Изобретение относится к трубному производству и может быть использовано при изготовлении холодно- и горячекатаных труб.
Известен способ продольной прокатки труб, включающий деформацию заготовки в последовательно установленных парах валков с врезными калибрами, развернутыми относительно друг друга на 90°, на соответственно каждому калибру оправке, размеры которых в первых калибрах возрастают по ходу прокатки, причем каждая оправка составлена из 2-х конусов с увеличением конусности и их общее основание размещено в осевой плоскости валков.
Известен способ продольной прокатки труб, включающий деформацию заготовки в калибре, образованном ручьевыми валками на удерживаемой оправке с возрастающим диаметром по ходу прокатки и числом ступеней оправки, соответствующими числу калибров, при этом пары валков с овальным незамкнутым калибром расположены между парами валков с круглым калибром, который выполнен без выпусков и постоянного диаметра.
Наиболее близким по технической сущности к предлагаемому является способ продольной прокатки, включающий деформацию заготовки на за крепленной оправке в круглых калибрах, первый из которых образован двумя приводными валками, а второй по ходу прокатки представляет многовалковый калибр.
Общим недостатком указанных способов является то, что в очаге прокатки ограничена степень деформации и не обеспечивается качество труб, так как заготовка подвергается по периметру неравномерной деформации. Неравномерность деформации требует применения многоклетьевых станов для изготовления труб.
Целью изобретения является интенсификация процесса прокатки и снижение энергозатрат на короткой оправке, профиль
VI ON
S
о
которой на длине дуги захвата в любом сечении аналогичен профилю ручья валков.
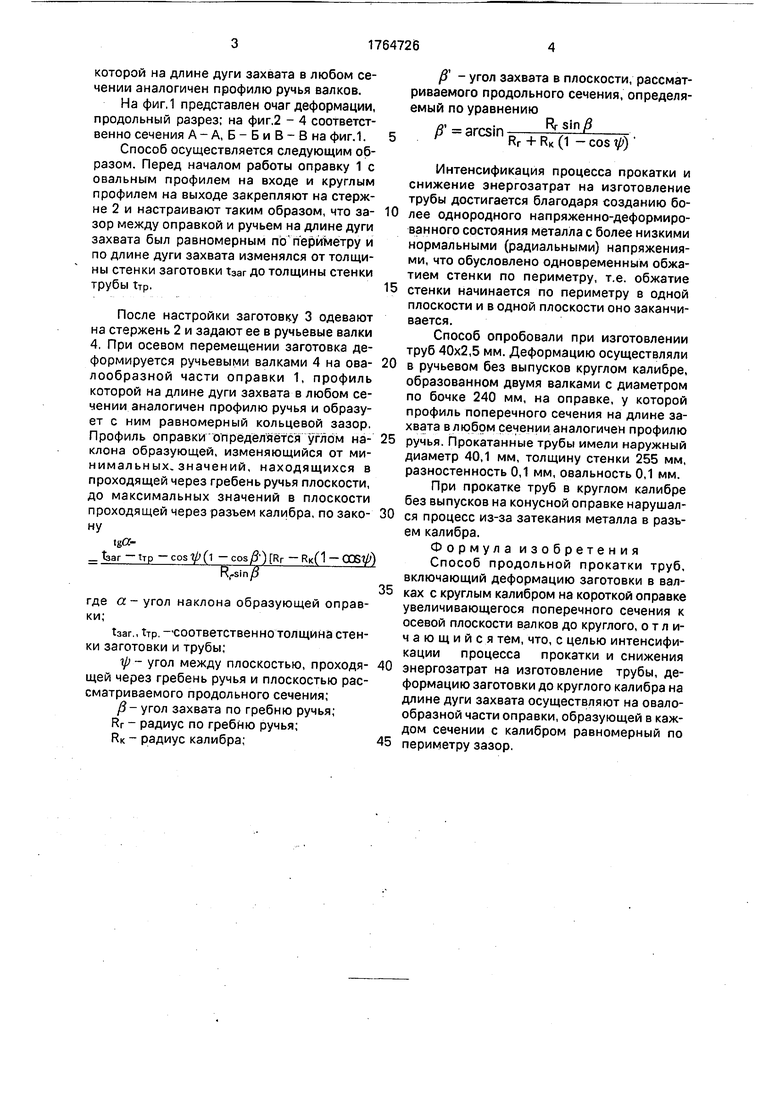
На фиг.1 представлен очаг деформации, продольный разрез; на фиг.2 - 4 соответственно сечения А-А, Б-БиВ-Вна фиг.1.
Способ осуществляется следующим образом. Перед началом работы оправку 1 с овальным профилем на входе и круглым профилем на выходе закрепляют на стержне 2 и настраивают таким образом, что за- зор между оправкой и ручьем на длине дуги захвата был равномерным по периметру и по длине дуги захвата изменялся от толщины стенки заготовки t3ar до толщины стенки трубы tip.
После настройки заготовку 3 одевают на стержень 2 и задают ее в ручьевые валки 4. При осевом перемещении заготовка деформируется ручьевыми валками 4 на ова- лообразной части оправки 1, профиль которой на длине дуги захвата в любом сечении аналогичен профилю ручья и образует с ним равномерный кольцевой зазор. Профиль оправки определяется углом на- клона образующей, изменяющийся от минимальных, значений, находящихся в проходящей через гребень ручья плоскости, до максимальных значений в плоскости проходящей через разъем калибра, по зако- ну
tgO- Лаг-1тр -cos/: -)Rr-RK(1-OOSVO
Rrsin 6
где а- угол наклона образующей оправки;
tsar., trp. -соответственно толщина стенки заготовки и трубы;
i/ - угол между плоскостью, проходя- щей через гребень ручья и плоскостью рассматриваемого продольного сечения; ft- угол захвата по гребню ручья; Rr - радиус по гребню ручья; RK - радиус калибра;
/3 - угол захвата в плоскости, рассматриваемого продольного сечения, определяемый по уравнению
/3 arcsinp .
rRr + RK (1 - COS #)
Интенсификация процесса прокатки и снижение энергозатрат на изготовление трубы достигается благодаря созданию более однородного напряженно-деформированного состояния металла с более низкими нормальными (радиальными) напряжениями, что обусловлено одновременным обжатием стенки по периметру, т.е. обжатие стенки начинается по периметру в одной плоскости и в одной плоскости оно заканчивается.
Способ опробовали при изготовлении труб 40x2,5 мм. Деформацию осуществляли в ручьевом без выпусков круглом калибре, образованном двумя валками с диаметром по бочке 240 мм, на оправке, у которой профиль поперечного сечения на длине захвата в любом сечении аналогичен профилю ручья. Прокатанные трубы имели наружный диаметр 40,1 мм, толщину стенки 255 мм, разностенность 0,1 мм, овальность 0,1 мм.
При прокатке труб в круглом калибре без выпусков на конусной оправке нарушался процесс из-за затекания металла в разъем калибра.
Формула изобретения
Способ продольной прокатки труб, включающий деформацию заготовки в валках с круглым калибром на короткой оправке увеличивающегося поперечного сечения к осевой плоскости валков до круглого, отличающийся тем, что, с целью интенсификации процесса прокатки и снижения энергозатрат на изготовление трубы, деформацию заготовки до круглого калибра на длине дуги захвата осуществляют на овало- образной части оправки, образующей в каждом сечении с калибром равномерный по периметру зазор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Технологический инструмент для продольной прокатки труб | 1990 |
|
SU1754235A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| Способ продольной прокатки труб | 1990 |
|
SU1801635A1 |
| Технологический инструмент для продольной прокатки труб | 1976 |
|
SU586936A1 |
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
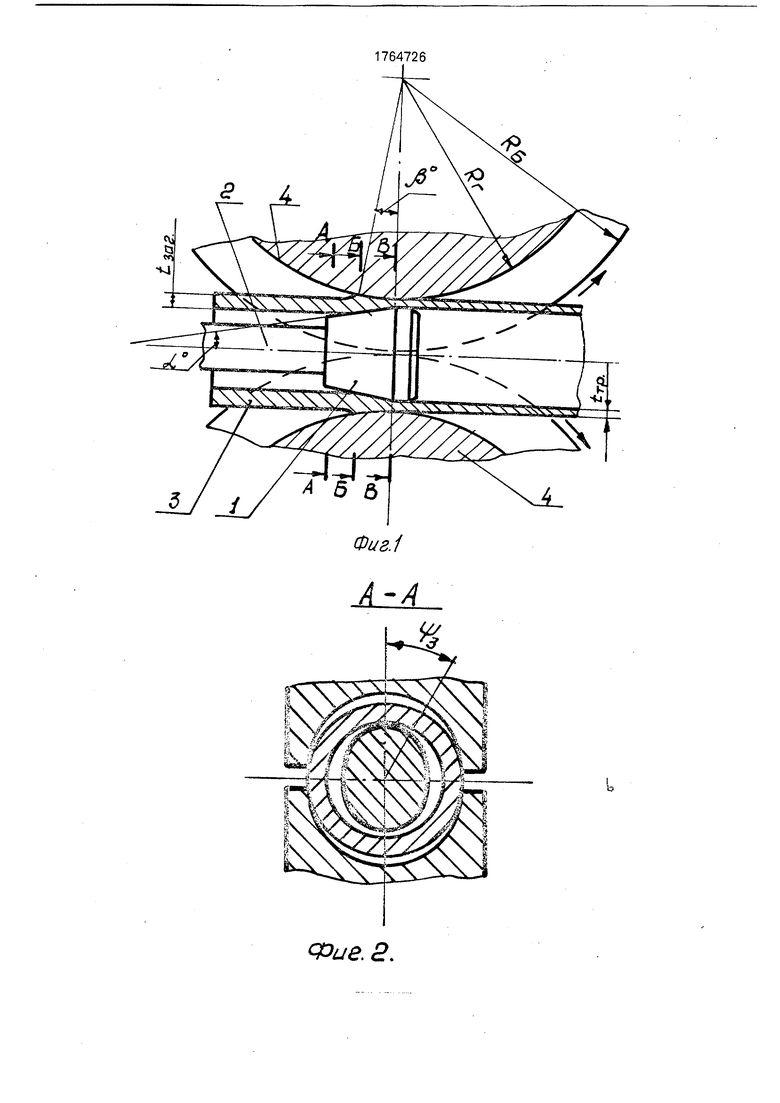

Использование: продольная прокатка труб. Суть способа заключается в деформации заготовки в круглом калибре на короткой оправке, цилиндрический поясок которой расположен в осевой плоскости калибра, а ее участок переменного сечения выполнен овалообразным. В каждом сечении на длине дуги захвата профили калибра и оправки образуют равномерный зазор. 4 ил.
Фие. 3.
Фиг.1
А-А
Фи& 3.
5-5
| Технологический инструмент для продольной прокатки труб | 1976 |
|
SU586936A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Инструмент стана непрерывной прокатки труб | 1974 |
|
SU505451A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА ДВУХКЛЕТЬЕВОМ НЕПРЕРЫВНОМ АВТОМАТИЧЕСКОМ СТАНЕ | 0 |
|
SU295585A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
