Изобретение относится к оборудованию для сварки кольцевых стыков труб и различных полых цилиндрических изделий и предназначено для центрирования и стягивания отрезков труб при их стыковке перед сваркой Изобретение наиболее эффективно может быть использовано а трубоэлектросварочных агрегатах для получения труб достаточной длины из разномерных по длине отрезков труб„
Известно внутреннее устройство для сборки под сварку кольцевых стыков труб, которое содержит размещенные в корпусе два зажимных узла, каждый
из которых выполнен в виде двух рядов зажимных башмаков с гидроцилиндрами зажима, а также закрепленный на корпусе механизм выравнивания и стягивания торцов труб, включающий, по меньшей мере, четыре равномерно расположенных по окружности одноплечих рычага и гидроцилиндра„
Недостаток известной конструкции заключается в том, что механизм выравнивания и стягивания торцов собираемых труб, взаимодействующий рычагами со свободным торцом пристыковываемой трубы, из-за ограниченно возможной длины устройства, длин рыХ|
О
со
со о
магов и хода их гидроцилиндров позволяет собирать только короткие отрезки труб, типа обечаек, не отличающихся резко друг от друга по длине
Недостатком является также то, что пристыковываемая труба скругляется двумя рядами зажимных башмаков с помощью жестких клиновых механизмов, что затрудняет устранение зазора в стыке механизмом стягивания, не позволяя трубе приспосабливаться к стыку
Целью изобретения является расширение технологических возможностей за счет сборки и сварки разномерных по длине труб и повышение качества сборки
Поставленная цель достигается тем что внутреннее устройство для сборки под сварку кольцевых стыков труб, содержащее размещенные в корпусе два зажимных узла, каждый из которых выполнен в виде двух рядов зажимных башмаков с гидроцилиндрами зажима, а также закрепленный на корпусе механизм выравнивания и стягивания торцов труб, снабжено размещенным на корпусе подпружиненным ползуном,взаимодействующим с корпусом одного гидроцилиндра зажима, и серьгами, связывающими ползун со свободными концами одноплечих рычагов При этом одноплечие рычаги шарнирно закреплены на корпусе, а на каждом рычаге установлен с возможностью продольного перемещения зажимной башмак одного ряда зажимного узла и гидроцилиндр механизма стягивания,шток которого связан с зажимным башмаком
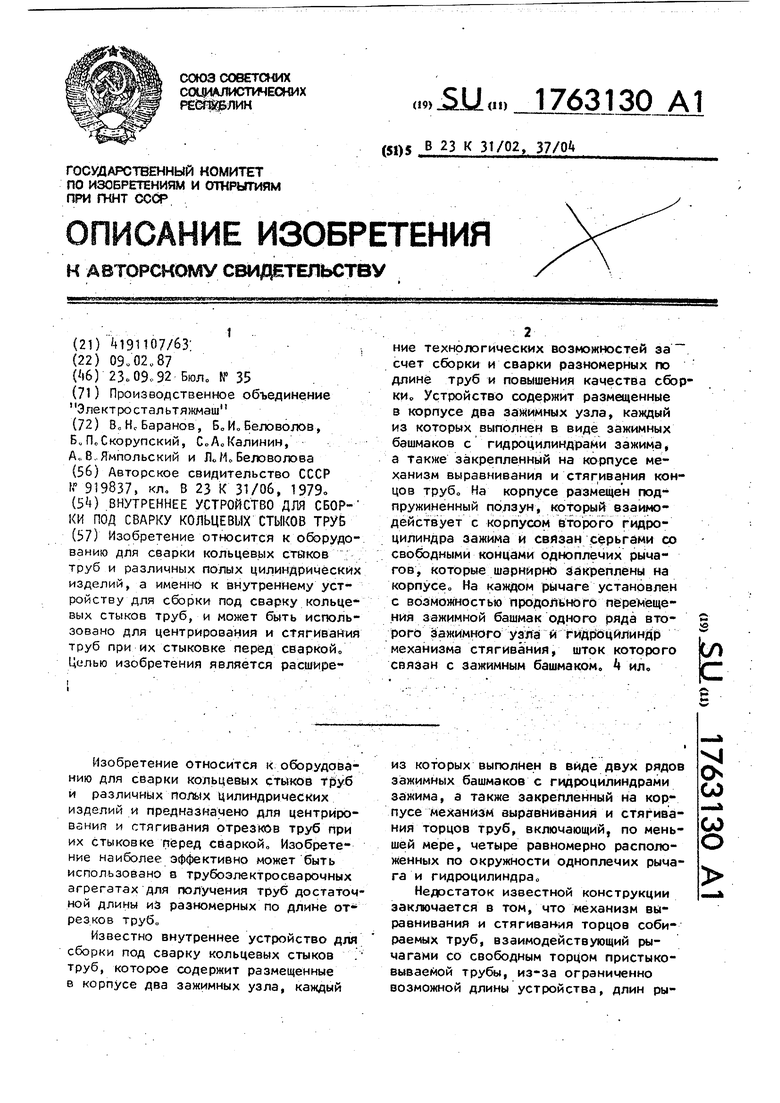
На изображено внутреннее устройство для сборки под сварку кольцевых стыков труб, общий вид; на фиго2 - вид А на на - разрез Б-Б на на - разрез В-В на
Внутреннее устройство для сборки под сварку кольцевых стыков труб содержит общий составной корпус 1 с внутренней цилиндрической поверхностью скольжения а, по которой име ют возможность перемещаться в осевом направлении на втулках 2 с предотвращением от вращения посредством шпонок 3 корпуса 4 и 5 гидравлических цилиндров б и 7, являющихся приводами зажимных узлов 8 и 9 Штоки 10 и 11 гидроцилиндров 6 и 7 закреплены
10
15
25
30
, 20
7631304
неподвижно на корпусе 1 с возможностью подачи рабочей жидкости в поршневые 12 и 13 штоковые полости 14 и 15. На корпусах 4 и 5 и крышках 16 и 17 гидроцилиндров 6,7 выполнены клиновые призмы 18-20 с планками 21 Зажимные узлы 8 и 9 выполнены каждый в виде двух рядов зажимных башмаков Зажимные башмаки 22 и 23 узла 8 и зажимные башмаки 2k одного ряда зажимного узла 9 имеют возможность ра- диально перемещаться во втулках 25 корпуса 1„ Каждая из клиновых призм 18-20 клиновыми плоскостями взаимодействует с соответствующими клиновыми поверхностями башмаков 22,23,24, внутри которых размещены пружины 26, которые, опираясь о планки 27, закрепленные на корпусе 1, постоянно поджимают башмаки 22-2 к клиновым призмам 18-20о
Механизм 28 выравнивания и стягивания торцов отрезков труб 29 и 30 выполнен в виде равномерно закрепленных ho окружности на корпусе 1 посредством осей 31 и втулок 32 по меньшей мере трех одноплечих рычагов 33, которые свободными концами посредством осей 34 и 35 и серег 36 шарнирно соединены с ползуном 37, имеющим упор 38 для взаимодействия с корпусом 5 гидроцилиндра 7 и подпружиненным относительно корпуса 1 с помощью пружин 39 и тяг 40 Ползун 37 имеет возможность перемещаться в осевом направлении на втулках 41 по корпусу 1 и постоянно стремится разжать рычаги 33. На рычагах 33 установлены зажимные башмаки 42 одного ряда зажимного узла 9 с возможностью продольного перемещения в направляющих 43-45 от смонтированных на рычагах 33 гидроцилиндров 46 45 механизма стягивания, штоки 47 которых связаны с зажимными башмаками 42
На корпусе 1 установлен кронштейн 48 с направляющими роликами 49 и опорными роликами 50
Устройство работает следующим образом
В исходном положении зажимные башмаки 22-24, 42 сведены к центру,при этом клиновые призмы 18-20, ползун 37 находятся в крайнем левом положении, башмаки 42 отведены влево, Труба 29 транспортными средствами (на фиг не показаны) надвигается на внутреннее устройство и при со35
40
50
55
вмещении ее заднего торца с плоскостью сварочного аппарата (на фиг, не показан) останавливается. В штоко вую полость 14 гидроцилиндра 6 подается рабочая жидкость под давлением и корпус 4 с клиновыми призмами 18 и 19 перемещается вправо, разжимая зажимные башмаки 22 и 23 до зажима трубы 29 о Затем подается труба 30 передним торцом на ось сварки„ В поршневую полость 13 гидроцилиндра 7 подается рабочая жидкость под давлением и корпус 5 с клиновыми призмами 20 перемещается вправо на неполный ход, предварительно разжимая за- зимные башмаки 24 до скругления трубы 30. При, этом корпус 5 отходит от упора 38, закрепленного на ползуне 37, и последний перемещается под действием пружин 39 и тяг 40 вправо, воздействуя серьгами 36 на рычаги 33 которые раздвигаются до упора зажимными башмаками 42 во внутреннюю поверхность трубы 30 с усилием, flocfa точным для сцепления башмаков 42 с трубой, обеспечиваемым пружинами 39° Подается рабочая жидкость в штоковые полости гидроцилиндров 46, которые перемещают независимо друг от друга соответствующие зажимные башмаки 42 в направляющих 43-45 рычагов 33, обепечивая стягивание отрезков труб 29 и 30 и устранение возможных зазоров на любом участке стыка о Причем за счет упругости башмаков 42 из-за связи их через рычаги 33, пружины 39 с корпусом 1 пристыковываемый отрезок трубы 30 приспосабливается к трубе 29 при устранении в стыке зазоров
Производится окончательная подача рабочей жидкости под давлением в поршневую полость 13 гидроцилиндра 7 корпус 5 с клиновыми призмами 20 совершает дальнейший ход вправо, разжимая окончательно зажимные башмаки 24 до окончательного зажима концов отрезков труб 29, 30 в месте стыка
Далее при вращении устройства с . зажатыми отрезками труб 29 и 30 производятся операции осмотра качества стыка, наложение наружных сварных швов по кольцевому стыку. Затем пода
to
20
2S
31306
ется рабочая жидкость в поршневую по-, лость 12 гидроцилиндра 6, штоковую полость 15 гидроцилиндра 7 поршневые полости гидроцилиндров 46о Корпуса 4, 5 с клиновыми призмами перемещаются влево, зажимные башмаки 22-24, под действием пружин 26 сжимаются, освобождая сваренную трубу, башмаки 42 возвращаются в левое исходное положение
Корпус 5 гидроцилиндра 7 на конечном участке своего хода воздействует на упор 38 и посредством его передви- 15 гает- ползун 37 влево, преодолевая усилие пружин 39. При этом за счет ч серег 36 рычаги 33 поворачиваются на осях 31 к центру устройства, освобождая трубу от зажатия башмаками 42. Сваренная труба выдается с устройством. Далее цикл повторяется.
S
0
Формула изобретения
Внутреннее устройство для сборки под сварку кольцевых стыков труб,содержащее размещенные в корпусе два зажимных узла, каждый из которых выполнен в виде двух рядов зажимных башмаков с гидроцилиндрами зажима, а также закрепленный на корпусе механизм выравнивания и стягивания торцов труб, включающий по меньшей мере три равномерно расположенных по окружности гидроцилиндра и одноплечих рычага, отличающееся тем, что, с целью расширения технологических возможностей за счет сборки и сварки разномерных по длине труб и повышения качества сборки, оно снабжено размещенным на корпусе подпружиненным ползуном, взаимодействующим с корпусом одного гидроцилиндра зажима, и серьгами, связываю- 5 щими ползун со свободными концами одноплечих рычагов, при этом одноплечие рычаги шарнирно закреплены на корпусе, на каждом рычаге установлен с возможностью продольного перемещения зажимной башмак одного ряда зажимного узла и гидроцилиндр механизма стягивания, шток которого связан с зажимным башмаком,
5
0
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1979 |
|
SU919837A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ ИЛИ НАМОТКИ РУЛОНОВ МЕТАЛЛОИЗДЕЛИЙ | 2001 |
|
RU2228229C2 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2463146C1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2488474C1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |

ОИС9/1
W W
Фиг 2
93 2
e-3
ФилЗ
Ru.4
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1979 |
|
SU919837A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
