Известны устройства для электрохимической размерной обработки деталей в локальной и перемещаемой вдоль оси детали цилиндрической камере, через которую непрерывно прокачивается электролит.
Также известно устройство для прорезания кольцевых пазов в цилиндрических деталях при электрохимической обработке с применением электрода-инструмента в виде охватывающей деталь кольцевой гофрированной пружины.
Предлагаемое устройство отличается тем, что электрод-инструмент, а также боковые диэлектрические экраны выполнены по типу ирисовой кольцевой диафрагмы с автоматически регулируемыми сечениями в зависимости от конфигурации обрабатываемой детали. Это позволяет повысить точность и производительность обработки деталей любой конфигурации.
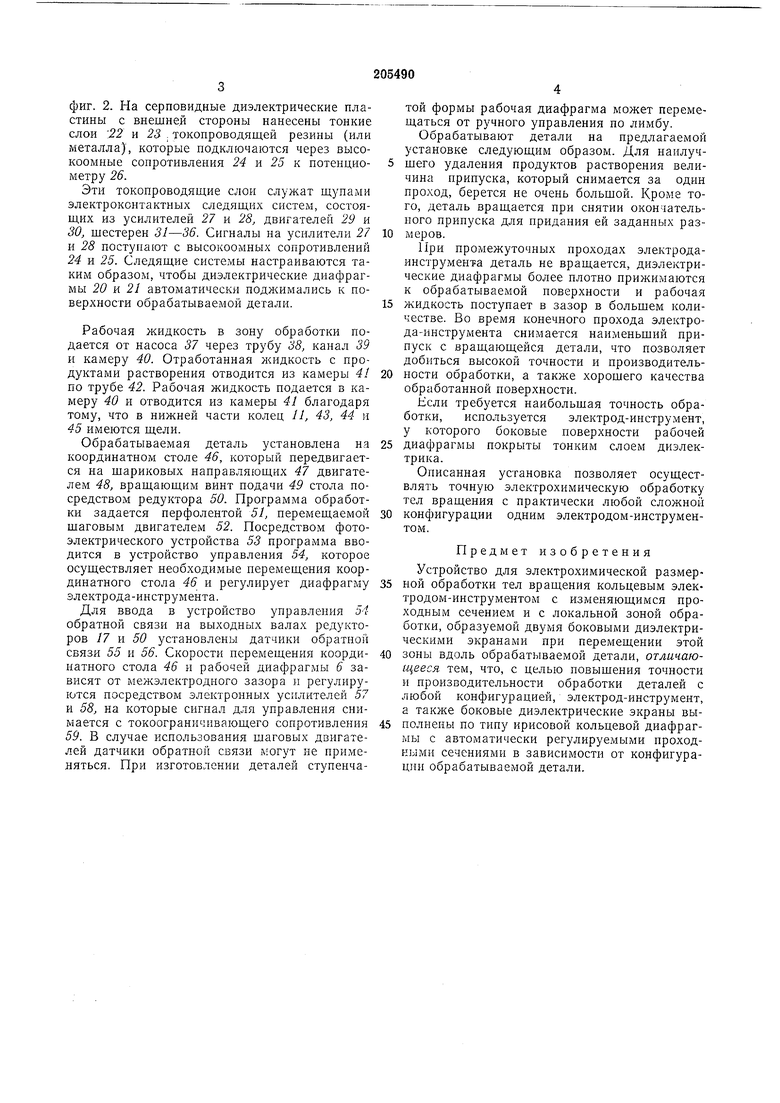
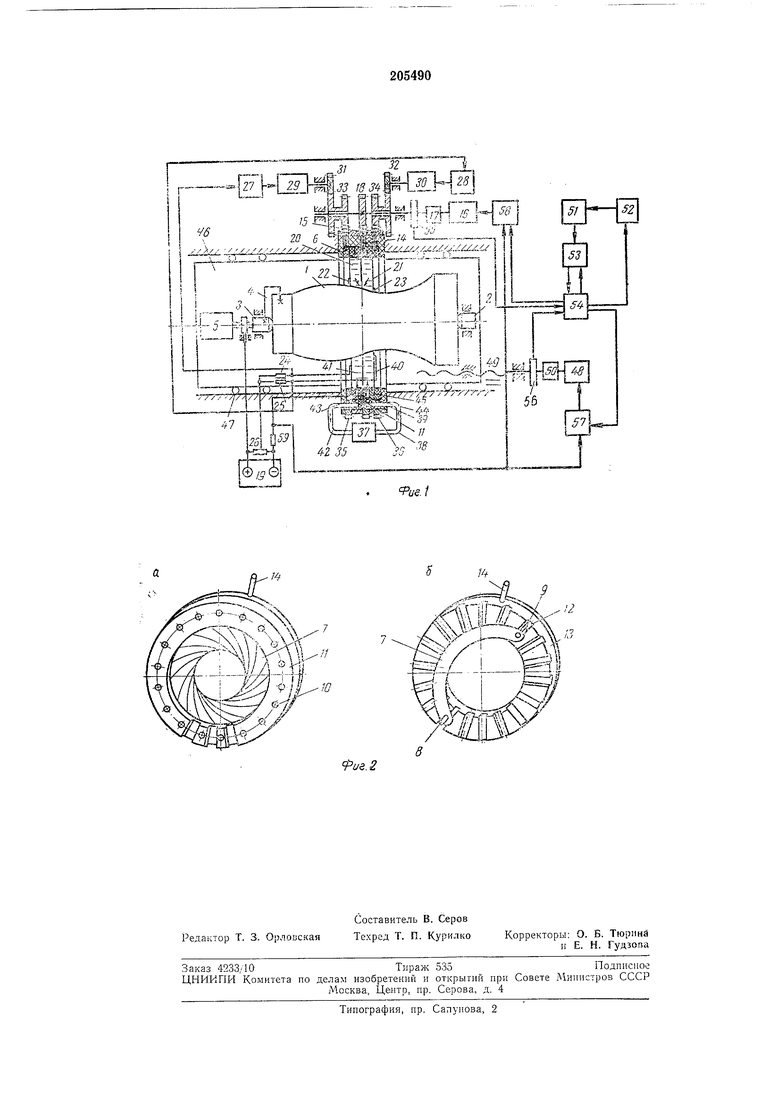
На фиг. 1 изображена принципиальная схема предлагаемого устройства; на фиг. 2 - ирисовая диафрагма.
Обрабатываемая деталь / установлена в центрах 2 и ,3 и зажата в патроне 4, который приводится во вращение двигателем 5. Рабочая часть электрода-инструмента представляет собой кольцевую регулируемую металлическую диафрагму 6, например ирисовую. Подобные диафрагмы щироко используются в
оптических приборах и фотографических аппаратах.
Диафрагма состоит из серповидпых тонких металлических пластин 7, на концах которых
закреплены оси 8 и штифты 9. Оси 8 входят в отверстия 10 кольца 11, а щтифты - в пазы 12 подвижного кольца 13. На последнем имеется палец 14, который входит в отверстие шестерни 15. При вращении этой щестерни
серповидные пластины вращаются вокруг своих осей, а подвилшые концы со щтифтами перемещаются по пазам кольца 13. Сечение ирисовой диафрагмы при больщом количестве серповидных пластип достаточно точно приближается к окружности. Оно регулируется в зависимости от конфигурации обрабатываемой детали с помощью двигателя /6, приводящего во вращение щестерню 15 посредством редуктора 17 и щестерни 18. Обрабатываемая
деталь и рабочая часть электрода-инструмента подключены к клеммам низковольтного источника постоянного тока 19.
Чтобы улучшить подачу рабочей жидкости-электролита В зопу обработки, а также предотвратить обработку удаленных от рабочей зоны частей поверхности детали, с двух сторон от электрода-инструмента установлены регулируемые кольцевые (ирисовые) диафрагмы 20 и 21 из диэлектрика, но конфиг. 2. На серповидные диэлектрические пластины с внешней стороны нанесены тонкие слои 22 и 23 . токопроводящей резины (или металла), которые подключаются через высокоомные сопротивления 24 к 25 к. потенциометру 26.
Эти токопроводящие слои служат щупами электроконтактных следящих систем, состоящих из усилителей 27 и 28, двигателей 29 и 30, шестерен 31-36. Сигналы на усилители 27 и 28 поступают с высокоомных сопротивлений 24 и 25. Следящие системы настраиваются таким образом, чтобы диэлектрические диафрагмы 20 и 21 автоматически поджимались к поверхности обрабатываемой детали.
Рабочая жидкость в зону обработки подается от насоса 37 через трубу 38, канал 39 и камеру 40. Отработанная жидкость с продуктами растворения отводится из камеры 41 по трубе 42. Рабочая жидкость подается в камеру 40 и отводится из камеры 41 благодаря тому, что в нижней части колец 11, 43, 44 и 45 имеются щели.
Обрабатываемая деталь установлена на координатном столе 46, который передвигается на шариковых направляющих 47 двигателем 48, вращающим винт подачи 49 стола посредством редуктора 50. Программа обработки задается перфолентой 51, перемещаемой шаговым двигателем 52. Посредством фотоэлектрического устройства 53 программа вводится в устройство управления 54, которое осуществляет необходимые перемещения координатного стола 46 и регулирует диафрагму электрода-инструмента.
Для ввода в устройство управления 54 обратной связи на выходных валах редукторов 17 и 50 установлены датчики обратной связи 55 и 56. Скорости перемещения координатного стола 46 и рабочей диафрагмы 6 зависят от межэлектродного зазора и регулируются посредством электронных усилителей 57 и 58, на которые сигнал для управления снимается с токоограничивающего сопротивления 59. В случае использования шаговых двигателей датчики обратной связи могут не применяться. При изготовлении деталей ступенчатой формы рабочая диафрагма может перемещаться от ручного управления по лимбу.
Обрабатывают детали на предлагаемой установке следующим образом. Для наилучшего удаления продуктов растворения величина припуска, который снимается за один проход, берется не очень большой. Кроме того, деталь вращается при снятии окончательного припуска для придания ей заданных размеров.
При промежуточных проходах электродаинструмента деталь не вращается, диэлектрические диафрагмы более плотно прижимаются к обрабатываемой поверхности и рабочая
жидкость поступает в зазор в большем количестве. Во время конечного прохода электрода-инструмента снимается наименьший припуск с вращающейся детали, что позволяет добиться высокой точности и производительности обработки, а также хорошего качества обработанной поверхности.
Если требуется наибольшая точность обработки, используется электрод-инструмент, у которого боковые поверхности рабочей
диафрагмы покрыты тонким слоем диэлектрика.
Описанная установка позволяет осуществлять точную электрохимическую обработку тел вращения с практически любой сложной
конфигурации одним электродом-инструментом.
Предмет изобретения
Устройство для электрохимической размерной обработки тел вращения кольцевым электродом-инструментом с изменяющимся проходным сечением и с локальной зоной обработки, образуемой двумя боковыми диэлектрическими экранами при перемещении этой зоны вдоль обрабатываемой детали, отличающееся тем, что, с целью повышения точности и производительности обработки деталей с любой конфигурацией, электрод-инструмент, а также боковые диэлектрические экраны выполнены по типу ирисовой кольцевой диафрагмы с автоматически регулируемыми проходными сечениями в зависимости от конфигурации обрабатываехМОЙ детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОИСКРОВАЯ УСТАНОВКА С ПРОГРАММНЫМ | 1965 |
|
SU176174A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Станок для электрохимической обработки тел вращения | 1982 |
|
SU1127735A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ электрохимикомеханической обработки | 1976 |
|
SU719848A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Устройство управления приводом подачи рабочего органа станка | 1987 |
|
SU1445904A1 |
| Устройство для электрохимической обработки конусных отверстий | 1984 |
|
SU1715525A1 |
5и+
.t 3 ,vf-. ,, „..
