(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения полимерного покрытия на тканевый рукав | 1989 |
|
SU1761536A1 |
| ОТКРЫВАЮЩЕЕ СРЕДСТВО ДЛЯ КОНТЕЙНЕРА СО ЩИПЦОВЫМ ВЕРХОМ | 1996 |
|
RU2169108C2 |
| Установка для нанесения полимерного покрытия на тканевый рукав | 1989 |
|
SU1684085A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| Установка для нанесения покрытия на длинномерное трубчатое полотно | 1986 |
|
SU1380800A1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕЛА ОСИ ТРАНСПОРТНОГО СРЕДСТВА, А ТАКЖЕ ТЕЛО ОСИ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2763995C2 |
Изобретение позволяет повысить экономичность и качество соединительного стыка соединения трубных тканевых заготовок при изготовлении гибких шахтных вентиляцион -, ных труб благодаря сохранению толщины покрытия и снижению отходов Разделку торцов соединяемых заготовок выполняют по форме ответных друг другу вырезов в виде одного витка спирали с шагом, превышающим двойную ширину шва. Затем заготовки склеивают. По линии, соединяющей концы спирали, образуют по дпине заготовок гребень для крепления средств подвески трубы. В местах пересечения гребня со спиральным швом уменьшают его толщину на одну толщину стенки заготовки 4 ил.
Изобретение относится к машиностроению и касается технологии производства гибких вентиляционных труб, предназначенных для подачи воздуха при проведении горных выработок.
Цель изобретения - повышение экономичности и качества соединительного стыка за счет сохранения толщины покрытия в предельно допустимых пределах и снижения отходов.
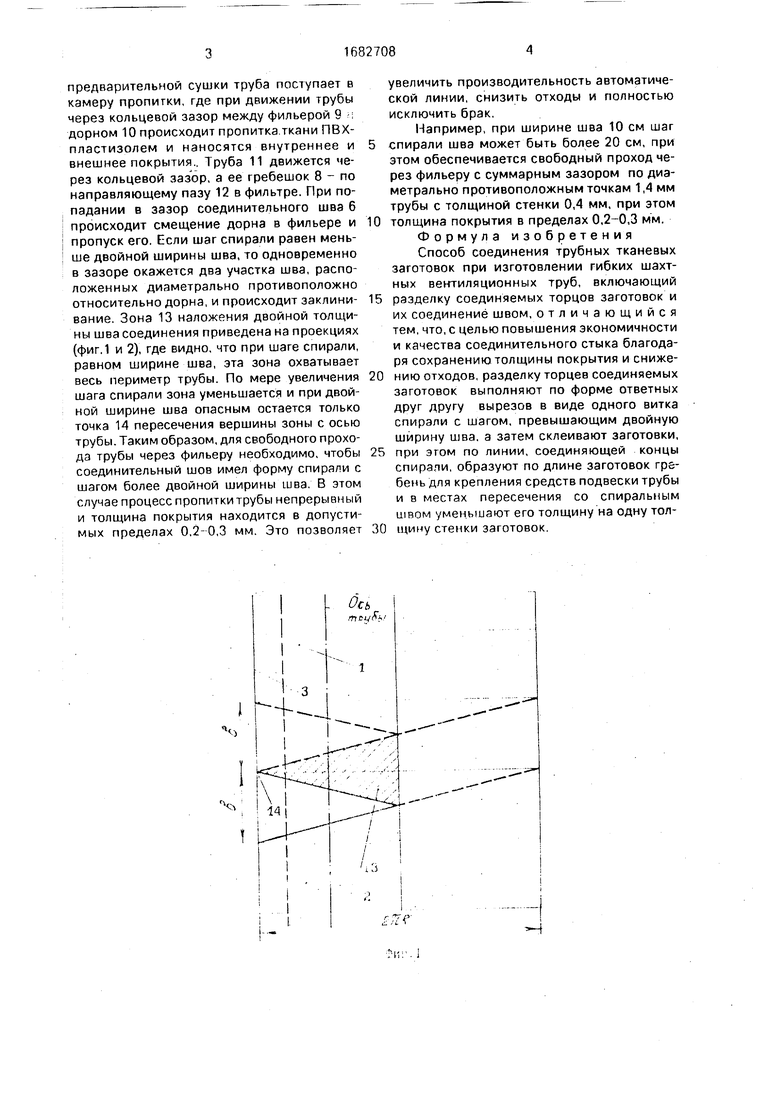
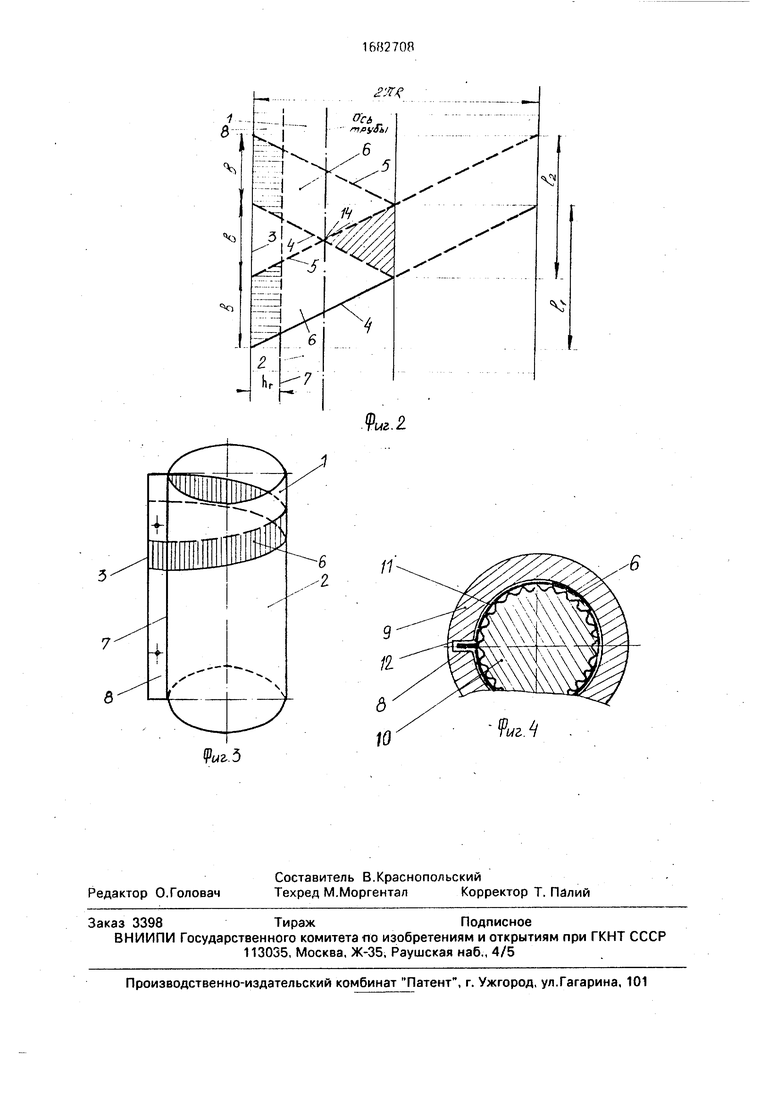
На фиг.1 и 2 показаны развертки участков трубы в месте соединения при шаге спирали шва, соответственно равном одной и двум ширине шва; на фиг.З - участок трубы со швом, общий вид; на фиг.4 - расположение трубы в фильтре, план
Для соединения двух тканевых трубчатых заготовок 1 и 2 производят разделку и подготовку торцов. На горизонтальной плоскости укладывают концы заготовок, намечают линию подвески 3 и производят вырез
на торце заготовки 1 по наклонной линии 4 и участок h линии 3 Аналогичный вырез осуществляют и на конце заготовки 2 (наклонная линия 5 и участок г линии 3). Выре- занные уч астки удаляют и начинают формировать шов шириной о, для чего на зону шва 6 на заготовках наносят на одну половину ширины покрытие ПВХ-пласти- золь, а на другую - латекс. При наложении поверхностей происходит склеивание заготовок. Одновременно производится склеивание по линии 7 части трубы для образования гребня 8 шириной hr для подвески трубы. Гребень проходит по всей длине трубы и включает в себя продольный шов по линии 3 зоны соединения заготовок. В связи с тем, что в местах пересечения гребня со швами его толщина составляет три толщины стенки, необходимо за счет шва уменьшить на одну толщину, чтобы обеспечить проход трубы через фильеру После
О 00
ю
VJ
о
00
предварительной сушки труба поступает в камеру пропитки, где при движении трубы через кольцевой зазор между фильерой 9 дорном 10 происходит пропитка ткани ПВХ- пластизолем и наносятся внутреннее и внешнее покрытия.. Труба 11 движется через кольцевой зазор, а ее гребешок 8 - по направляющему пазу 12 в фильтре. При попадании в зазор соединительного шва 6 происходит смещение дорна в фильере и пропуск его. Если шаг спирали равен меньше двойной ширины шва, то одновременно в зазоре окажется два участка шва, расположенных диаметрально противоположно относительно дорна, и происходит заклини- вание. Зона 13 наложения двойной толщины шва соединения приведена на проекциях (фиг.1 и 2), где видно, что при шаге спирали, равном ширине шва, эта зона охватывает весь периметр трубы. По мере увеличения шага спирали зона уменьшается и при двойной ширине шва опасным остается только точка 14 пересечения вершины зоны с осью трубы. Таким образом, для свободного прохода трубы через фильеру необходимо, чтобы соединительный шов имел форму спирали с шагом более двойной ширины шва. В этом случае процесс пропиткитрубы непрерывный и толщина покрытия находится в допустимых пределах 0,2-0,3 мм. Это позволяет
увеличить производительность автоматической линии, снизить отходы и полностью исключить брак.
Например, при ширине шва 10 см шаг спирали шва может быть более 20 см, при этом обеспечивается свободный проход через фильеру с суммарным зазором по диаметрально противоположным точкам 1,4 мм трубы с толщиной стенки 0,4 мм, при этом толщина покрытия в пределах 0,2-0,3 мм. Формула изобретения Способ соединения трубных тканевых заготовок при изготовлении гибких шахтных вентиляционных труб, включающий разделку соединяемых торцов заготовок и их соединение швом, отличающийся тем, что, с целью повышения экономичности и качества соединительного стыка благодаря сохранению толщины покрытия и снижению отходов, разделку торцев соединяемых заготовок выполняют по форме ответных друг другу вырезов в виде одного витка спирали с шагом, превышающим двойную ширину шва. а затем склеивают заготовки, при этом по линии, соединяющей концы спирали, образуют по длине заготовок гребень для крепления средств подвески трубы и в местах пересечения со спиральным швом уменьшают его толщину на одну толщину стенки заготовок
М
8
%
Ч V)
f.Tf
Ч
| Установка для нанесения покрытия на длинномерное трубчатое полотно | 1986 |
|
SU1380800A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
