сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1989 |
|
SU1703434A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2238667C1 |
| СПОСОБ ПЛАВНО-ПРЕРЫВИСТОГО ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2236932C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА КРОМКАХ ОТВЕРСТИЙ | 1999 |
|
RU2163859C2 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2582841C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
Изобретение относится к технологии машиностроения, в частности к инструментам для снятия заусенцев в отверстиях с прерывистыми поверхностями, и позволяет расширить технологические возможности инструмента. Для этого в инструменте для обработки отверстий, содержащем втулкуоправку 1 с осевыми пазами и направляющими участками и с упругими стержневыми элементами 4, на концах которых установлены рабочие абразивонесущие тела 5, пазы и направляющие участки во втулке 1 расположены диаметрально противоположно друг другу. Оси упругих стержневых элементов 4 при этом расположены под углом а к оси инструмента, выбранным из следующего соотношения: О и arcsin (1 - Di - Da : 2 г), где Di -диаметр окружности, проведенной через максимально удаленные от оси инструмента точки рабочих тел; D - диаметр корпуса; г - радиус сферической поверхности рабочего тела. 8 ил.
Изобретение относится к технологии машиностроения и, в частности, к инструментам для снятия заусенцев в отверстиях с прерывистыми поверхностями.
Целью изобретения является расширение технологических возможностей инструмента за счет снятия заусенцев в прерывистых отверстиях малого диаметра.
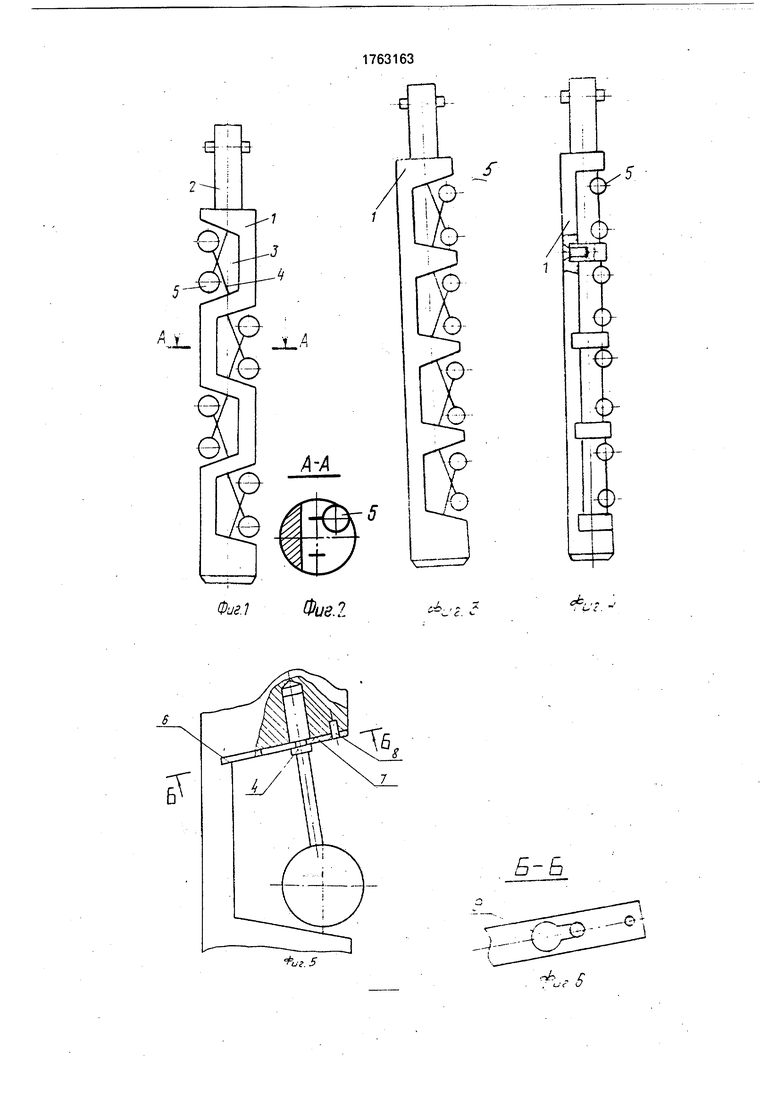
На фиг. 1 представлен первый вариант выполнения инструмента; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - второй вариант выполнения инструмента; на фиг. 4-третий вариант выполнения; на фиг. 5 - вариант крепления упругого элемента к оправке; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 и 8 графически показано пояснение к выводу математической формулы.
Инструмент для обработки отверстий содержит оправку 1, хвостовик 2, односторонние углубления 3, расположенные в них
упругие элементы 4, на концах которых закреплены абразивные рабочие тела 5 сферической формы. Установка упругих элементов 4 в оправке 1 может быть жесткой, а может быть с возможностью вращения, как это изображено на фиг. 5. Для этого в упругом элементе делается выточка, в оправке - паз 6, в который устанавливается пластина 7, фиксируемая штифтом 8. В пластине 7 предусмотрено фигурное отверстие 9, необходимое для монтажа и разборки этого соединения.
Расположение односторонних углублений 3 может быть различным - либо они располагаются поочередно с обеих сторон оправки (фиг. 1), либо по винтовой линии,либо с одной стороны оправки (фиг. 3 и фиг. 4). Угол наклона оси упругих элементов 4 к оси оправки также может варьироваться в зависимости от диаметра обрабатываемого отvj О СО
6 СО
ю
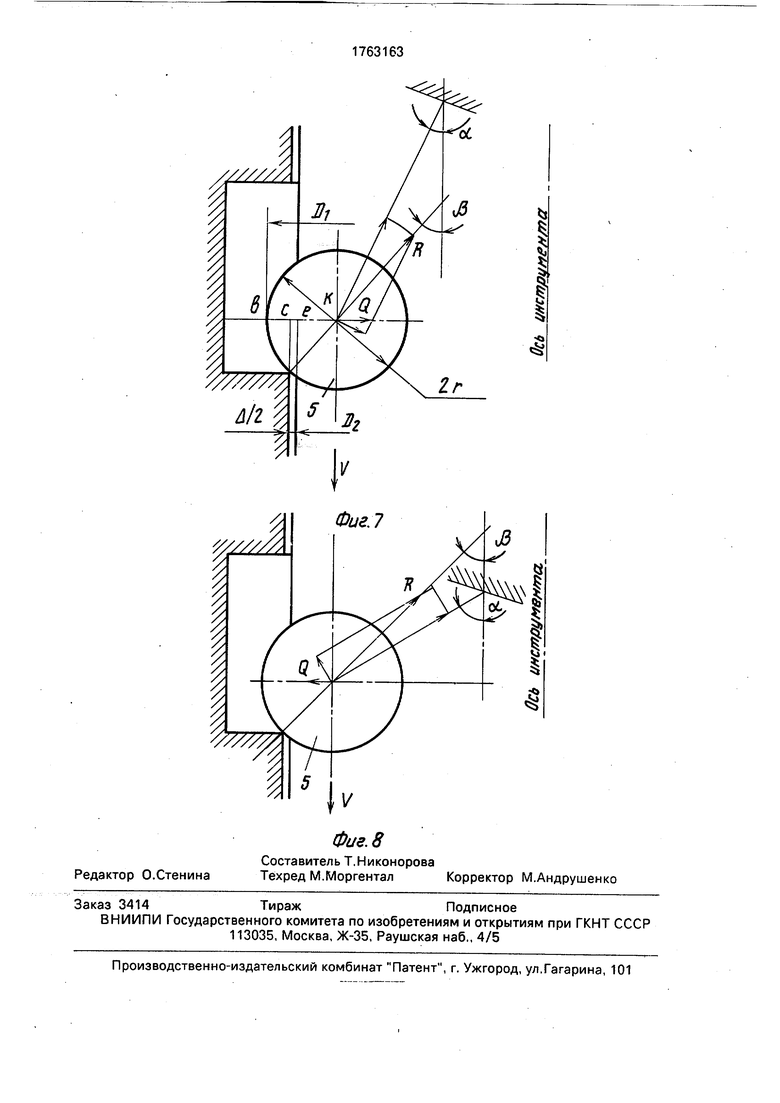
верстия. Чем меньше диаметр, тем меньше угол, и в пределе угол равен нулю при параллельном расположении осей упругих элементов и оправки. Имеется ограничение по углу и при его увеличении. На фиг 7 показано взаимодействие сферического рабочего тела с кромкой канавки в отверстии при условии, когда угол наклона а оси упругого элемента меньше угла наклона /3 реакции R, возникающей в точке контакта и проходящей через центр рабочего тела. Раскладывая вектор реакции по направлению оси упругого элемента и перпендикулярно этому направлению, заметим, что при движении инструмента вниз со скоростью v, рабочее тело стремится переместиться к оси инструмента по направлению вектора Q. Во втором варианте (фиг. 8), когда угол а больше угла Д вектор Q направлен от оси инструмента и рабочее тело будет перемещаться в ту же сторону, что чревато его заклиниванием и поломкой. Таким образом, условие безотказной работы состоит в том, чтобы а было меньше Д Угол/ легко находится из треугольника СОК.
Д COK arcsin(CK/OK) Так как b k OK г; се А/2
СК bk-bc+ А/2
ос °1
Ск-г- f Pi - Da , А 22
/ arcsin-г
Д агсзт(1-Р1-2Рг2+А).
Так как зазор между оправкой и отверстием существенно меньше разности Di-D2 ,
0 a arcsin(1 ).
Чтобы обеспечить равномерность распределения усилий между рабочими телами, зазор между оправкой и отверстием Ане должен превышать 0,05-0,1 мм. Натяг в системе инструмент-отверстие назначают в пределах 0,5-1,0 мм. Длина упругого элемента и диаметр рабочего тела назначаются исходя из конструктивных соображений. Жесткое крепление упругих элементов применяется в мелкосерийном производстве, когда к износостойкости и долговечности инструмента не предъявляются большие требования. Крепление, изображенное на фиг. 5, применяется в условиях крупносерийного производства и позволяет резко увеличить долговечность инструмента за счет того, что в работе участвует весь периметр сферического тела. Рабочее тело покрывается алмазным порошком на никелевой связке гальваническим методом
или методом напыления.
Обработка отверстия производится следующим образом. Инструмент без вращения вводят в отверстие, чтобы центрирующая оправка надежно забазировалась в отверстии, затем инструменту придают вращение и продолжают поступательное движение. Обработка производится за два-три двойных хода. Режимы резания зависят от диаметра обрабатываемого отверстия, материала детали и варьируются в пределах-скорость резания 15-60 м/мин, подача 200-800 мм/мин.
Пример реального исполнения: для обработки отверстия диаметром 12 мм диаметр оправки выполнен равным 11,9 мм, угол наклона упругих элементов 10°, диаметр рабочих тел 6 мм, количество рядов углублений б, режимы обработки - скорость резания 30 м/мин, скорость поступательного движения 250 мм/мин, характеристика алмазного покрытия на рабочих телах - АСМ 40/28.
Формула изобретения Инструмент для обработки отверстий
по авт.св. М 1703434, отличающийся тем, что, с целью расширения технологических возможностей инструмента, путем обеспечения возможности снятия заусенцев в отверстиях малого диаметра, пазы и
направляющие участки во втулке расположены диаметрально противоположно друг другу, а оси упругих стержневых элементов расположены под углом к оси инструмента, выбранным из следующего соотношения:
0 a arcsin(),
где «-угол наклона осей упругих стержневых элементов; DI - диаметр окружности, проведенной через максимально удаленные от оси инструмента точки рабочих тел; D2 - диаметр корпуса; г - радиус сферической поверхности рабочего тела.
Й/г;
эг
,,
5-6
| Инструмент для обработки отверстий | 1989 |
|
SU1703434A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
