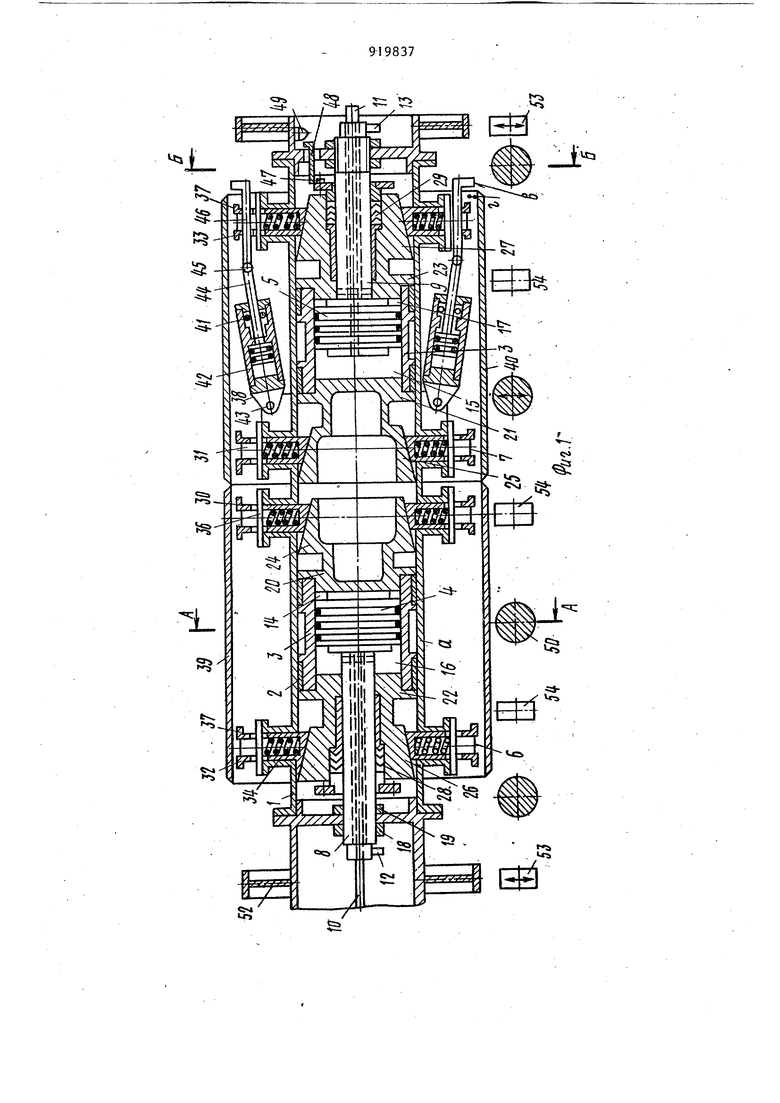
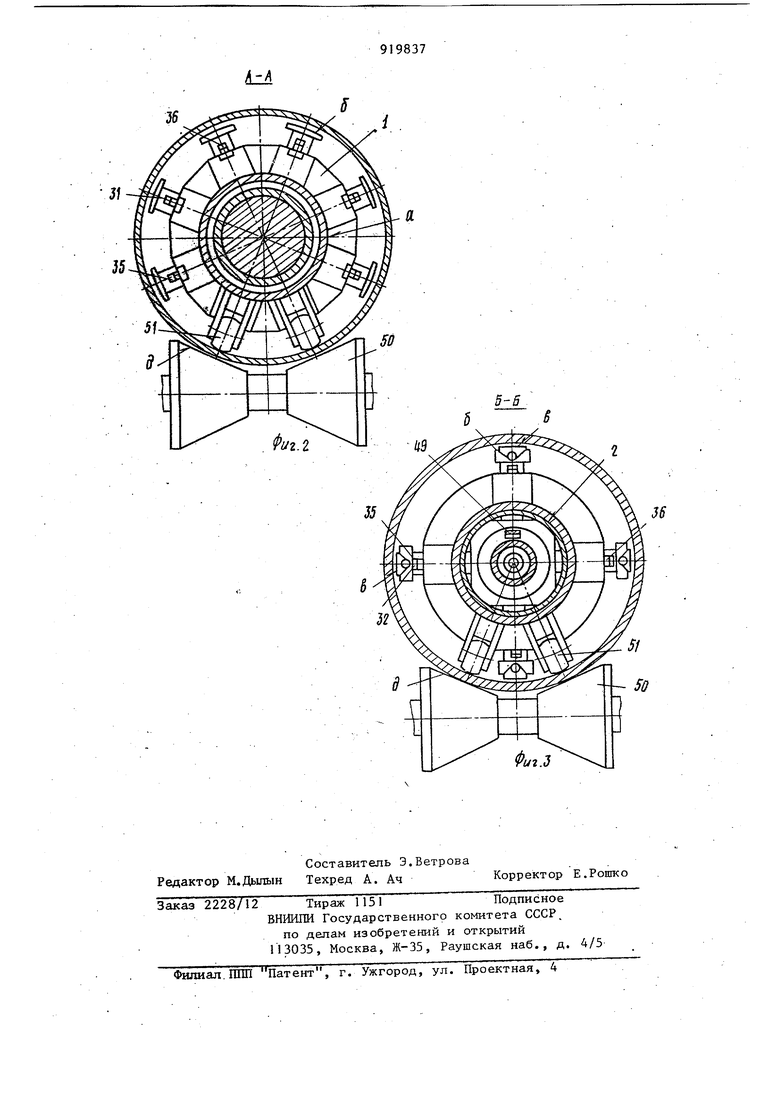
ности их торцов. Кроме того, центратор, имея винтовые приводы зажима и сближения торцов труб, может быть ис пользован только при ручном вращении винтов, так как механический привод вращения этих .винтов ненадежен в работе из-за поломок при заклинивании. При разной величине скальности и не- перпендикулярности торцов свариваемых труб возможно при сближении их торцов вхождение одной трубы в дру гую, вследствие того, что в известно конструкции не предусмотрено устройство для предварительного выравнивания Г(еометрической формы пристыковываемого торца трубы. Наиболее близким по технической сущности к изобретению является устройство, содержащее размещенные 6 ко пусе два зажимных узла, каждай из ко торых выполнен в виде двух рядов зажимных башмаков, установленных с воз можностью взаимодействия с подвижными в осевом направлении клиновыми призмами, приводы которых снабжены механизмом управления 2. Недостаток известной конструкции устройства заключается в том, что наличие неперпендикулярности торцов свариваемых обечаек приводит к различному зазору между свариваемыми торцами труб по их периметру и как следствие к неудовлетворительному ка честву кольцевого сварного шва по периметру, что недопустимо для работакйщх под более высоким давлением многослойных труб. Для данного устройства характерны значительные габа риты и массы. При использовании такой конструкции зажима для сварки многослойных обечаек большая масса его мшсет привести к недопустимому изменению геометрической формы сваре ной трубы опорными роликами зажима в процессе транспортировки обечаек и трубы. Кроме того, большая угловая контактная поверхность зажимных башм ков может привести к появлению цилиндрических рисок или недопустимых концентраций напряжений на внутренней поверхности трубы в местах наибольшей деформации, что недопустиМО для более ответственных по назначению многослойных труб. Большая кон тактная площадь зажимных башмаков в свою очередь требует значительньт ус лий и массы приводов зажимных башмаков. Целью изобретения является повышение качества сборки и сварки обечаек при неперпендикулярности их торцов путем обеспечения равномерного зазора между свариваемыми торцами и исключения образования на внутренней поверхности обечаек кольцевых рисок и мест с недопустимЕдм уровнем остаточных напряжений. Поставленная цель достигается тем, что внутреннее устройство для сборки под сварку кольцевых стыков обечаек, содержащее размещению в корпусе два зажимных узла, каждьй из которых выполнен в виде двух, рядов зажимных башмаков, установленных с возможностью взаимодействия с подвижными в осевом направлении клиновыми призмами, приводы которых снабжены механизмом управления, снабжено механизмом стягивания и выравнивания торцов, выполненным в виде по крайней мере, четырех равномерно расположенных по окружности рычагов с выступами, проходя1ЦИХ через отверстия, вьтолненные в одном из рядов зажимных башмаков, и установленных с возможностью взаимодействия выступами со свободным торцом пристыковываемой обечайки, каждый из рычагов снабжен шарнирно закрепленным на корпусе зажимных узлов гиДроцилиндром, шток которого Шарнирно связан с рычагом. Зажимные башмаки вьшолнены с цилиндрическими контактными поясками. Устройство снабжено также указателем окончания процесса предварительного выравнивания формы обечаек, выполненным в виде закрепленного на корпусе зажимных устройств датчика, связанного с механизмом управления приводами осевого перемещения клиновых призм, и установленной с возможностью взаимодействия с этим датчиком линейкой, закрепленной на одной из клиновых призм. , Такое конструктивное выполнение внутреннего устройства для сборки под сварку кольцевых стыков обечаек позволяет повысить качество сборки и сварки обечаек. Это достигается .за счет того, что при зажиме первой и каждой последующей нечетной обечаек двумя рядами зажимных башмаков осуществляется базирование (совмещение осей) внутреннего устройства для сборки относительно внутренней поверхности обечаек. Предварительное же зажатие второй и каждой последующей четной обечайки максимально приближает их форм к цилиндру и к форме уже зажатой обе чайки. Эта операция предварительного зажатия-выявляет расположение минимальных и максимальных зазоров между торцами стыкуемых обечаек. Выравнивание зазоров между торцами обе чаек осуществляется включением соответствующих цилиндров механизма стягивания. Внутреннее устройство дл сборки имеет минимальные габариты и массу за счет того, что средство для предварительного выравнивания формы обечаек выполнено в виде линейки с .датчиком, а контактная поверхность зажимных башмаков выполнена в виде цилиндрических поясков, которые в свою очередь не оставляют на внутренней поверхности обечаек рисок и мест с недопустимым уровнем остаточных напряжений. На фиг. 1 изображено внутреннее устройство для сборки под сварку кольцевых стыков обечаек, общий вид на фиг. 2 - разрез А-А на фиг, 1; на фиг, 3 - разрез Б-В на фиг. 1. Внутреннее устройство для сборки под сварку кольцевых стыков обеча-. ек содержит общий составной корпус 1 с внутренней цилиндрической поверх ностью скольжения о. по которой имеют возможность перемещаться в осевом направлении на втулках.2 корпуса 3 гидравлических цилиндров 4 и 5, являющихся приводами зажимных узлов 6 и 7, Штоки 8 и 9 гидроцилиндров 4 и 5 имеют каналы 10-13 дпя подачи рабочей жидкости соответственно в поршневые 14 и 15 и штоковые полос ти 16 и 17 и закреплены неподвижно с помощью гаек 18 и 19 на общем корпусе 1. Глухие 20 и 21 и сквозные 22 и 23 крышки гидроцилиндров 4 и 5 выполнены совместно с клиновыми призма ми 24-27. В призмах 26 и 27 размещен уплотнительные устройства 28 и 29 шт ков 8 и 9. Каждый зажимной узел 6 и 7 выполнен в виде двух рядов зажим ных башмаков 30, 31 и 32, 33. Каждая из клиновых призм 24-27 клиновыми плоскостями взаимодействует с клиновыми поверхностями башмаков 30, 31, 32 и 33, внутри которых размещены пр живы 34. Зажимные башмаки30, 31, 32 и 33 имеют сквозные пазы 35, внутри которых пропущены планки 36. Планки 36 закреплены на общем составном кор пусе 1. Контактные поверхности 6зажимных башмаков 30-33 выполнены в виде двух цилиндрических поясков 37, Внутреннее устройство для сборки под сварку кольцевых стыков обечаек имеет механизм 38 стягиваш1Я и выравнивания торцов свариваемых обечаек 39 и 40. Этот механизм содержит, по крайней мере, четыре гидроцшшндра 41, симметрично расположенных по кольцевому периметру обечаек. Корпусы 42 гидроцилиндров 41 закреплены на корпусе 1 с помощью осей 43, Штоки 44гидроцилиндров 41 посредством осей 45coeдин ны с рычагами 46, которые смонтированы с возможностью .осевого перемещения в отверстиях зажимных баш-. маков 33. Цилиндрические поверхности & выступов рычагов 46 выступают на величину г, как контактными поясками 37 зажимных башмаков 33. Зажимной узел 7 имеет указатели 47 окончания процесса предварительного выравнивания формы обечаек, которые выполнены в виде линейки 48, одним концом закрепленной на клиновой призме 27, а вторым концом взаимодействующей с пре- дусмотренным на общем корпусе 1 дат- чиком 49, установленным с возможностью перемещения по направлению оси штока 9 и предназначенным для остановки цилиндра 5 с клиновыми призмами 25 и 27 в промежуточном положении ее хода. Для транспортировки обечаек служат подъемные транспортные ролики 50, На общем корпусе 1 и плоскости осей Подъемных транспортных роликов.50 размещены сферические опорные ролики 51, При этом для предотвращения изменения геометрической обечаек при их транспортировке точ- ки касания зтих роликов с внутренней цилиндрической поверхностью обечаек размещены на .радиусе, проведенном перпендикулярно образующим о, транспортных роликов 50, Общий корпус I снаб- . жен опорными дисками 52, При отсут- ствии обечаек внутреннее устройство под сварку кольцевых стыков обечаек располагается своими оп.орными диска- . ми 52 на подъемно-поворотных роликах 53, а при сварке обечайки опускаются на поворотные ролики 54. Левый конец общего корпуса 1 крепится с возможностью вращения в.округ своей оси (не показано)i Устройство работает следующим образом. В исходном положении зажимные башмаки 30-33 сведены к центру, при
7
;этом конусные 24-27 находятс в крайнем левом полсжении, а рычаги 46 находятся в крайнемправом положении. Подъемно-поворотные ролики 53 подняты и упариваются в опорные диски 52. Обечайка 39 надвигается с помощью транспортных роликов 50 на внутреннее устройство и останавливается, когда ее задний конец находится в плоскости сварочного аппараТа (не показан), Перед транспортиро кой обечайки 39 подъемно-поворотные ролики 53, поддерживающие правый опорньгй диск 52, опускаются. Через канал 10 и поршневую полость 14 подается рабочая жидкость под давлением. Под действием этого давления корпус 3 гидроцилиндра 4 вместе с клиновыми призмами 24 и 26 при перемещении вправо разведут зажимные башмаки 30 и 32 до упора их контактных поверхностей S во;внутреннюю поверхность обечайки 39. Обечайка 39 принимает цилиндрическую форму, (Центрируется относительно оси уст1ройства и зажимается. Обечайка 40 транспортными роликами 50 надвигается на устройство до упора своего переднего торца в задний торец первой обечайки. Через канал 11 в штоковую полость 17 гидроцилигадра 5 подается рабочая жидкость под давлением. Под действием этого давления корпус 3 гидроцилиндра 5 вместе с .клнновыми призмами 25 и 27 при перемещении вправо разведут зажимные башмаки 31 и 33 до тех пор.пока линейка 48 своим концом не войдет в зону действия датчика 49. Предварительное разведение зажимных башмаков 31 и 33 приводит к округлению пристыковываемой обечайки и предотвращения вхождения торца во внутрь первой обечайки. Кроме того, при предварительном разведении зажимных башмаков 31 и 33 выступы рычагов 46 выходят за внутренний диаметр обечайки 40« После этого в зависимости от расположения большего зазора между торцами обечаек 39 и 40 из-за их непарпендикулярности к оси подается давление в штоковую полость соответствуямцего гидроцилиндра 41. Причем наибольший перекос пристыковываемой оси должен удовлетворять условию
-
8
где L - длина пристыковываемой обечайки (трубы), м;
D - наружный диаметр обечайки, м; Л - допустимая величина кривизны
обечайки, мм/м,
а наименьший зазор между торцами обечайки выбирается, исходя из технологических возможностей сварочного аппарата.
Например, для обечаек Ф 1420
.5:М.75
fe наибольший 3азор не более 0,5 мм. Шток 44 под действием этого давления перемещается влево совместно с рычагом 46 и торцом обечайки 40 до ликвидации зазора между торцами обечаек 39 и 40. Далее производится прижатие торцов обечаек по всему периметру с помощью остальных трех цилиндров и окончательное зажатие обечайки 40. Внутреннее устройство для сборки под сварку кольцевых стыков труб вместе с зажатыми обечайками 39 и 40 опускается на поворотные ролики 53 и 54, приводится во вращение со скоростью сварки приводом (не показан). При повороте на 360° они свариваются. Сваренные обечайки разжимаются при подаче рабочей жидкости в штоковую полост 16 гидроцилирдра 4, поршневую пЬлость 15 гидроцилиндра 5 и поршневую полост гидроцилиндра 41. Разжатые сваренные обечайки поднимаются с поворотных роликов 54 транспортными роликами 50 и перемещаются с их помощью влево до совмещеш1Я- заднего торца с плоскостью сварочного аппарата. Перед транспортировкой обечаек поворотньй ролик 54, поддерживающий левый опорный диск 52, опускается. Далее процесс повторяется.
ПредлЬженное внутреннее устройство дпя сборки под сварку кольцевых стыко обечаек по сравнению с лучшими образцами аналогичного оборудования позволяет за счет наличия двух рядов зажимных башмаков на каждую обечайку с раздельными приводами зажатия и механизмам стягивания торцов обечаек производить качественную сборку и сваку нежестких по конструкции многослойных обечаек с некоторой неперпендикулярностью их торцов к осям. Выполнение контактной поверхности зажимных башмаков в виде трех цилиндрических поясков незначительной ширины позволяет получить значительную величину радиальных деформаций обЪчаек без нанесения на их внутренней поверхнрсти (особенно, при наличии продольных нахлесточных швов) рисок для недопустимого уровня остаточных напряжений при минимальных габаритах и массе приводов зажатия обечаек. Устройство не позволяет также при наличии мигммаЛьных габаритов и массы приводов зажатия обечаек и средства для предварительного выравнивания недопустимо деформировать тело обечаек и трубы опорными роликами внутреннего устройства для сборки при транспортировке обечаек и трубы.
Формула изобретения . ,
1. Внутреннее устройство сборки под сварку кольцевых стыков обечаек, содержащее размещенные в корпусе два зажимных узла, каждый из которых выполнен в виде двух рядов зажимных баймаков, установленных с возможностью взаимодействия с подвшкгалмц , в осевом направлении клиновыми призмами, привгоды которых снабжены механизмом управления, отличающееся тем, что, с цепью повышения качества сборки обечаек, устройство снабжено механизмом стягивания и ,выравнивания торцов, выполненным в виде по крайней мере четырех равномерно расположенных up окружности рычагов с выступами, проходящих через отве |стия, выполненные в одном из рядов зажимных башмаков, и установленных с возможностью взаимодействия выступами со свободным торцом пристыковываемой обечайки,каждый из рычагов снабжен шарнирно закрепленным на корпусе зажимных узлов гидроцилиндром, шток которого шарнирно связан с рычагом.
2.Устройство по п. I, отличающееся тем, что, с целью исключения образования на внутренней поверхности обечаек кольцевых рисок и мест с недопустимым уровнем остаточных напряжений, зажимные башмаки выполнены с цилиндрическими ко«тактными поясками.
3.Устройство по п. 1, о т л и ч а. ю щ е е с я тем, что оно снабжено указателем окончания процесса предварительного выравнивания формы обечаек, выполненным в виде закрепленного на корпусе зажимньгх устройств датчика, связанного с механизмом управления приводами, осевого перемещения клиновых призм, и установленной с возможностью взаимодействия с этим датчиком линейкой, закрепленной на клиновой призме.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 431982, кл. В 23 К 37/04, 1971.
2.Патент США № 2525680, кл. 269-34, 1950 (прототип).
«:


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков труб | 1987 |
|
SU1763130A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |