Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления приводных кордшнуровых ремней, в частности зубчатых.
Цель изобретения - расширение технологических возможностей устройства при повышении качества лент.
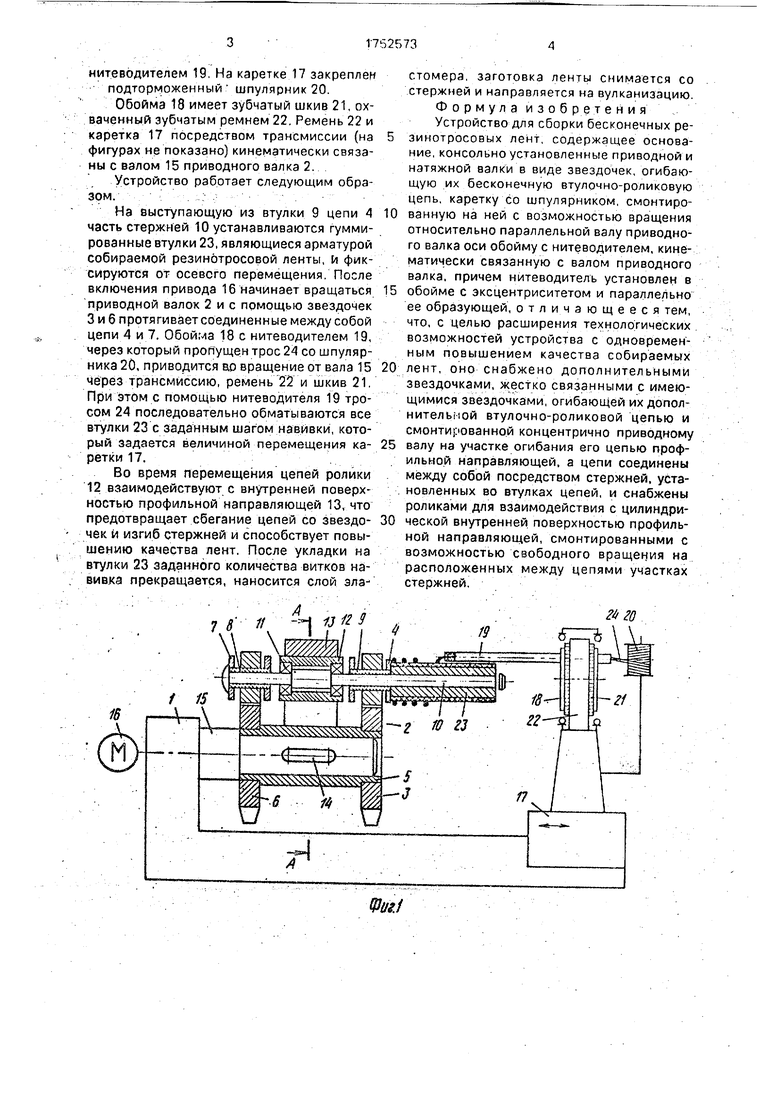
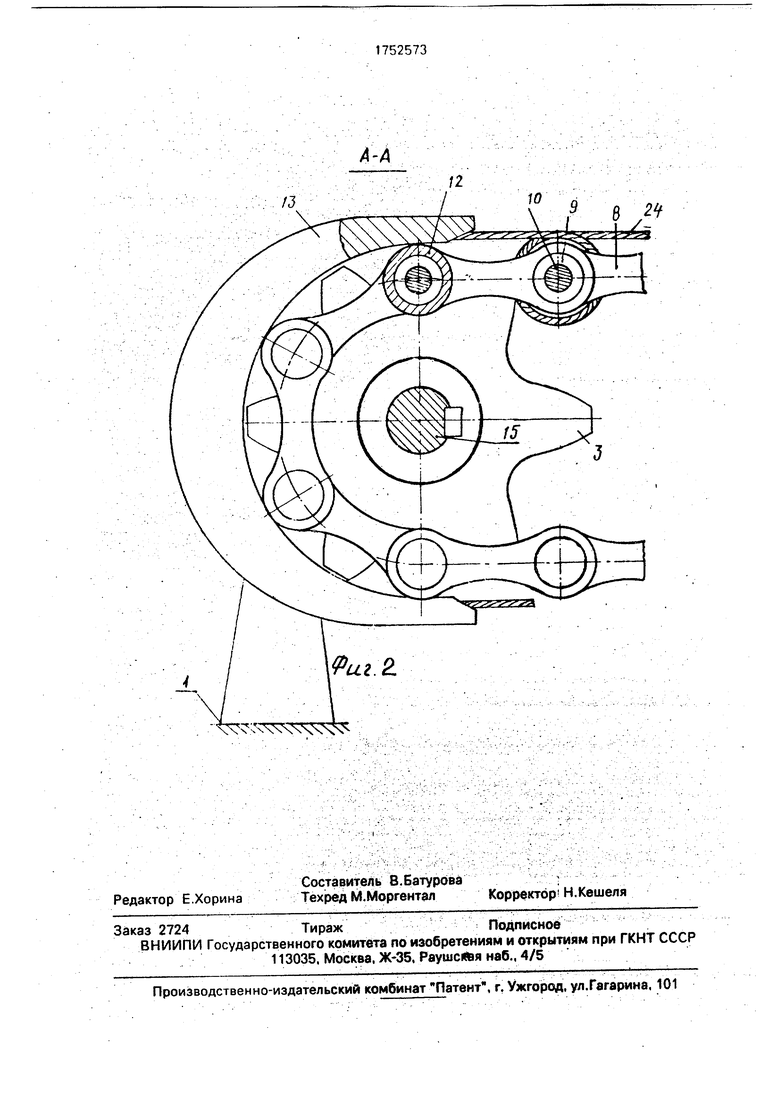
На фиг. 1 изображено предлагаемое устройство для сборки резинотросовых лент; на фиг. 2 - разрез А-А на фиг. 1,
Устройство для сборки бесконечных резинотросовых лент содержит консольно смонтированные на основании 1 приводной 2 и натяжной (на фигурах не показан) валки, выполненные в виде звездочек 3 и огибающей их втулочно-роликовой цепи 4. Со звездочками 3 посредством втулок 5 жестко связаны дополнительные звездочки 6, огибаемые дополнительной втулочно-ролико- вой цепью 7. Втулки 8 цепи 7 расположены соосно втулкам 9 цепи 4. Цепи 4 и 7 соединены между собой посредством стержней 10, установленных во втулках 8 и 9. На расположенных между цепями 4 и 7 участках стержней 10 посредством подшипников 11 с возможностью вращения смонтированы ролики 12.
В зоне охвата цепями приводного валка 2 концентрично последнему установлена профильная направляющая 13, внутренняя боковая поверхность которой предназначена для взаимодействия с роликами 12.
Втулка 5 посредством шпоночного соединения 14 связана с валом 15 приводного валка 2, снабженного приводом 16 вращения.
На основании 1 с возможностью возвратно-поступательного перемещения установлена каретка 17. На каретке 17 с возможностью вращения относительно параллельной валку 15 оси смонтирована обойма 18 с эксцентрично расположенным
1 ел ю
ел VI
со
нитеводителем 19. На каретке 17 закреплен подторможенный шпулярник 20.
Обойма 18 имеет зубчатый шкив 21, охваченный зубчатым ремнем 22. Ремень 22 и каретка 17 посредством трансмиссии (на фигурах не показано) кинематически связаны с валом 15 приводного валка 2.
Устройство работает следующим образом.
На выступающую из втулки 9 цепи 4 часть стержней 10 устанавливаются гуммированные втулки 23, являющиеся арматурой собираемой резинотросовой ленты, и фиксируются от осевого перемещения. После включения привода 16 начинает вращаться приводной взлох 2 и с помощью звездочек 3 и 6 протягиваетсоединенные между собой цепи А и 7. Обойма 18 с нитеводителем 19, через который пропущен трос 24 со шпуляр- ника 20, приводится во вращение от вала 15 через трансмиссию, ремень 22 и шкив 21, При этом с помощью нитеводителя 19 тросом 24 последовательно обматываются все втулки 23 с заданным шагом навивки, который задается величиной перемещения каретки 17.
Во время перемещения цепей ролики 12 взаимодействуют с внутренней поверхностью профильной направляющей 13, что предотвращает сбегание цепей со звездочек и изгиб стержней и способствует повышению качества лент. После укладки на втулки 23 заданного количества витков навивка прекращается, наносится слой зла-
0
стомера, заготовка ленты снимается со стержней и направляется на вулканизацию. Формула изобретения Устройство для сборки бесконечных ре- зинотросовых лент, содержащее основание, консольно установленные приводной и натяжной валки в виде звездочек, огибающую их бесконечную втулочно-роликовую цепь, каретку со шпулярником, смонтированную на ней с возможностью вращения относительно параллельной валу приводного валка оси обойму с нитеводителем, кинематически связанную с валом приводного валка, причем нитеводитель установлен в
5 обойме с эксцентриситетом и параллельно ее образующей, отличающееся тем, что, с целью расширения технологических возможностей устройства с одновременным повышением качества собираемых лент, оно снабжено дополнительными звездочками, жестко связанными с имеющимися звездочками, огибающей их дополнительной втулочно-роликовой цепью и смонтированной концентрично приводному
5 валу на участке огибания его цепью профильной направляющей, а цепи соединены между собой посредством стержней, установленных во втулках цепей, и снабжены роликами для взаимодействия с цилиндри0 ческой внутренней поверхностью профильной направляющей, смонтированными с возможностью свободного вращения на расположенных между цепями участках стержней.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761541A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761537A2 |
| Устройство для сборки резинотросовых лент | 1988 |
|
SU1761540A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1803329A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803331A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1990 |
|
SU1837015A1 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1761543A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803330A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761539A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1669756A1 |
Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления приводных кордшнуровых ремней, в частности зубчатых. Цель изобретения - расширение технологических возможностей устройства nprt повышении качества лент. Для этого оно снабжено дополнительными звездичка- ми 6, жестко связанными с имеющимися 3, и огибающей их дополнительной втулочно- роликовой цепью 7. Концентрично приводному валку 2 смонтирована профильная направляющая 13, Цепи 4, 7 и соединены между собой посредством стержней 10, установленных в их втулках 8,9, На размещенных между цепями участках стержней 10 смонтированы с возможностью свободного вращения ролики 12 для взаимодействия с внутренней поверхностью направляющей 13. Благодаря предлагаемой конструкции устройства предотвращаются прогиб стержней 10 и сбегание цепей со звездочек. 2 ил (Л
А
Л v 1
13 US
19
4 20 AJ
/3
8 W
| ВСЕСОЮЗНАЯ | 0 |
|
SU376265A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1669756A1 |
| Солесос | 1922 |
|
SU29A1 |
