 26 резки производится разрезка рукава на отрезки заданной длины, например 100м, которые затем укладываются в кассету 27.
Предлагаемая установка позволяет снизить трудоемкость изготовления вентиляционной трубы за счет исключения отдельного процесса создания гребешка и совмещения этой операции с основным процессом изготовлениятрубы.
Формула изобретения 1. Установка для нанесения полимерного покрытия на тканевый рукав, содержащая соосно установленные в вертикальной плоскости вводимый в рукав дорн, установленную концентрично ему фильеру и средство для фиксации дорна, отличающаяся тем, что, с целью повышения надежности установки в работе при изготовлении рукаBOB с продольными гребешками, фильера выполнена с продольными пазами на внутренней поверхности для прохода гребешков и снабжена механизмом протяжки гребешков,
2. Установка поп. 1,отличающая- с я тем, что механизм протяжки гребешков выполнен в виде жестко закрепленного на фильере корпуса с контактирующими через эластичную прокладку блоками и расположенных в блоках валов, имеющих на одноименных концах взаимодействующие между собой через гребешок прижимные ролики и привод вращения.
3. Установка по п. 2, о т л и ч а ю щ а яс я тем, что привод вращения валов выполнен в виде закрепленного на одном из валов приводного шкива, связанного посредством гибкой передачи с роликом средства для фиксации дорна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения полимерного покрытия на тканевый рукав | 1989 |
|
SU1684085A1 |
| Способ соединения трубных тканевых заготовок при изготовлении гибких шахтных вентиляционных труб | 1989 |
|
SU1682708A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Установка для нанесения полимерного покрытия на длинномерный тканевый рукав | 1989 |
|
SU1643176A1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Установка для нанесения полимерного покрытия на длинномерный тканевый рукав | 1986 |
|
SU1407841A1 |
| Установка для непрерывного изготовления гибких рукавов из ленточного полимерного материала | 1985 |
|
SU1248842A1 |
| Устройство для набирания сетногоРуКАВА HA ТРубу для упАКОВКиМЕлКиХ пРЕдМЕТОВ | 1979 |
|
SU797960A1 |
Изобретение относится к производству гибких рукавных изделий и может быть использовано для изготовления вентиляционIfrlJfl ffT | 2 ныхтруб для проветривания горных выработок. Цель изобретения - повышение надежности установки в работе при изготовлении рукавов с продольными гребешками. Для этого фильера 3 выполнена с продольными пазами на внутренней поверхности для прохода гребешков 22 рукава 21 и снабжена механизмом 9 протяжки гребешков. Последний выполнен в виде жестко закрепленного на фильере корпуса с контактирующими через эластичную прокладку блоками и расположенных в блоках валами, имеющими прижимные ролики и привод вращения. Привод вращения выполнен в виде закрепленного на одном из валов шкива, связанного посредством гибкой передачи 18 с роликом 6 средства для фиксации дорна 1. 2 з.п. ф-лы, 3 ил.
22
// //
УХ/У,
Y7/Y/777/I
ту////////л
S
фие.З
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для нанесения полимерного покрытия на тканевый рукав | 1989 |
|
SU1684085A1 |
| Солесос | 1922 |
|
SU29A1 |
