сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1752573A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761537A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761541A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803331A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1837014A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1803329A1 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1761543A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803330A1 |
| Способ изготовления зубчатых резинотросовых лент и устройство для его осуществления | 1990 |
|
SU1837016A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761539A2 |

Изобретение относится к области изготовления резиновых технических изделий и может быть использовано для изготовления приводных кордшнуровых ремней, в частности, зубчатых. Цель изобретения - расширение технологических возможностей устройства при повышении качества собираемых лент. Для этого на обращенных к обойме торцах приводного и натяжного валков с возможностью совместного вращения с ними и аксиального перемещения относительно них смонтированы диски. Диски имеют на наружной цилиндрической поверхности чередующиеся выступы и впадины для прохода стержней и поддержания поперечной арматуры резинотросовой ленты во время сборки Количество впадин дисков равно количеству впадин соответствующих им звездочек. Устройство позволяет производить сборку достаточно широких резинотросо- вых лент. 4 ил.
Изобретение относится к области изготовления резиновых технических изделий и может быть использовано для изготовления приводных кордшнуровых ремней, в частности зубчатых.
Целью настоящего изобретения является расширение технологических возможностей устройства при одновременном повышении качества собираемых резинот- росовых лент.
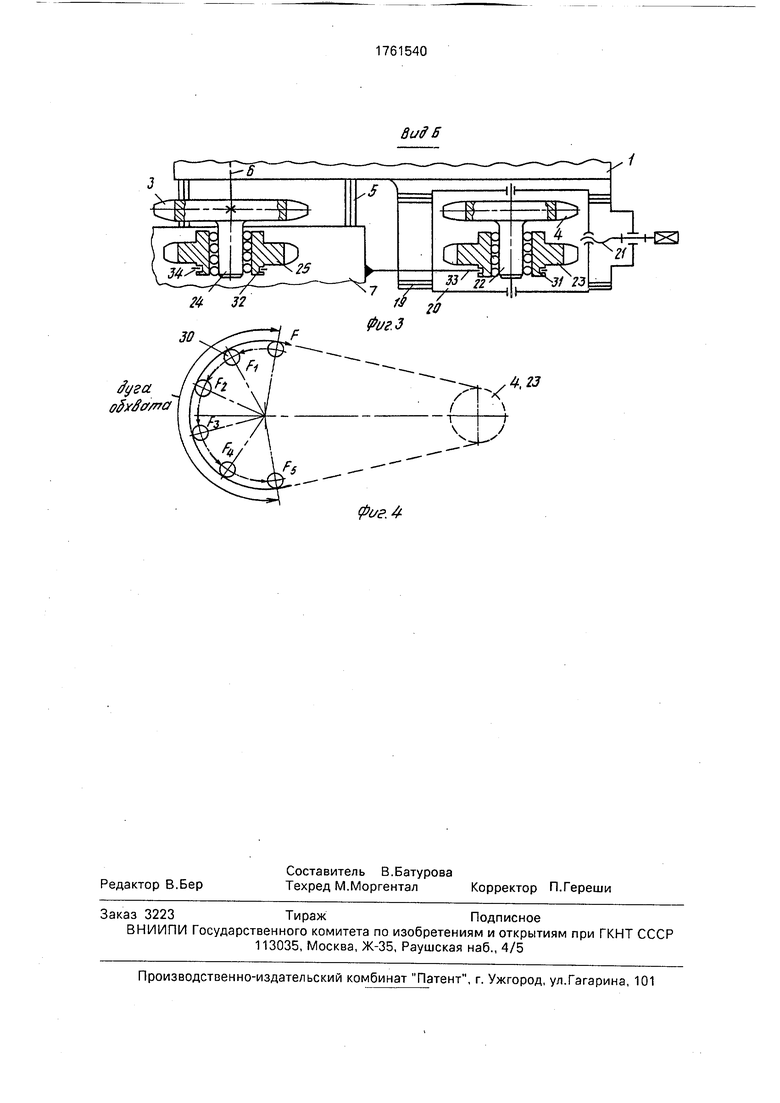
На фиг, 1 схематично изображено предлагаемое устройство для сборки резинотро- совых лент; на фиг. 2 - вид А фиг. 1; на фиг. 3 - вид Б фиг. 1; на фиг. 4 - схема распределения усилий при сборке.
Устройство для сборки резинотросовых лент содержит консольно смонтированные на основании 1 приводной и натяжной валки в виде охватываемых бесконечной вту- лочно-роликовой цепью 2 звездочек 3 и 4 соответственно. На направляющих 5 основания 1 установлена с возможностью перемещения в параллельном валу 6 приводного валка направлении каретка 7. В верхней части каретки 7 с возможностью вращения относительно нее в опорах качения установлена обойма 8 с нитеводителем 9, эксцент- ричным относительно оси вращения обоймы 8, и подторможенный шпулярник 10. Заодно с обоймой 8 выполнен зубчатый
vl О
СЛ N О
шкив 11, который через зубчатый ремень 12 связан со шкивом 13, сидящим на валу 14. Последний посредством зубчато-ременной передачи 15 связан с валом 6 приводного валка, который посредством зубчатой передачи 16 связан с электродвигателем 17.
С валом 14 кинематически связан ходовой винт 18 для перемещения каретки 7.
На основании 1 имеются направляющие 19, расположенные перпендикулярно направляющим 5. На направляющих 19 установлены салазки 20 с регулировочным винтом 21. На салазках 20 посредством оси 22 установлена звездочка 4, на обращенном к обойме торце натяжного валка - звездочки 4 на оси 22 с возможностью вращения вместе со звездочкой и аксиального перемещения относительно нее смонтирован диск 23. На обращенном к обойме торце приводного валка - звездочки 3 имеется ось 24, на которой с возможностью вращения вместе со звездочкой 3 и аксиального перемещения относительно нее смонтирован диск 25. Диски 23 и 25 имеют на наружной цилиндрической поверхности выступы 26 и впадины 27 для прохода стержней 28 и поддерживания поперечной арматуры резинот- росовой ленты во время сборки. Стержни 28 для установки поперечной арматуры закреплены во втулках втулочно-роликовой цепи 2 и имеют цилиндрические пояски 29 и консольные участки для надевания поперечной арматуры лент в виде гуммированных втулок 30.
Количество впадин дисков 23 и 25 равно количеству впадин соответствующих им звездочек 4 и 3. Дно впадин 27 выполнено полукруглым с радиусом, равным наружному радиусу гуммированной втулки 30 с навитым на нее тросом. При этом глубина впадины должна обеспечивать зазор между диском и наружной поверхностью втулки 30 с тросом. Диски 23 и 25 имеют кольцевые канавки 31 и 32 для захода вилок 33 и 34, закрепленных на каретке 7.
Устройство работает следующим образом.
На стержни 28 устанавливаются гуммированные втулки 30 и фиксируются в осевом направлении. В начале работы диски 23 и 25 находятся у торцов звездочек 4 и 3 (см. фиг, 1). После включения электродвигателя 17 приводится во вращение вал 6 со звездочкой 3 и диском 25, а через зубчатоременную передачу - вал 14 и винт 18, а от вала 14 - через зубчатый ремень 12 - обойма 8. Звездочкой 3 протягивается втулочно-роликовая цепь 2, а нитеводитель 9 тросом 35 последовательно обматывает втулки 30.
Поскольку в первоначальный момент диски 23, 25 смещены к торцам соответствующих звездочек, то впадины дисков взаимодействуют с поясками 29 стержней 28,
диаметр которых равен диаметру втулок 30 с намотанным на них тросом 35. Благодаря этому навивка троса 35 начинается у крайнего левого (фиг. 1) торца втулок 30, то есть используется вся длина втулок. Однако по
0 мере вращения винта 18 каретка 7 смещается вправо (фиг. 1), обеспечивая тем самым навивку троса на втулки с заданным шагом. При этом с помощью вилок 33, 34 обеспечивается синхронное перемещение дисков с
5 кареткой 7 вдоль осей 22 и 24.
По мере навивки троса на втулки 30 не происходит существенного изгиба стержней 28, так как на ряду с жестким защемлением в цепи 2 стержни 28 постоянно
0 поддерживаются подвижной опорой в виде дисков 23, 25. Для уменьшения изгиба стержней 28 желательно осуществлять навивку троса по схеме, представленной на фиг. 4. По этой схеме навивается втулка 30, являю5 щаяся последней на дуге обхвата, а усилие F навивки троса распределяется между соответствующими впадинами диска 25, находящимися на дуге обхвата. При ином направлении силы F нагруженными этой си0 лой оказываются участки троса на свободных ветвях (вне дуг обхвата).
Диск 25 воспринимает основную часть усилия навивки, а диск 23 является дополнительной опорой для стержней 28 и позволя5 ет обеспечить их прямолинейность на всей длине заготовки.
После укладки на втулки 30 заданного числа рядов троса 35 навивка заканчивается, бесконечная заготовка ленты покрывает0 ся эластомером, снимается со стержней 28 и направляется на вулканизацию.
Предлагаемое устройство позволяет производить сборку достаточно широких резинотросовых лент с одновременным по5 вышением их качества, достигаемым за счет повышения жесткости элементов ленты при сборке и обеспечения тем самым их заданного относительного положения при сборке.
0
Формула изобретения Устройство для сборки резинотросовых лент, содержащее консольно смонтированные приводной и натяжной валки в виде
5 охватываемых бесконечной втулочно-роликовой цепью звездочек, установленные во втулках цепи стержни для установки поперечной арматуры резинотросовой ленты, ус- тановленную на ходовом винте с возможностью перемещения в параллельном валу приводного валка направлении каретку, обойму с эксцентрично расположенным нитеводителем, смонтированную на каретке с возможностью вращения и кинематически связанную с валом приводного валка, отличающееся тем, что, с целью расширения технологических возможностей устройства при повышении качества собираемых лент, на обращенных к обойме торцах приводного и натяжногп вяпкпв с
S
0
возможностью совместного вращения с ними и аксиального перемещения относительно них смонтированы диски, имеющие на наружной цилиндрической поверхности чередующиеся выступы и впадины для прохода стержней и поддержания поперечной арматуры резинотросовой ленты во время сборки, причем количество впадин дисков равно количеству впадин соответствующих им звездочек.
fO
21
20
риг. 2
дуга o$yЈ0/na
BuffB
ё i:Ti tS)
оч x
pt/e.4
| Устройство для сборки резинотросовых лент | 1986 |
|
SU1431956A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1669756A1 |
| Солесос | 1922 |
|
SU29A1 |
