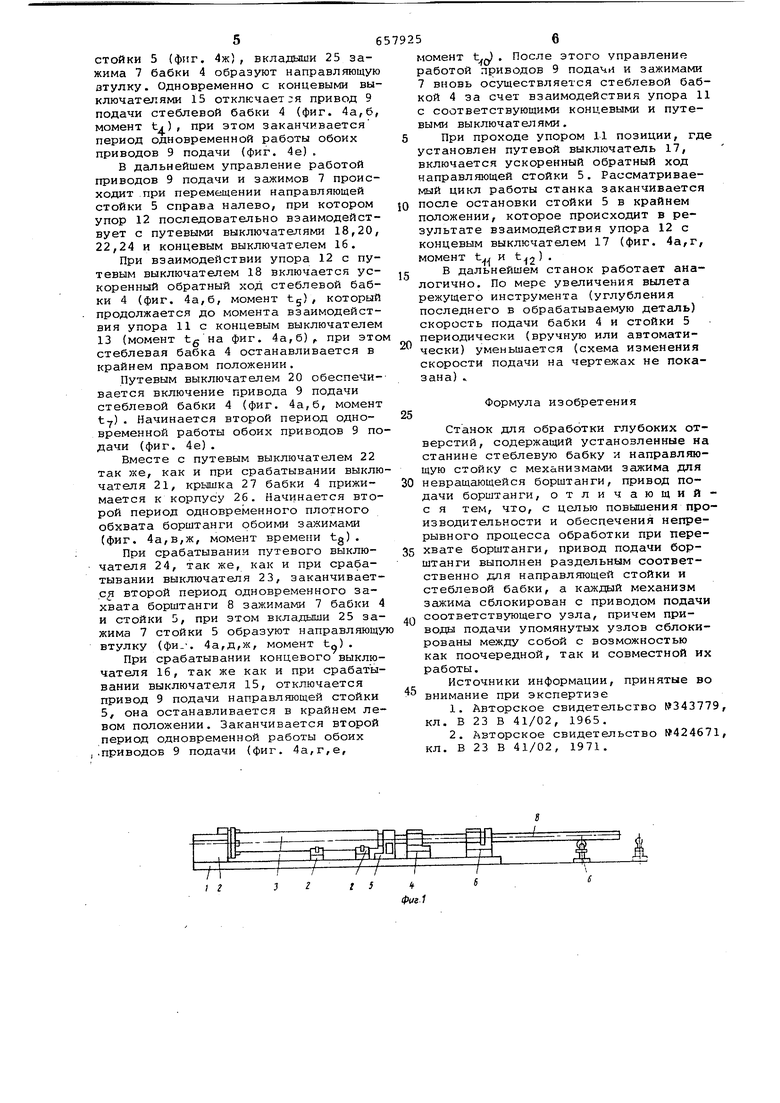
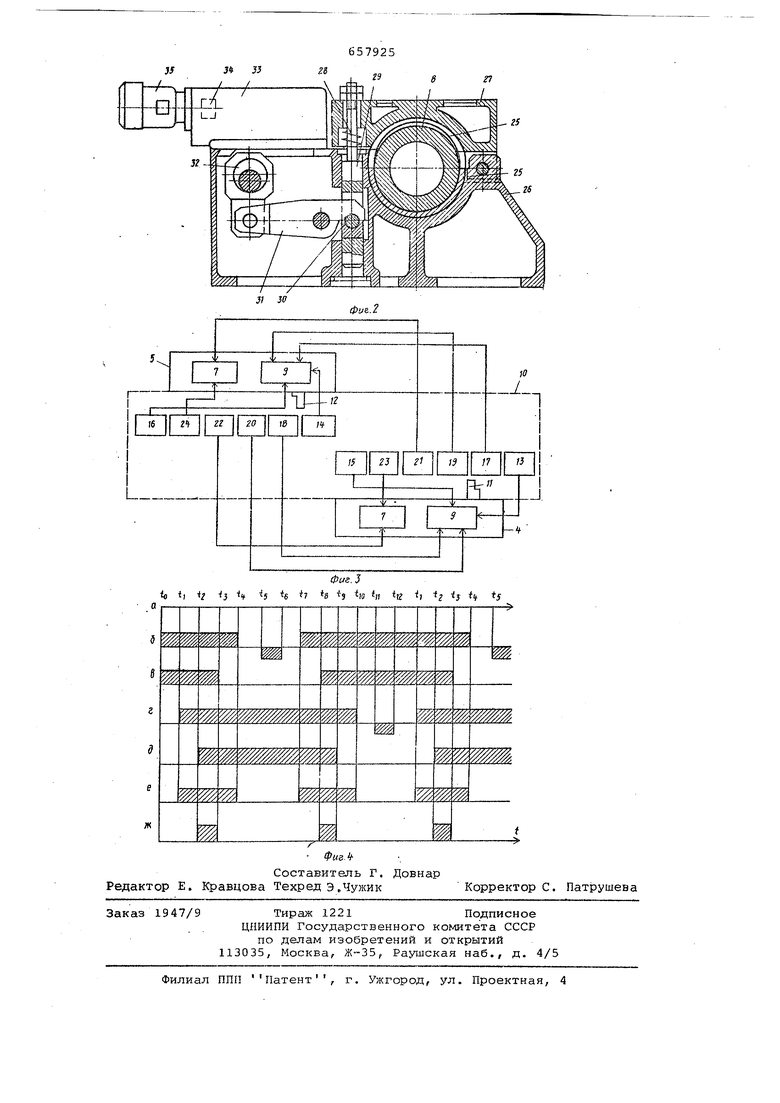
Изобретение относится к области станкостроения. Известны глубокорасточные станки, вк.гаочающие последовательно размещенные на станине узлы крепления обрабатываемой детали, направляющую стой ку и стеблевую бабку, имеющую привод подачи и зажим борштанги. Эти станки содержат вспомогательную борштангу, соединяемую на время обработки с основной, и образующую единую борштанг лежащую на двух опорах 1. К недостаткам этих станков можно отнести отсутствие возможности использования их для обработки сплсшных изделий, изделий длиной более 4000-6000 мм, а также ведение обработки борштангой постоянной длины, равной длине максимального изделия, обрабатываемого на станках. Наиболее близкими по технической сущности к лредложенному являются глубокорасточные станки, содержащие :установленные на станине стеблевую бабку, и направляющую стойку с механизмами Эс1жима для невра111ающейся бор штанги, привод подачи борштанги 2 Недостатком зтих .станков являетс то, что направляющая стойка не имеет привода перемещения и при обратном ходе задней бабки остается на месте, поддерживая жестко зажатую во вкладышах борштангу. При перехвате бора1танги процесс обработки (подача инструмента) идет .прерывисто, т.е. при ускоренном отводе задней бабки на перехват инструмент не имеет подачи, что приводит к образованию на поверхности обрабатываемого отверстия ступеньки до 0,5 мм и более. На длине обрабатываемого отверстия количество ступенек равно числу перехватов, наличие которых для многих изделий недопустимо, т.е. применение указанного станка возможно только для черновых работ. Наличие холостого хода задней бабки увеличивает машинное и вспомогательное время на Т 2 ntx.x. мин, где. Т - дополнительное время холостых ходов на перехват задней бабки при обработке и выводе инструмента в минутах; п - число перехватов, tj.- время холостого хода на перехват в минутах. Целью изобретения является повышение производительности и обеспечение непрерывного процесса обработки при перехвате борштанги. Для этого в предложенном станке привод подачи борштанги выполнен раздельным соответственно для направляю щей стойки и стеблевой бабки, а каждый механизм зажима сблокирован с пр водом подачи соответствующего узла, причем приводы подачи упомянутых узлов сблокированы между сЬбой с возможностью как их поочередной, так и совместной работы, На фиг. 1 схематически изображен предложенный станок, общий вид; на фиг. 2 - механизм зажима борштанги; на фиг. 3 - упрощенная блок-схема управления работой приводов подачи и зажимов; на фиг. 4 - циклограмма работы приводов подачи и за :симов. На станине 1 размещены узлы 2 крепления обрабатываемой детали 3, стеблевая бабка 4 и направляющая стойка 5, расположенная между бабкой 4и выходным торцом детали 3. Справа (по чертежу) от стеблевой бабки 4 по необходимости устанавливает поддержи вающие ролики б. Направляющая стойка 5и стеблевая бабка 4 снабжены автономными зажимами 7 борштанги (стебля Для управления работой приводами 9 подачи и зажимами 7 станок имеет бло кировочное устройство 10, включающее упоры 11 и 12, прикрепленные соответ ственно к стеблевой бабке 4 и направ ляющей стойке 5, концевые выключател (KB) 13-16, а также путевые выключателиЧПВ) 17-24. КБ 13-16 и ПВ 17-24 установлены в следующих цепях 13- в цепи отключения привода 9 подачи стеблевой бабки 4 в крайнем правом положении; 14- в цепи отключения привода 9 подачи направляющей стойки 5 в крайнем правом положении; 15-.в Цепи отключения привода 9 подачи стеб.евой бабки 4 в крайнем левом положении; 16- в цепи отключения привода 9 подачи направляющей стойки 5 в крайнем левом положении; 17- в цепи включения ускоренного обратного хода направляющей стойки 5 18- в цепи включения ускоренного обратного хода стеблевой бабки 4; 19- в цепи включения привода 9 подачи направляющей стойки 5; 20- в цепи включения привода 9 подачи стеблевой бабки 4; 21- в цепи включения зажима 7 на правляющей стойки 5; 22- в цепи включения зажима 7 стеблевой бабки 4; . 23 - в цепи отключения зажима 7 стеблевой бабки 4; 24 - в цепи отключения зажима 7 направляющей стойки 5. Зажим 7 борштанги 8 состоит из вкладышей 25, один из которых устано лен в корпусе 26, например, направля щей стойки 5, а другой - в крышке 27 Последняя шарнирно прикреплена к кор пусу 26, подпружинена пружиной; 28 и кинематически соединена .посредством штока 29 с пальцем 30 через кинематическую связь, которая содержит рычаг 31, соединенный с эксцентриком 32, движущимся от редуктора 33, соединенного муфтой 34 с двигателем 35. Аналогичную конструкцию имеет зажим 7 стеблевой бабки 4. Станок работает следующим образом. Обрабатываемую деталь 3 ляют в узлах 2, а борштангу 8 с режущим инструментом устанавливают во вкладышах 25 направляющей стойки 5 стеблевой -бабки 4, а также на поддерживающих роликах 6. Большая часть борштанги 8 расположена справа от стеблевой бабки 4, а вкладыши 25 обхватывают борштангу 8 с относительно небольшим вылетом режущего инструмента, расположенного у входного торца обрабатываемой детали 3. Подача борштанги (стебля) 8 осуществляется стеблевой бабкой 4, когда направляющая стойка 5 находится в крайнем правом положении (фиг 4a/iioмент tg). В рассматриваемый момент времени включен привод 9 подачи стеблевой бабки 4 .(фиг. .46), при этом упор 11, расположенный между путевыми выключателями 17 и 19 (фиг. 3), а также борштанга 8, зажатая вкладышами 25 стеблевой бабки 4 (фиг. 4г), перемещаются справа налево, благодаря чему обрабатывается отверстие в детали З.В этот же момент tg привод 9 подачи направляющей стойки 5 (фиг.4г) и ее зажим 7 (фиг.4д) отключены.Вкладыши 25 стойки 5 образуют направляющую втулку, а упор 12 взаимодействует с концевым выключателем 14. При движении справа налево в промежутке времени t - t (фиг. 4а) упор 11 последовательно взаимодействует с путевыми выключателями 19,21, 23 и концевым выключателем 15. При взаимодействии упора 11 с путевым выключателем 19 обеспечивается включение привода 9 подачи направляющей стойки 5 (фиг. 4а,г,момент t) . Начинается первый период одновременной работы приводов 9 подачи бабки 4 и стойки 5 (фиг. 4е). Вместе с путевым выключателем 21 включается электромагнитная муфта 34 стойки 5, при этом двигатель 35 через редуктор 33 проворачивает эксцентрик 32 в положение, при котором крышка 27 рычагом 31 через палец 30 и шток 29 прижата к корпусу 26. Благодаря этому вкладыши 25 плотно обжимают борштангу 8 (фиг. 4а,д, момент tg). Начало первого периода одновременного плотного обхвата борштанги 8 обоими зажимами 7 показано на фиг.4ж. Вместе с путевым выключателем 23 отключается заясим стеблевой бабки 4 (фиг. 4а,в, момент t), при этом заканчивается первый период одновременного захвата борштанги 8 зажимами стеблевой бабки 4 и направляющей 5 стойки 5 (фиг. 4ж), вкладыши 25 зажима 7 бабки 4 образуют направляющую втулку. Одновременно с концевыми вы ключателями 15 отключает ::я привод 9 подачи стеблевой бабки 4 (фиг. 4а,б момент t), при этом заканчивается период одновременной работы обоих приводов 9 подачи (фиг. 4е) . В дальнейшем управление работой приводов 9 подачи и зажимов 7 происходит при перемещении направляющей стойки 5 справа налево/ при котором упор 12 последовательно взаимодействует с путевыми выключателями 18,20, 22,24 и концевым выключателем 16. При взаимодействии упора 12 с путевым выключателем 18 включается ускоренный обратный ход стеблевой бабки 4 (фиг. 4а,б, момент tg), который продолжается до момента взаимодействия упора 11 с концевым выключателем 13 (момент tg на фиг. 4а,б), при это стеблевая бабка 4 останавливается в крайнем правом положении. Путевым выключателем 20 обеспеЧиБается включение привода 9 подачи стеблевой бабки 4 (фиг. 4а,б, момент ty). Начинается второй период одновременной работы обоих приводов 9 по дачи (фиг. 4е). Вместе с путевым выключателем 22 так же, как и при срабатывании выклю чателя 21, крышка 27 бабки 4 прижимается к корпусу 26. Начинается второй период одновременного плотного обхвата борштанги обоими зажимами (фиг. 4а,в,ж, момент времени tg). При срабатывании путевого выключателя 24, так же, как и при срабатывании выключателя 23, заканчиваетс второй период одновременного захвата борштанги 8 зажимами 7 бабки 4 и стойки 5, при этом вкладыши 25 зажима 7 стойки 5 образуют направляющу втулку (фи-. 4а,д,ж, момент tg) . При срабатывании концевого выключателя 16, так же как и при срабатывании выключателя 15, отключается привод 9 подачи направляющей стойки 5, она останавливается в крайнем левом положении. Заканчивается второй период одновременной работы обоих .приводов 9 подачи (фиг. 4а,г,е, 5 момент tj) . После этого управление работой приводов 9 подачи и зажимами 7 вновь осуществляется стеблевой бабкой 4 за счет взаимодействия упора 11 с соответствующими концевыми и путевыми выключателями. При проходе упором 11 позиции, где установлен путевой выключатель 17, включается ускоренный обратный ход направляющей стойки 5. Рассматриваемый цикл работы станка заканчивается после остановки стойки 5 в крайнем положении, которое происходит в результате взаимодействия упора 12 с концевым выключателем 17 (фиг. 4а,г, момент В дальнейшем станок работает аналогично. По мере увеличения вылета режущего инструмента (углубления последнего в обрабатываемую деталь) скорость подачи бабки 4 и стойки 5 периодически (вручную или автоматически) уменьшается (схема изменения скорости подачи на чертежах не показана) . Формула изобретения Станок для обработки глубоких отверстий, содержащий установленные на станине стеблевую бабку и направляющую стойку с механизмами зажима для невращающейся борштанги, привод подачи борштанги, отличающийс я тем, что, с целью повышения производительности и обеспечения непрерывного процесса обработки при перехвате борштанги, привод подачи борштанги выполнен раздельным соответственно для направляющей стойки и стеблевой бабки, а каждый механизм зажима сблокирован с приводом подачи соответствующего узла, причем приводы подачи упомянутых узлов сблокированы между собой с возможностью как поочередной, так и совместной их работы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство №343779, кл. В 23 В 41/02, 1965. 2.Авторское свидетельство №424671, кл. В 23 В 41/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1971 |
|
SU424671A1 |
| Станок для обработки глубоких отверстий | 1980 |
|
SU994150A2 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК | 1967 |
|
SU205505A1 |
| Токарный станок | 1984 |
|
SU1172642A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| Глубокорасточной станок | 1976 |
|
SU582918A1 |
| Двухшпиндельный станок для глубокого сверления | 1985 |
|
SU1268310A1 |
| Станок для обработки глубоких отверстий | 1980 |
|
SU994148A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
}f
Фиг. J
0 1, г i} i i; is il 8 Ъ Ю ;t ly , з 5
Ш
г
IS
.2
ш
ж
