2.Центратор по п.1, отличающийся теьс, что подпружиненные BTynkH снабжены регулирующими длину рычагов элементами, выполненными в виде гаек, размещенных на рычагах.
3.Центратор по п,1, отличающийся тем, что рабочие поверхности центрирующих башмаков снабжены фрикционными накладками.
4. Центратор по п. 1, о т л и ч аю щ и и с я тем, что, в центрирующих башмаках одного из рядов выполнены полости, в которых с возможностью перемещения размещены направляющие штанги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоходный внутренний центратор | 1979 |
|
SU872126A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Внутренний центратор для сборки труб под сварку | 1983 |
|
SU1123813A1 |
| Самоходный внутренний центратор | 1989 |
|
SU1632720A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
1. ВНУТРЕННИЙ ЦЕНТРАТОР, содержащий привод перемещения в виде неподвижного элемента и подвижного .штока, установленного с возможностью осевого перемещения относительно неподвижного элемента, два ряда центрирующих башНаков и рычаги, кинематически связанные с приводом перемещения и центрирующими башмаками, от личающийся тем, что, с целью повышения качества сборки за счет обеспечения одновременного разжима и стягивания свариваемых изделий, центратор снабжен подпруимненными втулками и направляющию штангами, втулки установлены с возможностью осевого перемещения на концах рычагов и шарнирно связаны с центрирующими башмаками, рычаги в средней частя попарно-шарнирно соединены мелоду собой, причем в каждой паре свободньй конец одного из рычагов закреплен на неподвижнее элементе, а друтого-на подвижном штоке привода перемещения ,; направляющие штанги неподвижно закреплены на центрирупщих балтаках одного ряда и с возможностью продольного перёмещения-на соответствующих центрирующих башмаках второго ряда. / 1C сь О9 К
Изобретение относится к сварочносбррочному оборудованию и предназначено для центрирования труб под последующую их сварку.
Известен центратор для сборки и сварки труб, содержащий две клиновые зажимные системы, связанные силовым приводом, каждая из которых выполнена в виде двух рядов раздвижных щитков, взаимодействующих с подвижны ми клиньями, причем один из клиньев каждой системы выполнен полым и снабжен подпружиненной втулкой l ,
Недостатками,известного устройства являются сложность и громоздкость конструкций, а также то, что данное устройство можно применять лишь в очень ограниченном диапазоне диаметров собираемых под сварку труб.
Наиболее близким по технической сущности и достигаемому положительному зффекту к изобретению является внутренний центратор, включающий центрирующие башмаки, шарнирно связанны через систему рычагов с подвижным штоком и неподвижным элементом механизма перемещения 2.
Недостатками данного устройства являются сложность конструкции из-за наличия двух центрирующих механизмов сложность переналадки центратора при изменении диаметра собираемых труб. Кроме того, при центрировании труб возможно их расхождение и появление в стыке недопустимых зазоров.
Цель изобретения - повьппение качества сборки за счет обеспечения одновременного разжима истягнвания свариваемых изделий.
Указанная цель достигается тем, что внутренний центратору содержащий привод перемещения в виде неподвиж: ного злемента и подвижного штока, установленного с возможностью осевого перемещения относительно неподвижного элемента, два ряда центрирукщих 5 башмаков и рычаги, кинематически связанные с приводом перемещения и центрирующими башмаками, снабжен подпружиненными втулками и направляющими штангами, втулки установлены с воз0 мощностью осевого перемещения на концах рычагов и шарнирно связаны с центрирующими башмаками, рычаги в средней части попарно-шарнирно соединены между собой, причем в каждой па ре свободный конец одного из рычагов . закреплен на неподвижном элементе, а другого - на подвижном штоке привода перемещения, направляющие штанги неподвижно закреплены на центрирующих
20 башмаках одного ряда и с возможностью продольного перемещения - на соответствующих центрирующих башмаках второго ряда.
Подпружиненные втулки снабжены регулирующими длину рычагов элементами, выполненнь1ми в виде гаек, размещенных на рычагах.
Рабочие поверхности центрирукнщ-ix башмаков снабжены фрикционными на30 кладками.
Кроме того, в центрирующих башмаках одного из рядов вьшолнены полости, в которых с возможностью перемещения размещены направляющие штанги.
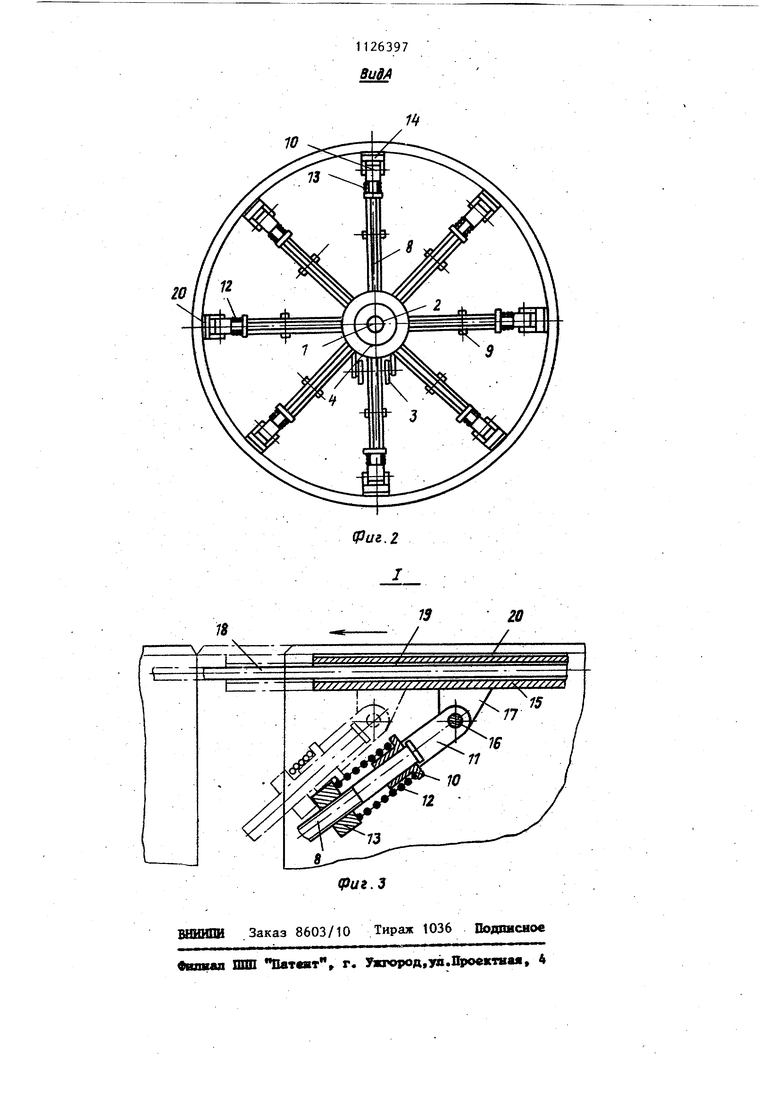
35 На фиг.1 изображен.внутренний центратор, рабочее положение; на фиг.2 - вид А по фиг.1} на фиг.3 узел I по фиг.1. . Внутренний центратор для сборкр
40 труб под сварку содержит штангу 1, соединенный с силовым гидроцилиндром ; механизм перемещения 2, представляющий собой неподвижный элемент указан ного механизма. На гидроцилиндре 2 смонтированы колеса 3 для транспорти ровки центратора внутри трубы. На силовом гидроцилиндре 2 установлен также крепежный узел 4. Подвижньщ шток 5 силового гидроцилиндра 2 оснащен крепежным узлом.6. К крепежным узлам 4 и 6 посредством mapHHpioB 7 прикреплены несколько пар рычагов 8, соединенных между собой крест-накрест с -помощью шарниров 9. На концах перекрещивающихся рычагов установлены подвижные втулки 10 с проушинами 11. Подвижные втулки удер живаются пружинами 12, сила сжатия которых регулируется гайками 13, установленными на резьбовой части рычагов. К проупшнам подвижных втулок, установленных на концах каждого из нескольких пар рычагов, шарнирно присоединены центрирующие башмаки 14 и 15. Соединение осуществляется с помощью шарниров 16 и проушин 17 центрирующих, башмаков. , Каждая пара центрирующих башмаков присоединенных к паре перекрещивающихся рычагов, соединена между собой с помощью направляющей штанги 18, перемещающейся в сквозной продольной полости 19, вьшолненной в одной из пары центрирующих башмаков 15. Ко второму центрирующему башмаку 14 нап равляющая штанга присоединена жестко На наружных поверхностях центрирующих башмаков,взаимодействующих с трубой., установлены фрикционные накладки 20. Центратор работает следующим обра зом. С помощью подвижного штока 5 крепежный узел 6 перемещают в крайнее правое полбжение, благодаря чему цеН трирующие башмаки 14 и 15 приближают ся к оси устройства такj что центратор получает возможность опираться на колеса 3 и передвигаться на них, G помощью штанги 1 центратор вводят в трубу и перемещают в ней до достижения йеста стыка труб, устанав Ливан таким образом, чтобы опорные элементы расположились симметрично по обе стороны стыка. 3974 Вклн)чают механизм перемещения 2, 1 при этом крепежный узел 6, соединенный со штоком 5, перемещается влево, по направлению к крепежному узлу 4-, сводя перекрещивающиеся рычаги 8, При этом пары центрирующих башмаков 14 и 15 удаляются от оси центратора, самоцентрируясь внутри;трубы. Штанга 18 перемещается при этом в сквозной продольной полости 19 в центрирующем башмаке 15, обеспечивая жесткую ориентацию, центрирующих б.ашмаков вдоль оси трубы, исключая перекосы. При дальнейшем воздействии на опорные . элементы происходит центрирование труб до их соосного положения. После соприкосновения центрирующих башмаков 14 и 15 своими фрикционными накладками 20 с поверхностями стыкуемьк труб, за счет силы трения про- исходит подтягивание стыкуемой трубы к ранее уложенной, уменьшается зазор, в стыке. Увеличение расстояния от оси Центратора до центрирующих башмаков при дальнейшем сведении рычагов 8 компенсируется сжатием пружин 12, на кото- рые воздействуют подвижные втулки 10 с проушинами 11, сочлененные шарнирами 16 с проушинами 17 центрирующих башмаков 14 и 15. Необходимая сила прижатия центрируюпщх башмаков к трубам регулируется изменением предварительного сжатия пружин 12 гайками 13, установленнВми на рычагах 8 в зависимости от диаметра труб и толщины их стенок. После совмещения торцов труб, привод перемещения отключают и осуществляют сварку стыка. После окончания сварочных работ включением привода Обратный ход центрирующие башмаки .сводятся к оси центратора и он выкатывается из трубы. Применение устройства позволяет повысить производительность труда, благодаря универсальности центратора, т.е. ВО.ЗМОЖНОСТИ применения его для стыковки под сварку труб большого диапазона диаметров, упрощается конструкция за счет избавления от второго силового при&ода повышается качество сборки труб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 431982, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1971 |
|
SU414071A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| .. | |||
