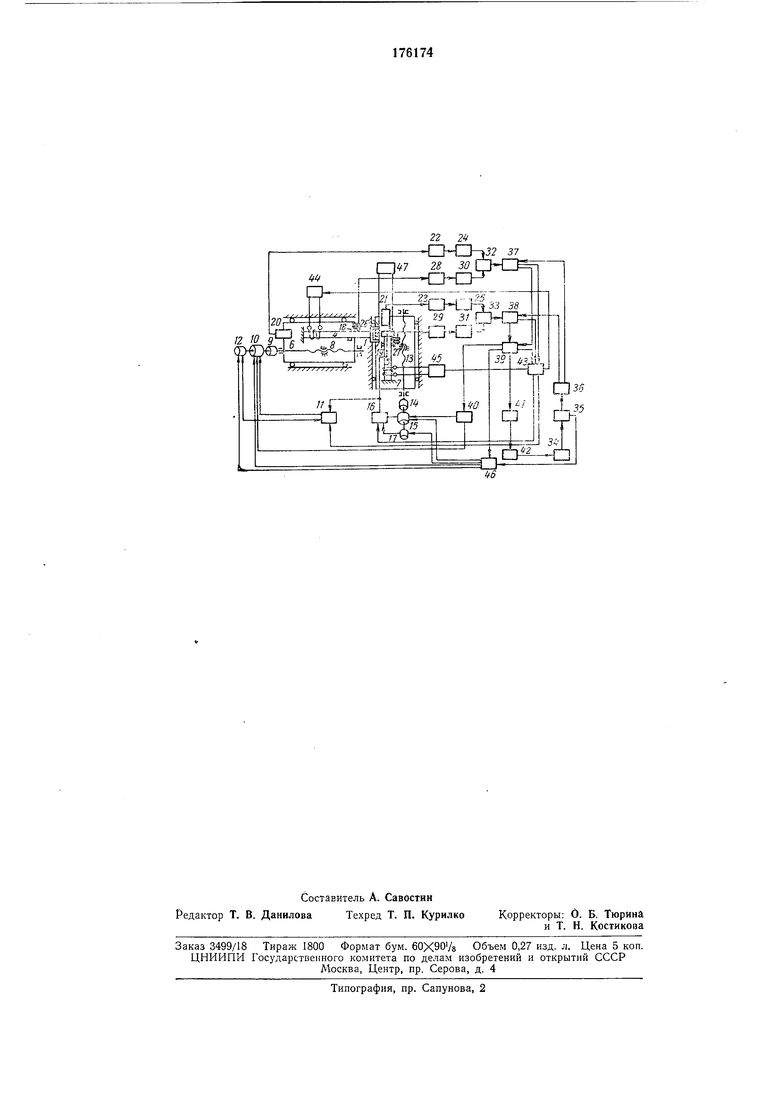
Известны устройства для коррекции кинематических цепей посредством магнитостриктора, катушка которого питается напряжением, пропорциональным угловому рассогласованию инструмента и детали. jb предложенной электроискровой установке с программным управлением ведется коррекция динамических ошиоок системы управления и повышена точность обработки, для чего на одном из магнитострикторов установлена исследуемая деталь, а на другом-электрод, и определение деиствите.|1ьниго иолол ения электрода относительно детали по каждой координате производятся путем алгеораического суммирования цифровых значении положений координатного стола и конца магнитостриктора. Для коррекции динамических ошибок по всему контуру при малых значениях смещений концов магнитострикторов и для перевода их в нулевые положения могут быть использованы следящие системы, перемещающие координатные столы на величину смещения концов магнитострнкторов. На чертеже изображена блок-схема описываемой установки. Направляющее устройство / с обрабатывающим электродом 2 и деталь 3 закреплены соответственно на магнитострикторах 4 -л 5, которые, в свою очередь, закреплены на координатных столах 6 и 7. Микрометрический БИНТ , вращаемый редуктором Э электродвигателя Ш, перемещает координатный стол 6. Электродвигателем управляет электронный усилитель 11, на вход которого поданы напряжения с искрового промел-сутка мелсду электродом 2 и деталью о и напряжение скоростной обратной связи с тахогенератора 12. Перемещение по второй координатной оси производят аналогичные элементы привода- микрометрический винт Г6, редуктор 14, электродвигатель 15, усилитель 0 и тахогенератор /7. Свободные концы магнитострикторов расположены в шариковых направляющих 16 и 19. Иолол ение координатных столов измеряют устройства 20 и 21, основанные на оптических диффракционных рещетках и фототриодах для считывания муаровых полос. Импульсы с измерительных устройств 20 и 21 поступают на формирователи 22 и 2о, и далее па реверсивные счетчики 24 и 2, которые регистрируют полол ение координатных столов. Положение конца магпитостриктора, несущего обрабатывающий электрод или деталь, определяет измерительное устройство, основанное на фазовом методе измерения емкости между пластинками 26 и 27, одна из которых расположена на магнитострикторе. Изменение этой емкости вызывает изменение фазы выходного напряжения, снимаемого с фазового датчика измерительного устройства 28 или 29. В фазовом детекторе измерительного устройства изменение фазы преобразуется в постоянное напряжение. С помощью такого метода перемещения могут быть измерены с точностью до десятых долей микрона.
Преобразователи 30 и 31 преобразуют напряжение с устройств 28 и 29 в цифровой код. Сигналы с устройств 28 и 29 н с преобразователей 30 и 31 поступают в сумматоры 32 и 33, где путем алгебраического суммирования сигналов определяется действительное положение детали 3 относительно обрабатывающего электрода 2.
Перфолента 34 содержит заданную программу перемещения детали относительно электрода, которую считывает фотоэлектрическое устройство 35. Импульсы с фотоэлектрического устройства поступают на преобразователь 36, с которого заданные цифровые значения координат л: и у детали и электрода поступают в блоки вычитания 37 и 38 для определения ошибок по положению б, и Ьу. При совпадении положения обрабатывающего электрода с заданным значением, записанным на перфоленте, в схеме совпадения блока 39 вырабатывается тактовый импульс, который посредством электронного коммутатора 40 тормозит двигатель подачи. Тактовый импульс подается также на усилитель 41, питающий обмотку шагового двигателя устройства 42 перемещения перфоленты, в результате чего последняя передвигается в следующее положение. Кроме того, тактовый импульс открывает электронный ключ 43, посредством которого напряжение, снимаемое с блоков определения ошибок 37 и 35, подается на усилители 44 и 45, к которым подключена обмотка магнитостриктора. При этом конец магнитостриктора перемещается таким образом, чтобы ошибка положения по данной координате не превосходила допускаемого значения. Одновременно напряжение, соответствующее ошибке, подается на вход усилителей 11 и 16, и двигатели 10 и 15 перемещают координатные столы 6 и 7 на величину смещения конца магнитостриктора, компенсируя таким образом ощибку.
После отработки кадра перфоленты происходит ее перемещение на один кадр. Коммутатор выходных цепей 46 согласно информации, поступившей из фотоэлектрического устройства 35, включает соответствующий двигатель в заданном направлении.
Обработка детали производится электрическими импульсами, вырабатываемыми генератором 47.
Предмет изобретения
1.Электроискровая установка с программным управлением для обработки непрофилнрованным электродом деталей с прямолинейными контурами параллельными осям координат, содержащая комбинированные следящие системы для перемещения двух координатных столов с закрепленными на них магнитострикторами, отличающаяся тем, что, с целью, коррекции динамических ошибок системы управления и повышения точности обработки, на одном из магнитострикторов установлена деталь, а на другом - электрод и определение действительного положения электрода относительно детали по каждой координате производят путем алгебраического суммирования цифровых значений положений координатного стола и конца магнитостриктора.
2.Установка по п. 1, отличающаяся тем, что, с целью коррекции динамических ощибок по всему контуру при малых значениях смещений концов магнитострикторов и для их перевода
в нулевые положения, использованы следящие системы, осуществляющие перемещения координатных столов на величины смещений концов магнитострикторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ ЭЛЕКТРОИСКРОВОЙ УСТАНОВКОЙ | 1966 |
|
SU187502A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 1967 |
|
SU205490A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| ЭЛЕКТРОСТРИКЦИОННОЕ УСТРОЙСТВО ДЛЯ МИКРОПЕРЕМЕЩЕНИЙ ПОДВИЖНЫХ ОРГАНОВ | 1966 |
|
SU224115A1 |
| Двухкоординатная следящая система установки электроискрового легирования | 1983 |
|
SU1200247A1 |
| Копировальное следящее устройство для станков с программным управлением | 1982 |
|
SU1070508A1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 1971 |
|
SU305442A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МАГИСТРАЛЬНЫМ ЭЛЕКТРОВОЗОМ | 1966 |
|
SU187079A1 |
| Способ позиционирования металлорежущего инструмента | 1981 |
|
SU1024225A1 |
| Способ копирной электроискровой обработки | 1959 |
|
SU131189A1 |