Изобретение относится к порошковой металлургии, в частности к шихте электродного материала для элекроискрового нанесения покрытий на инструмент, преимущественно для обработки титана и его сплавов.
Одним из методов повышения стойкости инструмента для резания труднообрабатываемых металлов, в частности сплавов на основе титана является упрочнение рабочей поверхности нанесением покрытия, снижающего физико-химическую активность инструментального материала по отношению к обрабатываемому. Это в свою очередь уменьшает коэффициент деформации и силы резания.
Из литературы известно синтезирование на поверхности твердосплавного материала ВК6 инструмента для обработки титановых сплавов покрытия из сложных нитридов хрома и молибдена, а также нитридов ниобия и циркония. Эти покрытия получают вакуумно-плазменной технологией 1.
В промышленных условиях целесообразно получение на поверхности твердосплавного материала ВК6 покрытия из нитридов титана и хрома при оптимальном соотношении соответственно (25%Ti и 75%Cr)N, Это покрытие также получают вакуумно-плазменной технологией 2
Однако наличие титана в покрытии, обладающего большим сродством по отношению к обрабатываемому титановому сплаву, увеличивает сопротивляемость разрушению образующихся адгезионных связей и приводит к росту сил резания. Кроме этого, твердосплавный материал инструмента содержит дефицитный вольфрам, а использование широко распространенной быстрорежущей стали Р6М5 в еще большей степени снизит стойкость инструмента
Целью изобретения является повышение стойкости инструмента для обработки титана и его сплавов.
Это достигается тем, что шихта электродного материала для электроискрового нанесения покрытий, включающая хромсоСО
с
VI о
Сл СП
О 00
держащее соединение, дополнительно содержит порошок кобальт-вольфрам-молибден со держа щей быстрорежущей стали, а в качестве хромсодержащего соединения - нитрид хрома при следующем соотношении компонентов, мае. %:
Порошок быстрорежущей кобальтвольфрам-молибден-содержащей стали15-35
Нитрид хрома65-85
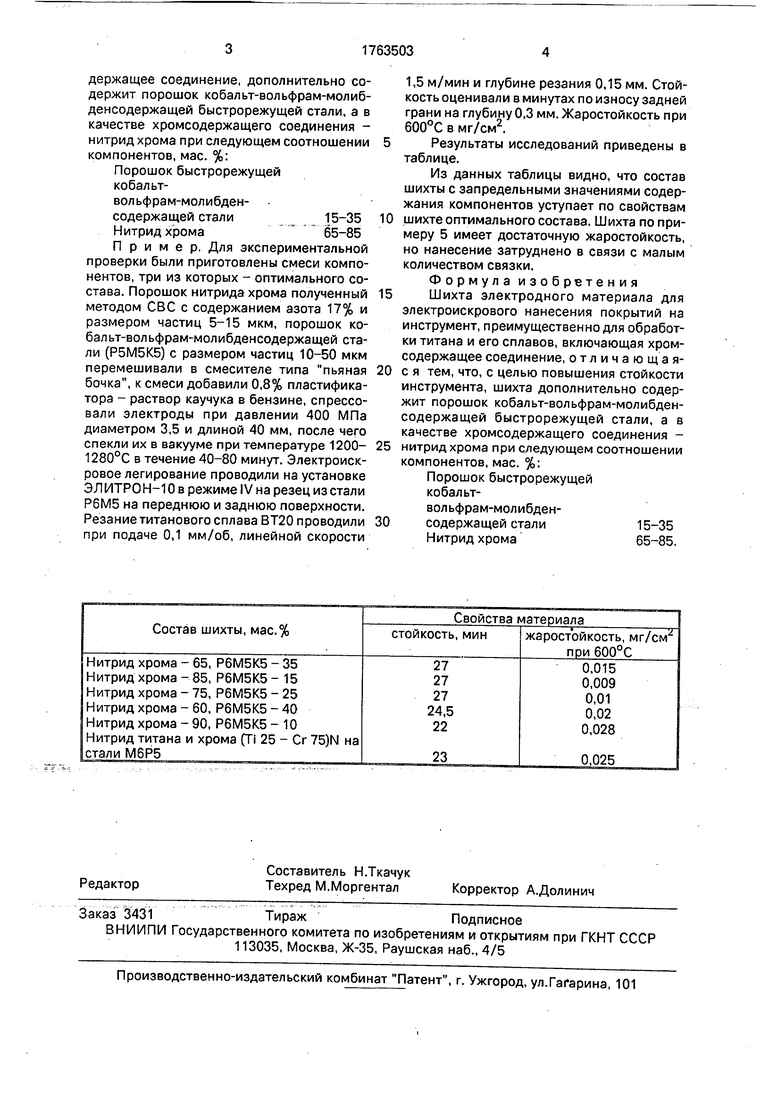
Пример, Для экспериментальной проверки были приготовлены смеси компонентов, три из которых - оптимального состава. Порошок нитрида хрома полученный методом СВС с содержанием азота 17% и размером частиц 5-15 мкм, порошок кобальт-вол ьфрам-молибденсодержащей стали (Р5М5К5) с размером частиц 10-50 мкм перемешивали в смесителе типа пьяная бочка, к смеси добавили 0,8% пластификатора - раствор каучука в бензине, спрессовали электроды при давлении 400 МПа диаметром 3,5 и длиной 40 мм, после чего спекли их в вакууме при температуре 1200- 1280°С в течение 40-80 минут. Электроискровое легирование проводили на установке ЭЛ ИТРОН-10 в режиме IV на резец из стали Р6М5 на переднюю и заднюю поверхности. Резание титанового сплава ВТ20 проводили при подаче 0,1 мм/об, линейной скорости
1,5 м/мин и глубине резания 0,15 мм. Стойкость оценивали в минутах по износу задней грани на глубину 0,3 мм. Жаростойкость при 600°С в мг/см2.
Результаты исследований приведены в
таблице.
Из данных таблицы видно, что состав шихты с запредельными значениями содержания компонентов уступает по свойствам шихте оптимального состава. Шихта по примеру 5 имеет достаточную жаростойкость, но нанесение затруднено в связи с малым количеством связки.
Формула изобретения Шихта электродного материала для электроискрового нанесения покрытий на инструмент, преимущественно для обработки титана и его сплавов, включающая хром- содержащее соединение, отличающая- с я тем, что, с целью повышения стойкости инструмента, шихта дополнительно содержит порошок кобальт-вольфрам-молибден- содержащей быстрорежущей стали, а в качестве хромсодержащего соединения - нитрид хрома при следующем соотношении компонентов, мае. %:
Порошок быстрорежущей
кобальтвольфрам-молибден-содержащей стали15-35
Нитрид хрома65-85.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент и способ его изготовления | 1985 |
|
SU1701464A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И ДАВЛЕНИЕМ | 2004 |
|
RU2271265C1 |
| ИЗНОСОСТОЙКИЙ ПОРОШКОВЫЙ МАТЕРИАЛ | 1992 |
|
RU2016122C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| Износостойкое покрытие и способ его получения | 1984 |
|
SU1495390A1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОГО СПЛАВА | 2017 |
|
RU2655404C1 |
| ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2008 |
|
RU2384650C2 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
| Ролик для стеклореза и способ его изготовления | 1986 |
|
SU1418299A1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 2000 |
|
RU2194792C2 |
Использование: электродный материал, полученный из предлагаемой шихты, предназначен для электроискрового нанесения покрытий на инструмент, преимущественно для обработки титана и его сплавов. Сущность изобретения: шихта содержит порошок быстрорежущей кобальт- вольфрам-молибденсодержащей стали в количестве 15-35 мае. % и нитрид хрома в количестве 65-85 мае. % 1 табл.
| Е.Ф.Немилов | |||
| Справочник по электроэрозионной обработке материалов | |||
| -Л.: Машиностроение, 1989, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Верещака А С Режущие инструменты с износостойкими покрытиями | |||
| - М.: Машиностроение, 1986, с р 165-167 | |||
