Изобретение относится к наплавке и может быть использовано для восста- новления деталей машин, металлорежущего инструмента, для наплавки жаропрочных и износостойких покрытий.
Цель изобретения - повышение качества наплавки путем уменьшения рубины проплавления.
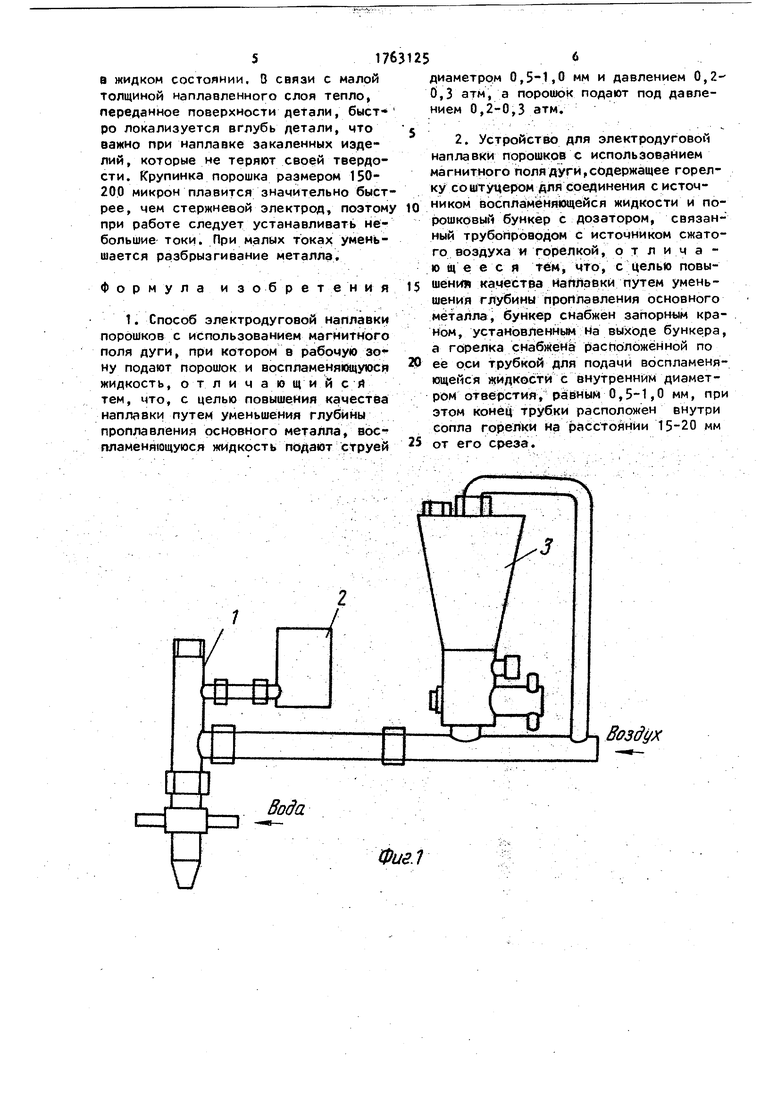
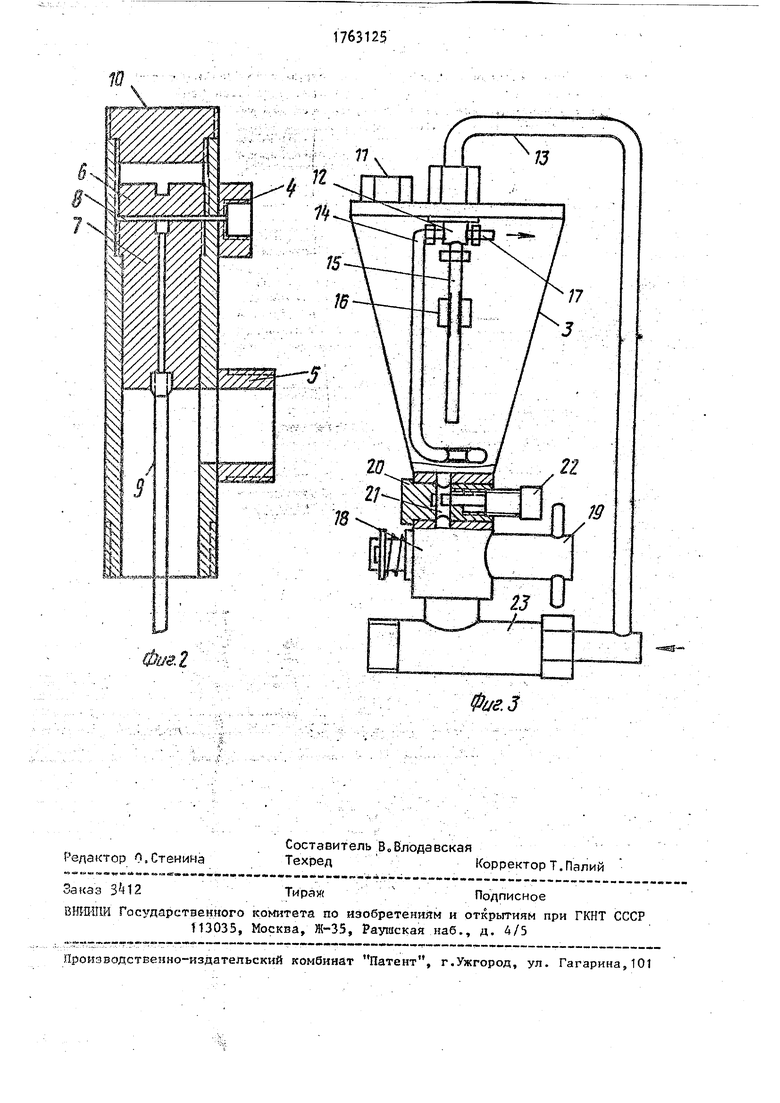
На фиг.1 показано устройство, об- щий вид; на фиг.2 - наплавочная головка, разрез; на фиг.З - бункер-питатель, разрез.
Устройство включает:
Корпус наплавочной головки 1 с соплом, охлаждаемым водой, бачок 2 для хранения воспламеняющейся жидкости, бункер-питатель 3 эжекторного типа для подачи порошка воздухом в корпус наплавочной головки.
Наплавочная головка 1 состоит из штуцера , по которому подается воспламеняющаяся жидкость (дизельное топли&о) под давлением 0,2-0,3 атмосферы, штуцера 5 для подачи порошка транспортируемым воздухом под давлением 0,2-0,3 атмосферы. В корпус вкручивают деталь 6 и деталь 7, между которыми образуется полость 8 высотой 2 мм. В нее поступает воспламеняющаяся жидкость из штуцера , которая далее проходит через отверстие 2 мм в детали 7 и попадает в трубку $ с наружным диаметром 2 мм и внутрен- t ним диаметром 0,5-1 мм. Воспламеняю- щаяся жидкость поступает под давлением 0,2-0,3 атмосферы в сопло наплавочной головки. Трубка 9 не доходит до отверстия сопла на 15-20 мм. Сопло изготавливается из меди и штуце- ровой гайкой укрепляется к наплавочной головке. Наплавочная головка крепится к специальной подвеске при 04 i
GO j
ю1 сл
мощи детали 10. Подвеска наплавочной головки позволяет изменить ее положение в трех взаимно перпендикулярных плоскостях.
Бункер-питатель 3 содержит загрузочное отверстие, закрываемое пробкой И. В крышке бункера укреплена как коллектор четырехзаходная муфта 12, в которую по трубке 13 поступает воздух. Из муфты 12 воздух распределяется в трех направлениях - по трубкам И, 15 и 16, Трубка 1 расположена вертикально, но у дна бункера она заканчивается окружностью, по периферии которой со стороны, расположенной к днищу бункера, просверлены отверстия диаметром в i мм с произвольным шагом.
Трубка 15 расположена на оси бун- нера. По боковым сторонам трубки диаметрально противоположно просверлены отверстия диаметром в 1 мм с произвольным шагом. Чтобы порошок не йог поступать в трубку через отверстия на трубке укреплены экраны 16. Трубка 17 выравнивает давление между внутренней полостью бункера и давлением в трубках. Через отверстия в трубках в порошок поступает под давлением воздух и разрыхляет порошок.
К бункеру 3 укреплен корпус крана 18, в котором находится дозатор и пробковый кран 19. Дозаторам осуществляют регулировку нужного количества порошка в воздухе, что невозможно выполнить краном.
Пробковый кран служит для пуска и остановки работы устройства.
Дозатор состоит из втулки 20, вмонтированной в корпус 18. Втулка 20 имеет сквозное отверстие 21 диаметром 3 мм. При вращении регулиро- зочного винта 22 вертикальное отверстие может быть открыто больше или меньше, чем достигается регулировка поступающего порошка.
Эжектор 23 укреплен к корпусу крана 18.
Пример работы устройства. „, „
После выполнения всех подготовительных работ и установления рекомендуемых режимов работы винтом 22 дозатора устанавливают нужное соотношение порошка в воздухе. Для этого открывают кран 19 и наблюдают за струей выходящего порошка с воздухом из отверстия сопла при различном вращении винта. Струя должна быть замет0
5
о
5
0
5
0
5
0
5
на невооруженным глазом. Закрывают кран 19. Проверяют правильность включения сварочного выпрямителя по схеме прямой полярности. Устанавливают редуктор воздушной коммуникации на рабочее давление 0,2-0,3 атмосферы. Устанавливают наплавочную головку от наплавляемой поверхности детали примерно на расстояние 1-2 мм. Включают охлаждение, выпрямитель, открывают кран 19, возбуждается электрическая Дуга и ее магнитное поле, без паузы открывают кран подачи воспламеняющейся жидкости, начинается стабильный процесс наплавки.
Способ характеризуется следующими приемами.
К поверхности наплавляемой детали подаются Порошок под давлением 0,2- 0,3 атм. и воспламеняющаяся жидкость струей диаметром 0,5-1 мм под давлением 0,2-0,3 атм. Под действием магнитного поля дуги образуется, так называемый, магнитопорошковый электрод. Процесс наплавки ведется на прямой полярности, силой тока в 100-150 А и напряжением холостого хода в 0-50 В. Скорость наплавки составляет 12- 15 м/мин.
В предложенном способе процесс наплавки происходит следующим образом: после зажигания дуги все тепло выделяется дугой на торце порошкового электрода и распространяется с меньшей скоростью, чем у электрода в виде стержня, т.к. отдельные крупинки порошка имеют различную шероховатость и конфигурацию поверхности. Общую площадь сечения порошкового электрода, через которую будет проходить тепловой поток, можно разделить на три части, из которых одна часть площади, где поток проходит через окисленные пленки, вторая состоит из площади сечения металлического порошка, обладающей хорошей проводимостью и остальная часть состоит из площади, образованной воздушным пространством, плохо проводящим тепло. Поэтому передача тепла по всему сечению порошкового электрода не равномерна, а концентрируется на узком участке контактов, что способствует быстрому его плавлению и переходу,на поверхность детали.
Это является одной из причин уменьшения силы тока при наплавке и уменьшения времени пребывания металла
Воздух
Фиг Л
П
и
п
П
7J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лазерной порошковой наплавки | 2019 |
|
RU2767104C1 |
| СПОСОБ ЧЕТЫРЕХСОПЛОВОЙ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С РЕГУЛИРОВАНИЕМ РАСХОДА ПОРОШКА | 2016 |
|
RU2660499C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| Плазменная горелка | 1989 |
|
SU1710247A1 |
| Способ горячего ремонта огнеупорной кладки нагревательных печей методом керамической наплавки | 1992 |
|
SU1836440A3 |
| Устройство для сварки и наплавки | 1990 |
|
SU1780957A1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МИКРОСФЕР И МИКРОШАРИКОВ ИЗ ОКСИДНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2664287C2 |
| Устройство для сварки и наплавки | 1991 |
|
SU1828794A1 |
| СПОСОБ КЕРАМИЧЕСКОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291201C1 |
Использование: наплавки порошковых материалов при изготовлений деталей с износостойкой поверхностью, восстановление изношенных поверхнос- тей. Сущность изобретения:включают источник сварочного тока, в рабочую зону подают под давлением 0,2-f),3 атм порошок и воспламеняющуюся жидкость струей диаметром 0,5-1,0 мм. С возбуждением дуги из порошка под воздействием ее магнитного поля формируется электрод, горячая жидкость, сгорая, защищает расплавленный металл от окисления. Устройство содержит го- . релку с трубкой для подачи воспламеняющейся жидкости. Конец трубки рас- положен внутри сопла на расстоянии 15-20 мм от его среза. На выходе порошкового бункера установлен запорный кран. 2 н.з.п.ф-лы, 3 ил.
fej
| Станок для точки шляпок чесальных машин | 1948 |
|
SU80996A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ( СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОРОШКОВ С ИСПОЛЬЗОВАНИЕМ МАГНИТНОГО ПОЛЯ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | |||
