Область техники
Настоящее изобретение относится к порошковой металлургии и главным образом к способам упрочняющей обработки готовых твердосплавных инструментов и деталей машин без изменения их первоначальных размеров.
Предшествующий уровень техники
Известны способы упрочнения твердосплавных инструментов и деталей машин путем нанесения покрытий и взрывом (М.Г. Лошак. Прочность и долговечность твердых сплавов. - Киев.: Наукова Думка, 1984. - С.299), термической и химико-термической обработкой при 1000-1100°С (а.с. СССР №1452190, кл. С23С 10/60, 10/54, 1988), дробеструйной и вибрационной обработкой (Г.Л. Хает. Прочность режущего инструмента. - М.: Машиностроение, 1975. - С. 115-120, С. 133-138), а также термомеханической обработкой предварительно нагретых до 400-600°С твердосплавных изделий с помощью металлической щетки (а.с. СССР №1292995, кл. В24В 39/00, В23В 27/00, 1987).
К недостаткам указанных способов следует отнести невысокую эффективность упрочнения твердосплавных инструментов и деталей машин, сложность и длительность обработки, применение специального оборудования, а во многих случаях изменение формы и размеров изделий, а также опасность трещинообразования из-за высокой хрупкости твердого сплава в условиях статических и ударных нагрузок.
Известен также способ упрочнения инструмента из быстрорежущей стали (РФ, патент 2023027), включающий подготовку поверхности, 30-минутную обработку в водном растворе ниже температуры кипения, в состав которого входят металл- и неметаллсодержащие компоненты для образования на инструментальной поверхности упрочняющей фазы и окончательный нагрев до температуры tком…Ac1 (20…810°С). Причем все операции химической и термической обработки полного технологического процесса многократно повторяют. В качестве металлсодержащих компонентов используют оксиды ванадия, молибдена, титана, хрома или кислоты, щелочи и соли на базе указанных металлов. В качестве неметаллсодержащих компонентов используют тиомочевину и сульфанол. Все компоненты в водной химической среде не превышают концентрацию, когда образуется нетехнологичная водная суспензия из-за стойкого осадка. Окончательный нагрев осуществляют путем резания труднообрабатываемого материала или путем нагрева в нагревательном устройстве с защитной средой, чтобы не окислялось полученное покрытие.
Однако данный способ упрочнения мало применим для твердосплавных инструментов и деталей машин, поскольку практически не улучшает их триботехнические и износостойкие свойства, требует длительного многократного повторения технологического процесса, имеет быструю истощаемость химических растворов из-за получения стойкого осадка.
Наиболее близким по технической сущности к предлагаемому изобретению является способ упрочнения поверхности изделия из твердого сплава (Шматов А.А. Упрочняющий эффект термогидрохимической обработки инструментальных материалов. - Вестник ПГУ, Серия В, №10, 2014, с. 112-120), включающий гидрохимическую обработку изделия в вододисперсной среде при температуре, близкой к температуре кипения (98-100°С), с образованием на поверхности упрочняющей фазы и окончательный нагрев изделия при температуре 130-1050°С. В качестве металлсодержащих компонентов вододисперсной среды используют оксиды молибдена и титана, а в качестве неметаллсодержащего компонента - сульфанол. Все компоненты в вододисперсной среде не превышают концентрацию, когда рабочий состав становится нетехнологичным из-за стойкого осадка. Окончательный нагрев осуществляют в воздушной атмосфере до 250°С, а выше 200°С - в защитной среде.
К недостаткам указанного способа следует отнести невысокую эффективность упрочнения твердосплавных изделий из-за трещинообразования и большой хрупкости во всем объеме твердого сплава по причине длительного воздействия сильного диспергатора - сульфанола и высокого локального давления (100-1000 МПа), создаваемого в процессе пузырькового кипения вододисперсной среды, а также низкую жаростойкость при повышенных (>900°С) температурах эксплуатации твердосплавных изделий.
Раскрытие изобретения
В основу изобретения положена задача разработки способа упрочнения готовых твердосплавных инструментов и деталей машин с помощью термогидрохимической (гидрохимической + термической) обработки, при которой можно сформировать в изделии композиционную структуру, составленную из макроэлементов с разными свойствами в виде композиции: «твердосмазочный слой - переходный слой - матрица». При этом достигается двойственный характер упрочнения: на поверхности осаждается нанооксидное твердосмазочное покрытие, которое снижает коэффициент трения при сухом скольжении по сравнению с исходным состоянием от 0,47-0,48 до 0,15-0,43, а в подслое формируется переходная зона с повышенными напряжениями сжатия (210-230 МПа), сравнимыми с уровнем напряжений, получаемых методами поверхностной пластической деформации. В результате такого структурно-композиционного упрочнения можно существенно улучшить работоспособность быстро изнашиваемых твердосплавных инструментов и деталей машин.
Существо изобретения заключается в том, что в новом способе упрочнения твердосплавных изделий, включающем подготовку поверхности, гидрохимическую обработку в водной среде не выше температуры ее кипения, формирующей на поверхности и в матрице твердого сплава упрочняющую фазу, и окончательный нагрев, согласно изобретению гидрохимическую обработку твердого сплава проводят в течение 10…40 мин в вододисперной среде, содержащей нанооксид с концентрацией 0,4…50 г/л и поверхностно-активное вещество с концентрацией 0,4…50 г/л с добавкой легко испаряемого водного аммиака для создания щелочного раствора (рН>5), а окончательный нагрев изделий проводят при температуре 130…50°С в воздушной или защитной атмосфере. Предлагаемый способ распространяется на все марки твердых сплавов типа ТК, ВК, ТТК и других групп.
Предварительную подготовку поверхности проводят по общепринятой методике: сначала обезжиривают в различных органических и водных растворителях, промывают в воде и затем декапируют в 5…10% водном растворе неорганических кислот с последующей промывкой в воде.
В качестве основного компонента вододисперсной среды, создающего на поверхности нанооксидную упрочняющую фазу, используют наноксид различных элементов, таких как нанооксид кремния, марганца, олова, свинца, кобальта, никеля, алюминия, молибдена, цинка, сурьмы, ванадия, висмута, бора, бериллия, циркония, железа, хрома, вольфрама, титана или меди. Поверхностно-активное вещество (ПАВ) в виде глицерина или другого вещества вводят в состав вододисперсной среды для создания ювенильной поверхности твердосплавного изделия и для диспергирования оксидных частиц в результате расклинивающего и разрушающего действия ПАВ. Концентрация нанооксида и ПАВ в пределах 0,4…50 г/л выбрана из расчета, что при снижении их содержания ниже 0,4 г/л эффект упрочнения твердых сплавов незначителен, а увеличение их содержания выше 50 г/л делает состав вододисперсной среды нетехнологичным.
При наличии щелочного характера (рН>5) вододисперсной среды, что создается при добавлении туда водного аммиака (NH4OH), достигается стабильное осаждение на твердосплавной поверхности качественных покрытий из наноструктурированных оксидов. При снижении рН<5 нарушается процесс устойчивого осаждения мономолекулярного упрочненного слоя, меняется морфология, ухудшается шероховатость и качество покрытий, что существенно снижает рабочие свойства твердосплавных изделий. Для поддержания щелочного состояния среды (рН>5) в нее добавляют легко испаряемый водный аммиак со свойствами щелочи.
Выбор времени гидрохимической обработки твердых сплавов обусловлен тем, что время в пределах 10-40 мин: является оптимальным, т.к. ниже 10 мин - не достигается улучшение триботехнических и эксплуатационных свойств твердосплавных инструментов и деталей машин, выше 40 мин - все оптимальные свойства снижаются, а сам процесс обработки становится нетехнологичным.
Выбор температурного интервала (130…1050°С) при окончательном нагреве гидрохимически обработанных твердых сплавов обусловлен тем, что в указанном интервале температур снимаются критические остаточные напряжения, вызванные предшествующей обработкой в вододисперсной среде, и проходят благоприятные фазовые превращения в покрытии при образовании комплексных нанооксидов, легированных кобальтом матрицы, и в подслое, модифицированном этими оксидами, что в целом улучшает триботехнические и эксплуатационные свойства твердых сплавов. Верхний температурный предел окончательного нагрева ограничен температурой 1050°С, поскольку выше этой температуры при нагреве в твердосплавной матрице проходят разупрочняющие структурно-фазовые превращения, что резко ухудшает рабочие свойства твердосплавных инструментов и изделий. Нижний температурный предел окончательного нагрева ограничен температурой 130°С, поскольку ниже этой температуры не релаксируются критические остаточные напряжения, что может вызвать трещинообразование твердосплавных инструментов и деталей машин в процессе их эксплуатации. Длительность выдержки после прогрева инструментов и изделий при температуре 130…1050°С составляет 30…60 мин. Изотермическую выдержку твердого сплава следует проводить в вакууме или защитной среде (под слоем флюса SnCl2 и плавкого затвора B2O3). Охлаждение должно проходить медленно на воздухе от температуры ниже 200°С, а выше 200°С - в вакууме или защитной среде.
Лучший вариант осуществления изобретения
Предлагаемый способ упрочнения твердосплавных изделий, преимущественно интенсивно эксплуатируемых режущих инструментов, осуществляют следующим образом. Инструменты из твердых сплавов обезжиривали в бензине Б-70, промывали в горячей и холодной воде, затем декапировали в 5…10% водном растворе серной кислоты в течение 1 мин и снова промывали в воде. После этого они подвергались специальной обработке в течение 10…40 мин в вододисперсной среде при температуре ниже ее кипения, содержащей нанооксид и поверхностно-активное вещество (глицерин) с их концентрацией 0,4…50 г/л, в которую добавляли легко испаряемый водный аммиак для создания щелочного раствора (рН>5). Обработанные инструменты с твердосмазочными покрытиями промывали в горячей и холодной воде и затем подвергали окончательному нагреву в вакуумной печи или муфельной печи с защитной атмосферой при температуре 130…1050°С в течение 30…60 мин с последующим охлаждением на воздухе с температуры ниже 200°С, а выше 200°С - в вакууме или защитной среде.
Примеры
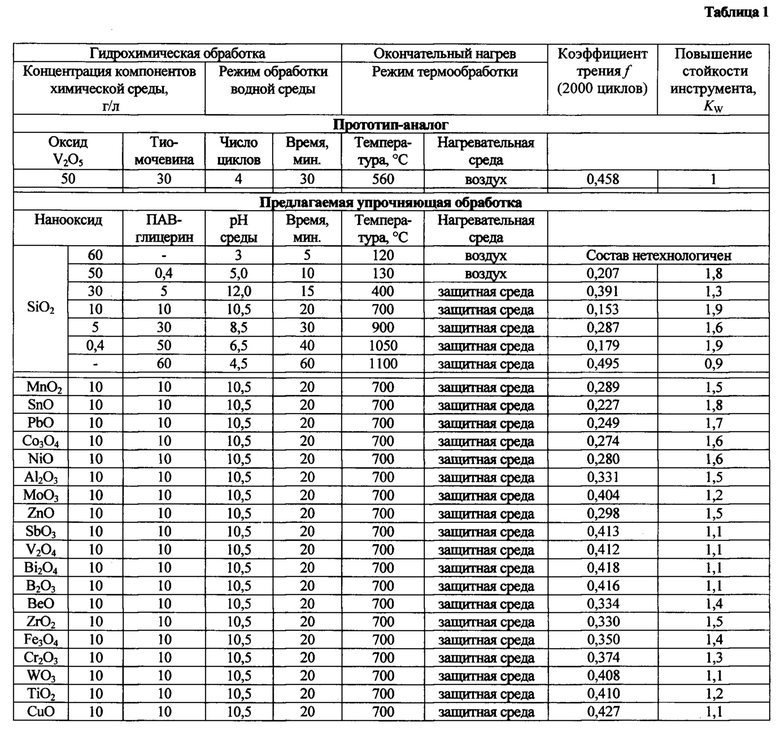
Результаты сравнительных триботехнических исследований образцов из твердого сплава ВК6 и эксплуатационных испытаний твердосплавных режущих пластин приведены в табл. 1. Эксплуатационную стойкость инструмента оценивали по результатам испытаний твердосплавных неперетачиваемых пластин из ВК6 при токарной обработке стали 30ХГСА с твердостью 35…40 HRC. Резание стали осуществляли на токарно-винторезном станке TOS SN500SA при следующих режимах обработки: скорость V=126 м/мин, подача S - 0,2 мм/об, СОЖ - ЭРА-М. В зависимости от состава вододисперсных сред, а также режима гидрохимической и термической обработки определяли коэффициент трения полученных покрытий на твердосплавной поверхности при сухом скольжении (без смазки). Условия триботехнических испытаний твердосплавных образцов на микротрибометре возвратно-поступательного типа были следующие: нагрузка 1 Н; длина хода (трека) 3 мм, скорость 4 мм/с; пара трения: упрочненный твердый сплав ВК6 (плоскость) - сталь ШХ15 (сфера диаметром 4 мм). Коэффициент трения поверхности твердого сплава до его упрочнения составил 0,471 при 2000 циклах скольжения. Показатели определяли как усредненное значение испытаний нескольких образцов, упрочненных по одному режиму.
Из приведенных данных (табл. 1) следует, что использование предлагаемого способа упрочнения твердого сплава позволяет снизить коэффициент трения твердосплавной поверхности в 1,1…3,0 раза и повысить стойкость неперетачиваемых твердосплавных пластин при резании труднообрабатываемой стали в 1,1…1,9 раза по сравнению с прототипом.
Промышленная применимость
Предлагаемый способ можно применить в условиях любого инструментального, машиностроительного и другого производства, оснащенного оборудованием для химической и термической обработки сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНОГО ИНСТРУМЕНТА | 2017 |
|
RU2655403C1 |
| СПОСОБ УПРОЧНЕНИЯ АЛМАЗНЫХ ИНСТРУМЕНТОВ | 2017 |
|
RU2676125C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2023027C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| Способ термической обработки режущего инструмента из быстрорежущей стали | 1989 |
|
SU1837079A1 |
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1991 |
|
RU2017838C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Состав для комплексного насыщения режущего твердосплавного иструмента | 1989 |
|
SU1617053A1 |
Изобретение относится к упрочнению поверхности изделия из твердого сплава. Способ включает гидрохимическую обработку изделия в вододисперсной среде при температуре не выше ее кипения с образованием на поверхности упрочняющей фазы и окончательный нагрев изделия при температуре 130-1050°С. Гидрохимическую обработку проводят в течение 10-40 мин в вододисперной среде, содержащей нанооксид кремния, марганца, олова, свинца, кобальта, никеля, алюминия, молибдена, цинка, сурьмы, ванадия, висмута, бора, бериллия, циркония, железа, хрома, вольфрама, титана или меди в концентрации 0,4-50 г/л, поверхностно-активное вещество в концентрации 0,4-50 г/л и щелочь в виде легко испаряемого аммиака с обеспечением в вододисперсной среде рН>5. Обеспечивается формирование многослойной композиционной структуры поверхности, состоящей из твердосмазочного слоя, переходного слоя и матрицы. 1 табл., 1 пр.
Способ упрочнения поверхности изделия из твердого сплава, включающий гидрохимическую обработку изделия в вододисперсной среде при температуре не выше ее кипения с образованием на поверхности упрочняющей фазы и окончательный нагрев изделия при температуре 130-1050°С, отличающийся тем, что гидрохимическую обработку проводят в течение 10-40 мин в вододисперной среде, содержащей нанооксид кремния, марганца, олова, свинца, кобальта, никеля, алюминия, молибдена, цинка, сурьмы, ванадия, висмута, бора, бериллия, циркония, железа, хрома, вольфрама, титана или меди в концентрации 0,4-50 г/л, поверхностно-активное вещество в концентрации 0,4-50 г/л и щелочь в виде легко испаряемого аммиака с обеспечением в вододисперсной среде рН>5.
| ШМАТОВ А.А | |||
| Упрочняющий эффект термогидрохимической обработки инструментальных материалов | |||
| Вестник полоцкого государственного университета | |||
| Серия В, N 11, 2014, с.112-120 | |||
| Способ термомеханического упрочнения твердосплавного инструмента с износостойкими покрытиями | 1985 |
|
SU1292995A1 |
| Способ термообработки спеченного твердого сплава | 1984 |
|
SU1238890A1 |
| Способ термохимической обработки металлокерамических твердых сплавов | 1959 |
|
SU137270A1 |
| JP 2003034808 A, 07.02.2003. | |||

