Изобретение относится к области станкостроения, касается шлифования и может быть использовано при заточке твердосплавных штырей буровых коронок.
Целью изобретения является повышение качества обработки.
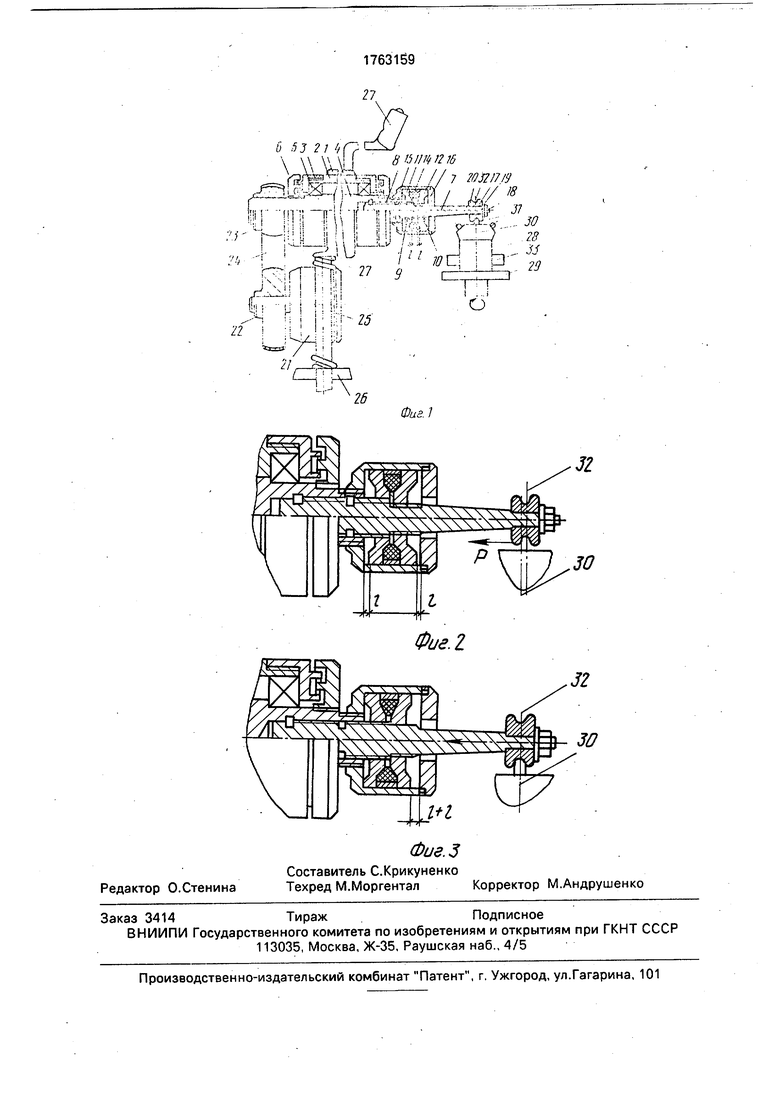
На фиг. 1 представлен общий вид устройства в процессе заточки твердосплавного штыря буровой коронки при устоявшемся режиме; на фиг. 2 - положение маховиков устройства при торможении штока под действием избыточной силы Р, действующей на шлифовальный круг; на фиг. 3 -стабилизация шлифовального круга относительно оси твердосплавного штыря в результате образования зазоров.
Шпиндель выполнен в виде подвижной
относительно направляющей пиноли 1,
внутри которой смонтирован корпус 2 с
крышками 3 через которые проходит вал 4
/Ј подшипниками 5 и крышками 6.
Вал имеет торцевое отверстие, в котором расположен шток 7, взаимодействующий с валом 4 посредством шлицевого соединения 8.
На штоке посредством противоположных по нарезке соединений 9, 10 расположены маховики 11, 12, подпружиненные между собой эластичным элементом 13, причем винтовые соединения выполнены с малым шагом и являются самотормозящимися, а эластичный элемент между маховиками служит для выборки возможных зазоров в навивках винтовых пар.
Между маховиками концентрично эластичному элементу 13 расположено кольцо 14, образующее зазоры I +1 между собственными торцами и маховиками.
Маховики заключены в обойму 15, навинченную на торец вала 4. и зафиксированы крышкой 16.
VI
О
к
ел о
На цилиндрической шейке 17 штока посредством гайки 18 и шайбы 19 закреплен алмазный шлифовальный круг 20.
Вращение вала осуществляется электродвигателем 21, шкивами 22, 23 и ремен- ной передачей 24.
Пиноль со шпинделем закреплена на направляющих штоках 25 и подпружинена относительно станины 26 пружиной 27.
Движение шлифовального круга к объ- екту шлифования осуществляется рукояткой подачи 28.
Устройство работает следующим образом.
Перед началом работы в обойму 15 меж- ду маховиками 11,12 устанавливается регулировочное кольцо 14, высота которого обеспечивает зазоры I + I между маховиками, суммарный размер которых находится в соотношении
(l + l) L-ng,
где L - возможное максимальное смещение оси штыря 31 относительно оси резания 33;
Пд - величина максимально допустимого припуска.
Затем буровая коронка 29 устанавливается на планшайбе 30, после чего специаль- ным приспособлением ось 31 твердосплавного штыря 32 совмещают с осью резания 33 алмазного круга 20 и за- крепляют зажимным устройством 34.
После совмещения оси резания и оси твердосплавного штыря оператор рукояткой 28 подает шпиндель со шлифовальным кругом 20 до упора с твердосплавным шты- рем и производит шлифовку, при этом планшайба с буровой коронкой вращается со скоростью 30 об/мин, а шпиндель - со скоростью 14000 об/мин.
При соосности твердосплавного штыря 32 с осью резания 33 слой, срезаемый алмазным кругом катушечной формы, симметрично распространяется по сферической части штыря и равен, например, величине Пд.
В этом случае если ось 31 твердосплавного штыря 32 не совпадает с осью 33 резания (см.фиг. 2), то при вращении штыря при заточке на алмазный круг воздействует осевая сила Р, вызванная дополнительным припуском Цна фиг. не обозначен), равным по величине несоосности твердосплавного штыря и оси резания.
Под действием этой зоны Р происходит увеличение сил трения между твердосплав- ным штырем и алмазным кругом, которые противодействуют моменту вращения электродвигателя 21, в результате чего обороты
двигателя падают и, соответственно, обороты вала 4 и штока 7.
В момент падения оборотов двигателя 21 вал 4 и шток 7 приобретают меньшее значение угловой скорости, а маховики 11, 12 вследствие инерции сохраняют первоначальную угловую скорость, в результате чего маховики проворачиваются на винтах 9, 10.
Проворот маховиков на винтах с противоположной навивкой сопровождается движением маховиком навстречу друг другу и сжатием эластичного элемента 13 до упора с регулировочным кольцом 14 и выборкой зазоров I +1 между регулировочным кольцом и маховиками.
В результате выборки зазоров I + I между маховиками, обоймой 15 и крышкой 16 образуются идентичные зазоры, которые позволяют штоку 7 с алмазным кругом 20 переместиться под действием силы Р, например, влево (см.фиг. 3).
Перемещение алмазного круга влево приведет к приближению оси шлифования 33 к оси 31 твердосплавного штыря, в результате чего уменьшится величина припуска и перегрузочная сила Р уменьшится.
Уменьшение перегрузочной силы Р приведет к увеличению оборотов двигателя 21 и соответственно угловой скорости вала и штока с алмазным кругом относительно угловой скорости маховиков, в результате чего произойдет проворот маховиков на винтах в исходное положение, при этом ось шлифования 33 также займет исходное положение. Перегрузочная сила Р, напри- мер.при заточке несоосного с осью резания штыря пульсирующая и будет возникать при каждом провороте штыря на 180°, постепенно убывая по мере стачивания дополнительного припуска L
Фор м-у ла изобретения
Шлифовальный шпиндель, содержащий подвижную относительно направляющей пиноль, внутри которой установлен полый вал, связанный посредством шлицевого соединения со штоком, а также маховик и упругий элемент, отличающийся тем, что, с целью повышения качества обработки, шпиндель снабжен обоймой и дополнительным маховиком, причем оба маховика посредством винтовых соединений противоположной нарезки установлены на штоке и размещены в указанной обойме, связанной посредством резьбового соединения с валом, а упругий элемент установлен между маховиками с возможностью взаимодействия с обоймой посредством дополнительно введенного в шпиндель ограничителя. .
Ь 43 21 it
21
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный шпиндель | 1989 |
|
SU1669694A1 |
| Шлифовальный шпиндель | 1988 |
|
SU1565663A1 |
| Устройство для заточки буровыхКОРОНОК | 1978 |
|
SU795891A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ПЕРФОРАТОРНЫХ КОРОН | 1973 |
|
SU384653A1 |
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМ | 2013 |
|
RU2547980C1 |
| Способ заточки многолезвийных буровых коронок и устройство для его осуществления | 1986 |
|
SU1355459A1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ ЗАТОЧКИ НЕПЕРЕТАЧИВАЕМОЙ ПЛАСТИНЫ (ВАРИАНТЫ) И ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2432246C2 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
Использование: в станкостроении, при шлифовании и при заточке твердосплавных штырей буровых коронок. Сущность изобретения: устройство содержит шпиндель, выполненный в виде подвижной относительно направляющей пиноли 1, вал 4, связанный со штоком 7 посредством шлицевого соединения 8, маховик 11, упругий элемент 13 и алмазный круг 20, установленный с возможностью осевого перемещения. Новым в устройстве является снабжение его обоймой 15 и дополнительным маховиком 12. Оба маховика 11 и 12 посредством винтовых соединений противоположной нарезки установлены на штоке 7 и помещены в обойму 15, связанную резьбовым соединением с валом. Упругий элемент 13 установлен между маховиками 11 и 12. 3 ил.
М I8 в/W К IS
%Х f TSV// //7 W32I7
. ////
I1 / Г Jl -/--Л,
Ь; ,, f rr;J( , гА-к/
,yv
i i 1 I i
| .Г
, ,e -.lr
УЬ --/// ь
/
П4 27 9 I
-1
I i ,
I
#
I. -w
«c
SV// //7 W32I7
V/W/ ////
Jl -/--Л,
rr;J( , гА-к/
,yv
I i
.Г
, ,e -.lr
-/// ь
/
9
-1
I i ,
о
25
/
Фиг. I
| Шлифовальный шпиндель | 1988 |
|
SU1565663A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
