1
(21)4799916/05 (22) 07.03.90 (46)23.09.92. Бюл. №35 (71)Таджикский государственный университет им. В.И.Ленина
(72) Т.Б.Бобоев, В.В.Филатов, В.А.Ярцев, А.И.Семикопный, Н.А.Николаева и Е.А.Митрофанова
(56) Патент США № 3660140, кл, С 08 J 3/28, опублик. 1972.
Тростянская Е.Б., Михайлин Ю.А., Баранов Ю.Н. Отверждение пластиков с помощью токопроводящих наполнителей //Пластические массы, 1977, № 1, с. 38-40.
(54) СПОСОБ ПОЛУЧЕНИЯ ЭПОКСИУГЛЕП- ЛАСТИКА
(57) Сущность изобретения: способ включает пропитку углеродных волокон эпоксидным связующим с применением трехфтористого бора в качестве катализатора и отверждение при пропускании через углеродные волокна постоянного электрического тока плотностью 0,62-0,67 А/мм с одновременным внешним конвенционным нагревом. 1 з.п. ф-лы, 1 ил., 2 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения углепластика | 1990 |
|
SU1742283A1 |
| Способ получения эпоксиуглепластика | 1988 |
|
SU1647011A1 |
| Способ поверхностной модификации углеродных волокнистых материалов | 1983 |
|
SU1816823A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 1977 |
|
SU1840610A1 |
| Способ упрочнения армированных углеродным волокном полимерных композиционных материалов | 2017 |
|
RU2687930C1 |
| Способ получения углеродного волокна | 1982 |
|
SU1816822A1 |
| МНОГОСЛОЙНОЕ МОЛНИЕЗАЩИТНОЕ ПОКРЫТИЕ | 2002 |
|
RU2217320C1 |
| МНОГОСЛОЙНОЕ МОЛНИЕЗАЩИТНОЕ ПОКРЫТИЕ | 2003 |
|
RU2263581C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРПРОЧНОГО ЛЕГКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2419691C2 |
| НАНОГИБРИДНЫЙ ЗАЩИТНЫЙ КОМПОЗИТ | 2009 |
|
RU2420704C1 |
Изобретение относится к способам армирования высокомолекулярных соединений волокнистым материалом и может быть использовано при производстве углепластика из эпоксидного связующего с применением трехфтористого бора в качестве катализатора.
Известен способ получения армированного композиционного материала путем полимеризации эпоксидной смолы с графитовыми волокнами, поверхность которых окислена азотной кислотой, в сочетании с ее термообработкой. Окисление графитовых волокон азотной кислотой способствует увеличению их удельной поверхности и созданию кислой поверхности. В углепластиках с волокном HMG-50 существует зависимость между прочностью на сдвиг и величиной удельной поверхности. В результате окисления волокна повышается также и прочность на растяжение в поперечном направлении, но, тем не менее, в известном способе улучшение физико-механических свойств
полученного материала все же недостаточно.
Наиболее близким к изобретению является способ получения эпоксиуглепластика на связующем с применением трехфтористого бора, согласно которому пластик на базе углеродных волокон отверждают за счет нагрева образца изнутри путем пропускания через проводящие волокна постоянного электрического тока удельной мощности 0,2-0,6 Вт/см2.
Однако такое отверждение не дает удовлетворительного увеличения прочности при изгибе (всего в 1,5 раза по сравнению с обычным методом прессования), что можно объяснить недостаточной адгезионной прочностью на поверхности раздела полимер-наполнитель.
Целью изобретения является повышение прочности эпоксиуглепластика на растяжение и изгиб.
Поставленная цель достигается тем, что в способе получения эпоксиуглепластика, включающем пропитку углеродных волокон
СО
С
XI о
GJ 4
сл
эпоксидным связующим с применением трехфтористого бора в качестве катализатора и отверждение, пропускание электрического тока через пропитанные волокна осуществляют при одновременном внешнем конвенционном нагреве в процессе отверждения.
Согласно способу пропускают постоянный электрический ток плотностью 0,62- 0,67 А/мм2.
Изобретение иллюстрируется следующими примерами.
П р и м е р 1. Измеряют магометром суммарное электрическое сопротивление волокна Элур 0,1п ТУ 6-06-И86-86, а также определяют эффективную площадь его поперечного сечения. С учетом требуемой плотности тока 0,62 А/мм2 определяют величину напряжения, которое необходимо приложить к волокнам, а затем волокна пропитывают эпоксидным связующим ЭНФБ ТУ 1-596-36-82, после чего к ним под натяжением при удельной нагрузке 195 г/мм прикладывают определенное расчетным путем напряжение от источника постоянного тока и помещают их в термостат. Не снимая приложенного напряжения и нагрузки, пропитанные волокна отверждают при 170°С в течение 4 ч. Полученные образцы имеют прочность на изгиб (148 ±2,8) кг/мм2 и прочность на растяжение (105 ±2,8) кг/мм .
П р и м е р 2. Технология получения эпоксиуглепластика та же, что в примере 1, но к волокнам прикладывают постоянное напряжение, обеспечивающее плотность тока через волокна при отверждении 0,65 А/мм . Полученные образцы имеют прочность на изгиб (150 ±2,9) кг/мм2 и прочность на растяжение (104 ±2,2) кг/мм .
ПримерЗ, Технология получения эпоксиуглепластика та же, что в примере 1, но к волокнам прикладывают постоянное напряжение, обеспечивающее плотность тока через волокна при отверждении 0,67 А/мм . Полученные образцы имеют прочность на изгиб (150 ±2,9) кг/мм2 и прочность на растяжение (104,7 ±2,2) кг/мм .
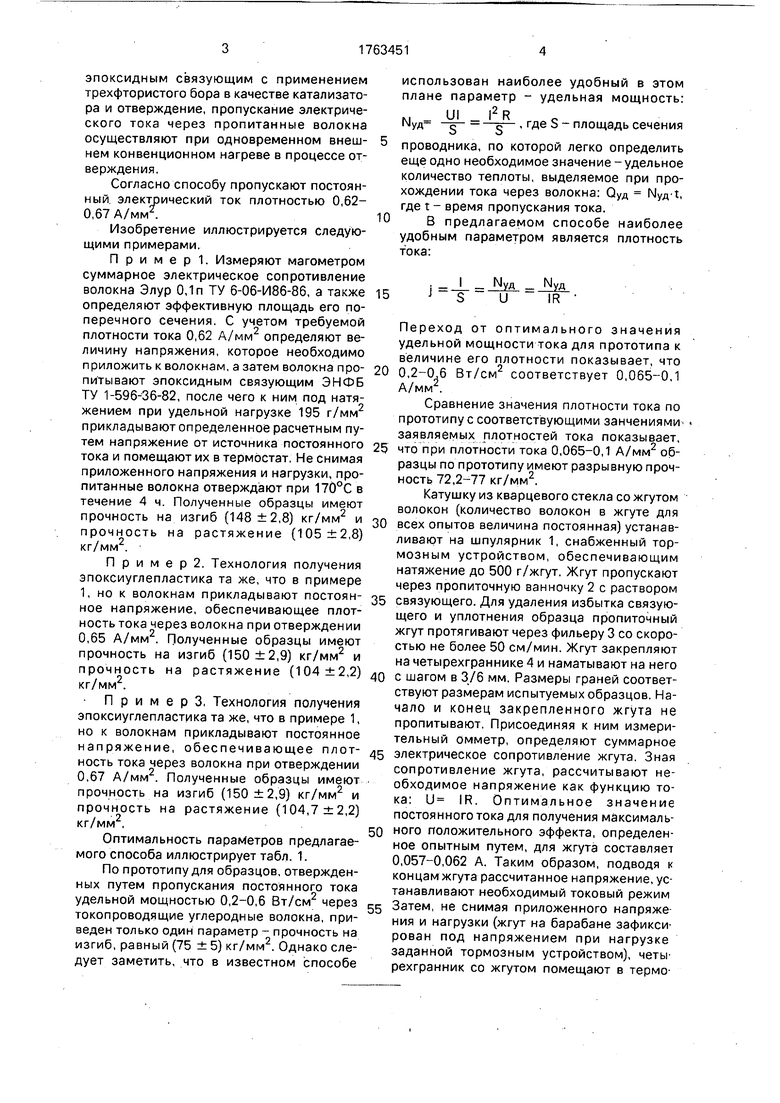
Оптимальность параметров предлагаемого способа иллюстрирует табл. 1.
По прототипу для образцов, отвержден- ных путем пропускания постоянного тока удельной мощностью 0,2-0,6 Вт/см2 через токопроводящие углеродные волокна, приведен только один параметр - прочность на изгиб, равный (75 ± 5) кг/мм . Однако следует заметить, что в известном способе
использован наиболее удобный в этом плане параметр - удельная мощность:
Муд
UI
R
, где S площадь сечения
проводника, по которой легко определить еще одно необходимое значение - удельное количество теплоты, выделяемое при прохождении тока через волокна: 0Уд №уд t, где t - время пропускания тока.
В предлагаемом способе наиболее удобным параметром является плотность тока:
15
I
Переход от оптимального значения удельной мощности тока для прототипа к величине его плотности показывает, что
0,2-0,6 Вт/см2 соответствует 0,065-0,1 А/мм .
Сравнение значения плотности тока по прототипу с соответствующими занчениями заявляемых плотностей тока показывает,
что при плотности тока 0,065-0,1 А/мм2 образцы по прототипу имеют разрывную прочность 72,2-77 кг/мм2.
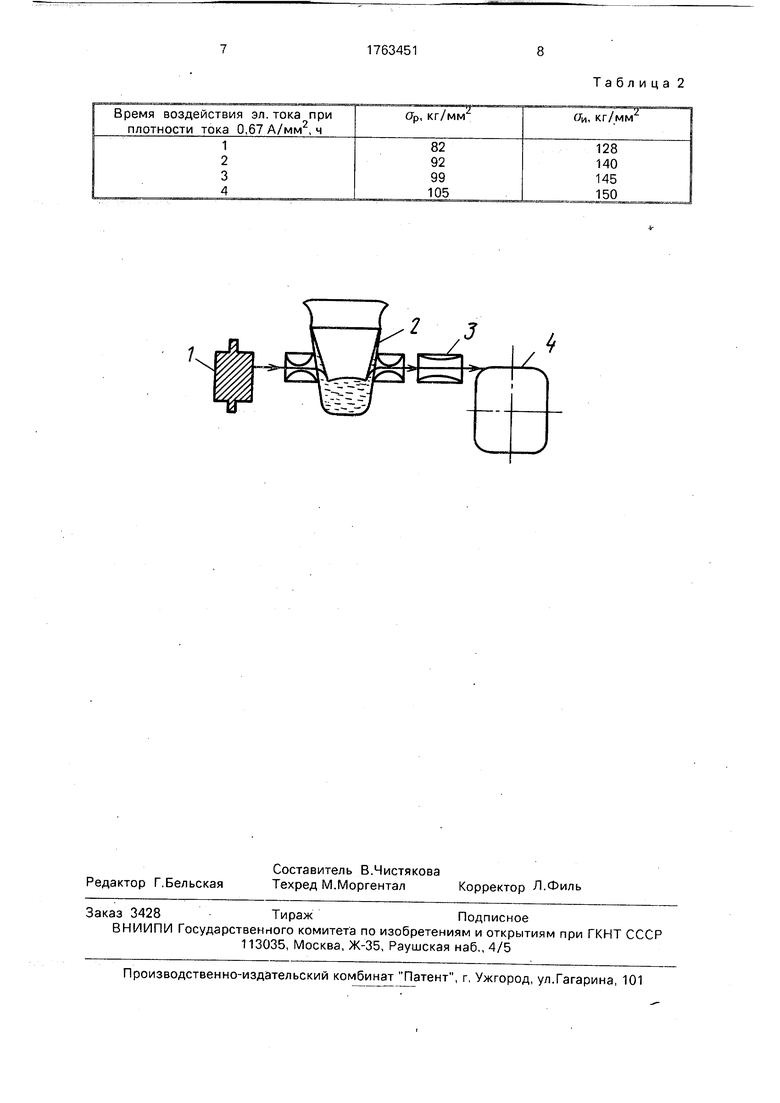
Катушку из кварцевого стекла со жгутом волокон (количество волокон в жгуте для
всех опытов величина постоянная) устанавливают на шпулярник 1, снабженный тормозным устройством, обеспечивающим натяжение до 500 г/жгут, Жгут пропускают через пропиточную ванночку 2 с раствором
связующего. Для удаления избытка связующего и уплотнения образца пропиточный жгут протягивают через фильеру 3 со скоростью не более 50 см/мин. Жгут закрепляют на четырехграннике 4 и наматывают на него
с шагом в 3/6 мм. Размеры граней соответствуют размерам испытуемых образцов. Начало и конец закрепленного жгута не пропитывают. Присоединяя к ним измерительный омметр, определяют суммарное
электрическое сопротивление жгута. Зная сопротивление жгута, рассчитывают необходимое напряжение как функцию тока: U IR. Оптимальное значение постоянного тока для получения максимального положительного эффекта, определенное опытным путем, для жгута составляет 0,057-0,062 А. Таким образом, подводя к концам жгута рассчитанное напряжение, устанавливают необходимый токовый режим
Затем, не снимая приложенного напряже ния и нагрузки (жгут на барабане зафиксирован под напряжением при нагрузке заданной тормозным устройством), четы рехгранник со жгутом помещают в термо
стат и отверждают при 170°С в течение 4 ч. После отверждения жгут разрезают на необходимое количество образцов и испытывают согласно ГОСТ 18564-73, 25601-80.
Поскольку ток - величина, зависимая от геометрических размеров жгута и количества составляющих его волокон, используют величину независимую - плотность
тока: j -5- , где S - эффективная площадь
Я4 О
сечения жгута, зависящая от толщины жгута, т.е. от числа составляющих его волокон.
В предлагаемом способе эффективная площадь сечения жгута составляет 0,092 мм2. Отсюда плотность тока для оптимальных режимов:
1 Ж 0 062А/Мм2:
J2
Щ-- 0,67 А/мм2.
0,092
Таким образом, рассчитанные оптимальные значения плотности тока j 0,62-0,67 А/мм2 будут справедливы для образцов углепластика с любыми геометрическими размерами.
Время воздействия электрического тока (4 ч) соответствует времени отверждения образца.
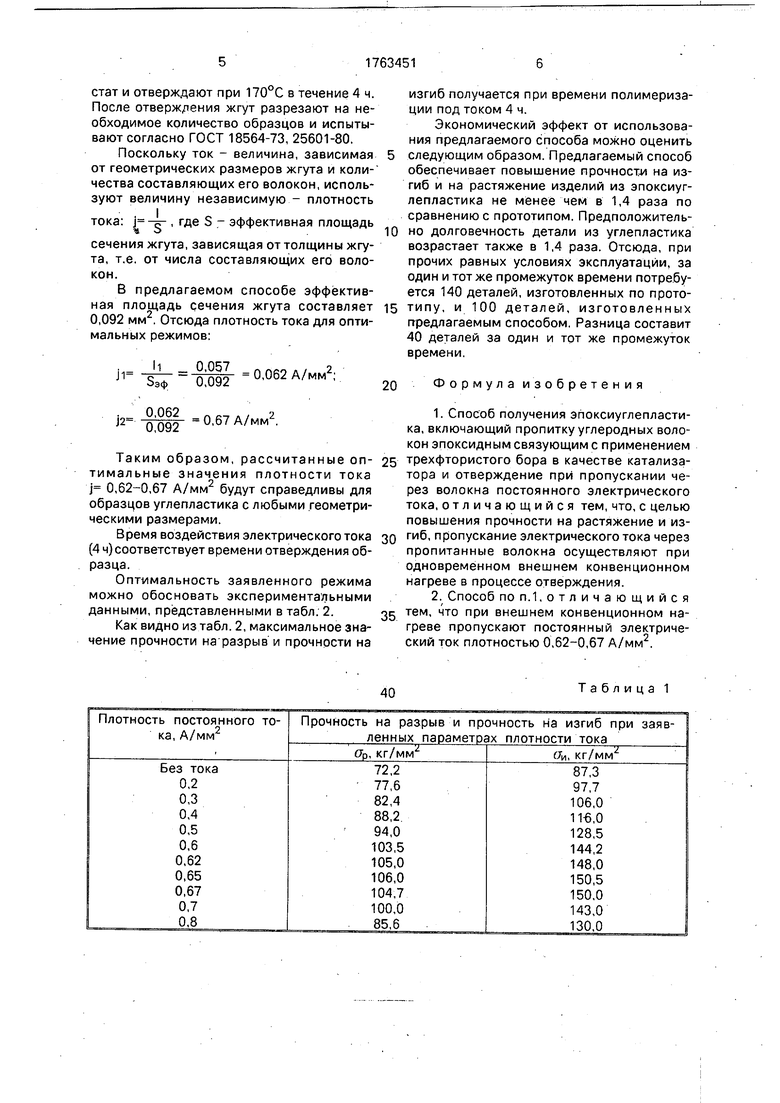
Оптимальность заявленного режима можно обосновать экспериментальными данными, представленными в табл. 2.
Как видно из табл. 2, максимальное значение прочности на разрыв и прочности на
изгиб получается при времени полимеризации под током 4 ч.
Экономический эффект от использования предлагаемого способа можно оценить
следующим образом. Предлагаемый способ обеспечивает повышение прочности на изгиб и на растяжение изделий из эпоксиуг- лепластика не менее чем в 1,4 раза по сравнению с прототипом. Предположительно долговечность детали из углепластика возрастает также в 1,4 раза. Отсюда, при прочих равных условиях эксплуатации, за один и тот же промежуток времени потребуется 140 деталей, изготовленных по прототипу, и 100 деталей, изготовленных предлагаемым способом. Разница составит 40 деталей за один и тот же промежуток времени
Формула изобретения
трехфтористого бора в качестве катализатора и отверждение при пропускании через волокна постоянного электрического тока, отличающийся тем, что, с целью повышения прочности на растяжение и изгиб, пропускание электрического тока через пропитанные волокна осуществляют при одновременном внешнем конвенционном нагреве в процессе отверждения.
40
Таблица 1
Таблица 2
