Изобретение относится к области экструзионного оборудования, в частности к головкам экструдера для получения рукавной полимерной пленки с центральным подводом расплава и устройством для внутреннего охлаждения пленочного рукава 1.
Недостатком указанных головок является низкое качество изготавливаемой пленки.
Известна головка экструдера для изготовления рукавной полимерной пленки, содержапдая снабженный центральным каналом для подвода расплава приводом для сообпхения ему вращения и устройством для внутреннего охлаждения рукава корпус, в котором смонтировань дорн с дорнодержателем и мундштук, образующие между собой формующий канал, и систему трубопроводов для подвода и отвода охлаждающей ереды 2.
Недостатком головки является низкое качество получаемой пленки, так как очень длинные формующие каналы и возникающие колебания температуры расплава обусловливают неоднородность в пленке.
Кроме того, известная головка имеет большие габариты, так как система подводящих и отводящих трубопроводов размещена по
ОСИ головки и вращается вместе с последней.
Пель изобретения - повышение нроизводительности го.ювки и улучлиенпе качества изготавливаемой пленки.
Указанная цель достигается тем, что в дорне выполнены осевые концентричные каналы, сообщающиеся с устройством для охлаждения рукава и с радиальными кана;1ами, которые выполнены в дорнодержателе и соединены кольцевыми камерами, смонтированными на дорнодержателе, с системой трубопроводов для подвода и отвода охлаждающей среды, нри этом дорнодержатель выполнен в виде двух размещенных друг над другом кольцевых элементов, пз которых состоит из наружных и внутренних концентричных колец, между которыми расположен нагреватель. Нагреватель выполнен в виде ленточного электронагревателя с присоединительным кабелем, соединенным с контактными кольцами ii размепхенным в пазу, выполненном в нижнем кольпевом элементе дорнодержателя.
Радиальные каналы для подвода о.хлаждающей среды выполнены в верхнем кольцевом элементе дорнодержателя, а радиаль
каналы для отвода охлаждающей срсД1 1 li нижнем к().1ьцев{)1 э-лемеите дорлодержате.ля, нрпчем ука:- а11ные ка 1а;1ы едвннут1 1 отноеительно друг друга и радиальном наиранлеини. Форма н )i)i трубонроиодов Д.1Я подвода н отвода охлаждающей ере.чы libHio.ineiii) идентичными форме н разMipa.M рад.нальн1 1х i atia;iOii дорнодержате.чя. Ко.1ьиевь 0 каме)ы снабжены фнкса Ч)ром и унлогн1Г1Ч 1Ьным кольцом, укрен.ченным на наружных Ko.ibuax дорнодержателя. Ко.тьневые каме|1ы н каналы д.чя подвода н отвода ох.1а/кдак)ний ереды тен.юн.чо.шрованы.
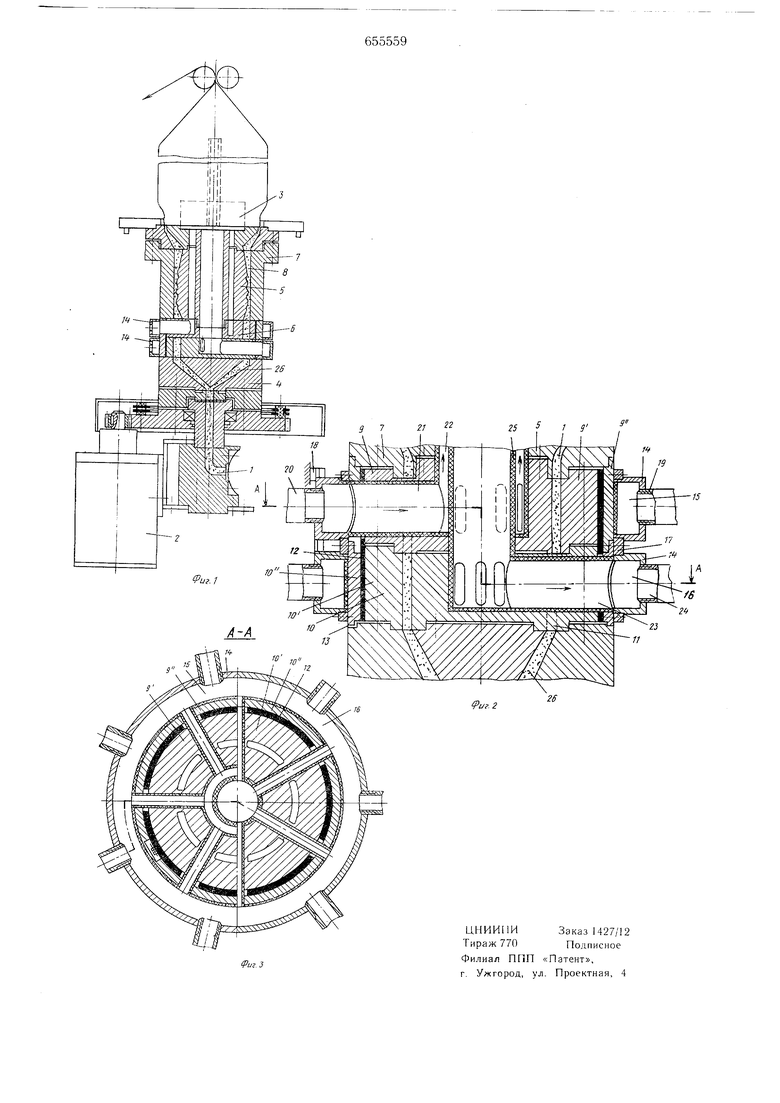
Па фил . 1 Н() 1оловка экструдера; па (jJHr. 2 - дорнодсржате.И) головки; на (j)Hi. о - разрез Л Л (})иг. 2.
Го;1овка -ЛчСр дера содержит снабженный ионтр;;;:ьП| 1 1 Kaiia.ioM д.1я иодвода ,1ава :1;) 2 для сообщения ему 1 |1а1немня ii усгройенюм . дли виут)еннег() охлаждения рукава ко)нуе 4, в котором смонтирова1И 1 дорн 5 с дорнодержателем 6 II мундиггук 7. образуюшне между собой ()ормуклдий кана.т 8.
Дориоде1)жатель 6 вьиюлнен в виде двух размеи1енных друг над другом кольцевых элементов 9 н 10. причем каждый указанный элемент дорнодержателя имеет о Н1есть ребер 11, кото)ые располагаются перпендикулярно но отиои1ению к оен головки. Ребра 11 и элементы дорнодержателя изготавливаются в виде одной детали так, что ребра 11 р.ндны только на фиг. 2. Элементы 9 и 0 дорнодержателя еостоят из соединенных между собой наружных 9 н 10н внутренних 9, 10 концентричных колец.
В плоскости разъема между внутренними 9, 10 и наружными 9, 10 кольцами находится кольцевая нагревательная леита 12. Электрический присоединительный кабель (па чертеже не показан) подводится к контактным (коллекторному) кольцам головки по иазу 13, выполненным в наружном кольце 10.
Благодаря размещению кольцевой нагревательной .леиты 12 в элементах дорнодержателя 9, 10 нредотвращается вредный нагрев охлаждающего воздуха.
Для подвода и отвода охлаждающего воздуха к головке или от нее к элементам 9, 10 енаружи прикреплены кольцевые камеры 14 с кольцевыми каналами 15 и 16. Установка и направление кольцевых ка.мер 14 осуществляется .металлическими кольцами 17, которые одновре.менно осуществляют уплотнение. Металлические кольца 17 прочно соединены винтами с вращающимися элементами 9 и 10 дорнодержателя 6. Чтобы предотвратить возможность вращения кольцевых камер 14, они снабжены фикеаторо.м 18. Камеры 14 имеют патрубки 19, которые гибкими подводящими трубопроводами 20 связаны с воздуходувками (на чертежах не
ноказа1ии). Охлаждаюниж воздух подается к устройству ;5 д,1я внутреннего охлаждения воз.туходувкой. В елучае необходимости можно вк.иочить доиолнительно теплообменник. 5 ()хлаждак)Н1нй воздух идет через гибкие трубопроводы 20 в неподвижный ко.льцевой каиал 15 и через радиальные каналы 21, выполненные в дорнодержателе 6, в концентричный канал 22, который выполнен в дорне 5 п присоединен к устройству 3 для внутреннего охлаждения рукава. Колнчеетво подводящих трубопроводов 20 к кольцевому кана.лу 15 и каналов 21 выбираетея так, чтобы нри в)ащении 1оловки всегда один или два трубопровода ноетоянно перекрывали один нли два канала 21 или имели неиосредственН1з|й контакт. Благодаря этому частичные воздушные потоки попадают непосредственно из гибких трубоироводов 20 в кольцевой канал 22, что енособствует значительному уменьи1енн1о пульсации охлаждающего воздуха.
В конструктивном иримере для иодвода ох.чаждающего воздуха предуематривеется сеть подводящих трубопроводов 20 и HjecTb радиальных каналов 21 для дальнейп его прохода воздуха в ко1щентричный кольцевой 5 канал 22 дорна 5.
При увеличении этого числа трубопроводов 20 и радиальных каналов 21 во время вращения головки неизбежно иерекрывается более двух трубонроводов 20 с каналами 21. Лучилим вариантом является тот, при котором геометричеекая форма и размеры отверстия трубопроводов 20 идентичны с формой и размерами кан-алов 21.
В этом случае пульсация охлаждающего воздуха в копцентричном канале 22 умень5 шаетея до минимума. Отсос нагретого в пленочном рукаве воздуха оеуществ.ляетея ноетоянно воздуходувкой. При этом воздух проходит через радиальный канал 23 и нопадает в кольцевой канал 16, из которого воздух через отводящие трубопроводы 24 выводится наружу.
Находящийся в пленочно.м рукаве воздух благодаря такой круговой системе постоянно заменяетея и может также следовать в обратном порядке. Для предотвращения 5 дополнительного нагрева охлаждающего воздуха вее каналы для подвода воздуха снабжены теплоизоляцией 25. В нижней части головки выполнен распределительный канал 26.
Как показано на фиг. 2 и 3, каналы 21, 0 22 для подвода и каналы 23, 25 для отвода охлаждающей среды выполнены едвинуты.ми относительно друг друга, причем радиальные каналы 21 для подвода охлаждающей среды находятся в верхнем кольцевом элементе 9 дорнодержателя, а радиальные каналы 23 для отвода охлаждаюцдей среды - в нижнем кольцевом элементе 10. Кроме того. каналы 21 для подвода и каналы 23 для отвода воздуха сдвинуты в радиальном направлении (фиг. 3). Это дает возможность умсныиить высоту ребер 11 до необходимого минимального размера, чт( уменьншет влияние последних на скорость течения расплава. Работа головки заключается в следуюHieM. Расплав полимера подается экструдером, пе показанным на чертеже, через центральный канал 1 в распределительный каria.i 26, имеюнлийся с нижней части головки, обтекает ребра 11 дорнодержателя 6 и течет далыне в кольцевой канал 8, образованный дерном 5 и мупдп1туком 7, в котором происходит сг:1ажнвание продольных швов, вызванных наличием ребер дорнодержателя в потоке раснлава термопласта. Расплавленный полимер непосредственно после выхода из головки раздувается, охлаждается паружным обдувательным кольцом, сплющивается и наматывается в рулон, Благодаря выполнению в дорпе осевых концентричных кана.чов, сообщаюплихся с устройством для охлаждения рукава и с радиальными каналами, которые выполнены в дорнодержателе и соединены кольцевыми камерами с системой трубопроводов для подвода и отвода охлаждающей среды, интенсифицируется процесс охлаждения рукавной пленки, что улучшает ее качество и увеличивает производительпость экструзионной головки. Формула изобретения 1. Головка экструдера для изготовления рукавной полимерной пленки, содержащая снабженный центральным каналом для подвода расплава приводом для сообщения ему вращения и устройством для внутреннего охлаждения рукава корпус, в котором смонтированы дорн с дорнодержателем и мундштук, образующие между собой формующий канал, и систему трубопроводов для подвод,а и отвода охлаждающей среды, отличающаяся тем, что, с целью повышения производительности головки и улучшения качества изготавливаемой пленки, в дорне выполнены осевые концентричные каналы, сообщающиеся с устройством для охлаждения рукава и с радиальными каналами, которые выполнены в дорнодержателе и соединены кольцевыми камерами, смонтированными на дорнодержателе, с системой трубопроводов для подвода и отвода охлаждающей среды, при этом дорнодержатель выполнен в виде двух размещенных друг над другом кольцевых элементов, каждый из которых состоит из наружных и внутренних концентричных колец. 2.Головка но п. 1, отличающаяся тем, что она снабжена нагревателем, расположенным между концентричными кольцами дорнодержателя. 3.Головка по пп. 1-2, отличающаяся тем, что нагреватель выполнен в виде ленточного электронагревателя с присоединительным кабелем, соединенным с контактными кольцами и размещенным в пазу, выпо,1ненном в нижнем кольцевом элементе дорнодержателя. 4.Головка по п. 1, отличающаяся тем. что радиальные каналы для подвода охлаждающей среды выполнены в верхнем кольцевом элементе дорнодержателя, а радиальные каналы для отвода охлаждающей среды - в нижнем кольцевом элементе дорнодержателя, причем указанные каналы сдвинуты друг относительно друга в радиальном направлении. 5.Головка по п. 1, отличающаяся тем, что форма и размеры трубопроводов для подвода и отвода охлаждающей среды выполнены идентичными форме и размерам радиальных каналов дорнодержателя. 6.Головка по пп. 1-5, отличающаяся тем, что кольцевые камеры спабн ены фиксатором и уплотнительпым кольцом, укрепленным на наружных кольцах дорнодержателя. 7.Головка по пп. 1-6, отличающаяся тем, что кольцевые камеры п каналы для подвода и отвода охлаждающей среды теплоизолированы. Приоритет по пунктам и признакам 23.04.75 по п. 1 - признаки: в дорне вьпюлнены осев1,|е концентричные каналы, сообщающиеся с устройством для охлаждения рукава и с радиальными каналами, которые вьшолнены в дорнодержателе и соединены кольцевыми камерами, смонтированными на дорнодержателе, е системой трубопрово.адв для подвода и отвода охлаждающей среды; и по п. 418.11.75 по и. 1 - признаки; нри этом дорнодержатель выполнен в виде двух размещенных друг над другом кольцевых элементов, каждый из которых состоит из наружных и внутренних концентричных колец; по пп. 2,. 3, 5-7. Источники информации, принятые во внимание при экспертизе 1.Шифрина В. С., Самосатскнй Н. И. Полиэтилен. Переработка и применение. Госхимиздат. Л., 1961, с. 123, р. 117. 2.Патент США N° 3724978, кл. В 28 В 21/36, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения рукавной полимерной пленки | 1981 |
|
SU958120A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПЛАСТМАССОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2471624C1 |
| Охлаждающее устройство для пленочного рукава | 1984 |
|
SU1500148A3 |
| Головка для получения пленочных руковов экструзией с раздувом из термопластичных масс | 1985 |
|
SU1378779A3 |
| Дорнодержатель экструзионных головок для полимеров | 1977 |
|
SU870171A1 |
| Устройство для изготовления экструдируемых цилиндрических изделий | 1972 |
|
SU455867A1 |