I
Изобретение относится к металлургии, в частности к трубному производству и может быть использовано при производстве холоднокатанных труб с двумя продольными наружными ребрами типа плавниковых.
Известен способ изготовления труб с двумя продольными наружными ребрами, включающий холодную прокатку трубной заготовки с внутренними противоположно расположенными утолщениями стенки и последующую холодную прокатку трубной заготовки в Один проход в калибре со свободным уширением металла по ребрам. Причем, сначала тонкую стенку заготовки деформируют до готового размера, а затем раскатывают ребра из утолщений стенки заготовки, не изменяя толщины тонкой стенки 1.
Недостатком известного способа является то, что прокатываемые трубы имеют по своей длине переменную щирину по ребрам, которая формируется в результате не-равномерного свободного уширения металла ребер в вырезах калибров стана.
Наиболее близким техническим решением к предложенному относится способ изготовления труб с продольными наружными ребрами, содержащий двухрядную холодную прокатку заготовки на оправке роликами с предварительным формированием ребер между их ребордами и последующее формирование профиля готовой трубы на оправке профильными роликами второго ряда 2.
Недостаток этого способа заключается в невозможности получения роликовой прокаткой труб с высотой ребра больщей 2-х толщин стенок, т. е. весь сортамент плавниковых труброликовой прокаткой получить 10 невозможно.
При больших значениях диаметра ручья роликов при чистовом безправочном профилировании образуются продольные уступы на круглой поверхности трубы, а при малых значениях - на внутренней поверх5 ности под ребрами наблкздается изгиб внутренней поверхности трубы.
Все это снижает точность геометрических размеров и не позволяет получать трубы с высокими ребрами.
20 Целью изобретения является получение труб с повыщенной высотой ребра и точной геометрией по длине.
Для достижения этой цели в предлагаемом способе изготовления труб с продольнымй наружными ребрами, содёржащем холодную прокатку заготрвки на оправке с предварительным формированием ребер и последующее формирование чистого профиля ребристой трубы, согласно изобретению, предварительное формирование ребер осуществляют в зазоре между изменяющимися вырезами ручьевых валков, а формирование чистового профиля - безоправочной деформацией с уменьщением щирины трубы по верщинам ребер на 0,1-2% и с удержанием от овализации гладких цилиндрических частей трубы, составляющих 5-20% периметра окружности трубы.
Безоправочная чистовая деформация профиля трубы без изменения толщины стенки и толщины ребра придает готовой трубе точные размеры. Воздействием йнструмента при чистовой деформации на определенных участках наружной поверхности трубы предотвращает образование продольных уступов на круглой поверхности трубы. Изменение щирины ребер с указанной величиной обжатия уменьщает интервал колебаний щирины трубы по ребрам вдоль трубы, а Осуществление прокатки пильтерными валками вместо роликов позволяет получать трубы с высокимми ребрами.
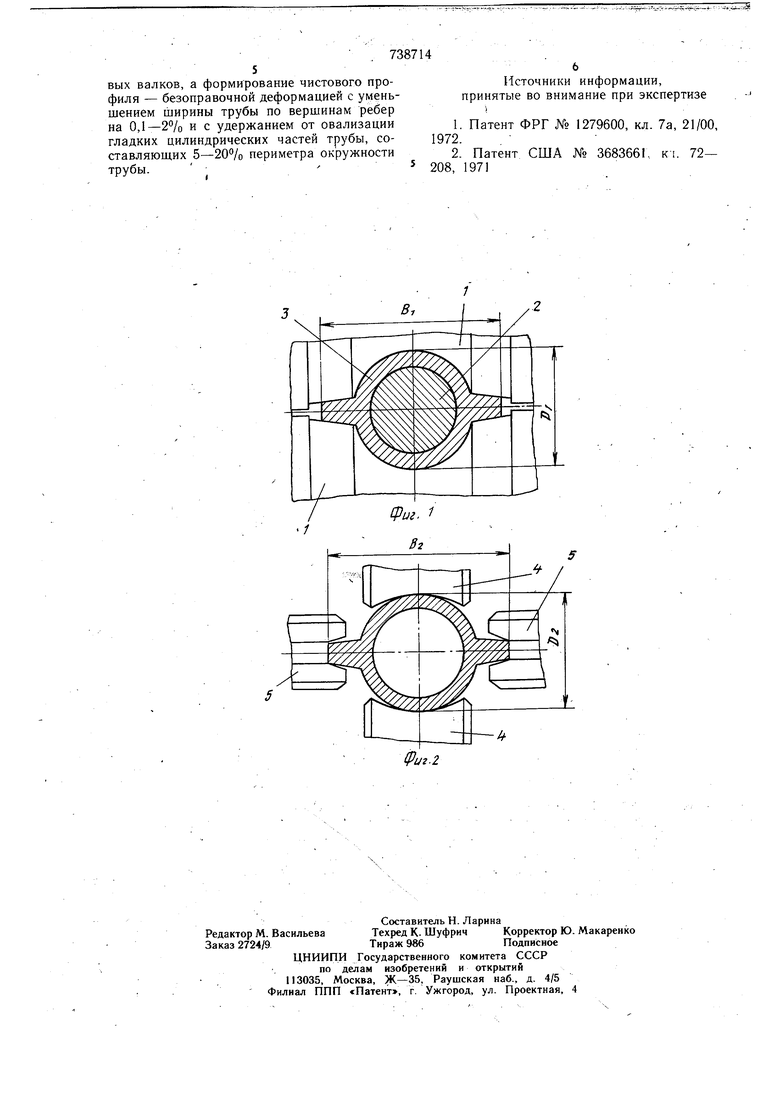
На фиг. 1 представлена схема осуществ ления способа в процессе прокатки заготовки валками; на фиг. 2 - то же, в процессе чистового формирования профиля в четырехроликовой обойме.
Сущность предложенного способа заключается в том, что исходную трубную заготовку прокатывают в стане холодной прокатки возвратно-поступательно перемещаемыми валками 1 с ручьем переменного профиля на оправке 2 с малой конусностью (2tga 0,01) до диаметра DI и с предварительным формированием ребер в зазоре между вырезами у бочек ручьевых валков, при свободном ущирении металла в изменяющиеся по высоте и щирине вырезы. Прокатку осуихествляют без кантовки.
Для получения ребристых труб 3 тре- . буемого размера с минимально возможными изменениями щиринь и диаметра последующее формирование чистового профиля ребристой трубы производят путем безОправочной деформации, например проталкиванием через четырехроликовую обойму с диаметрально расположенными гладкими роликами 4 и профильными роликами 5. Обойму устанавливают за рабочей клетью в передней лобовине стана (на чертежах не указаны).
Проталкивание через обойму может быть заменено протягиванием или прокаткой.
Безоправочная деформация осуществляется с уменьщением щирины трубы по верщинам ребер на 0,1-2%, т. ё. ролики 5 воздействуют по верщинам ребер в местах трубы, где ее щирина превышала значение
73,8714
установленное настройкой обоймы в пределах поля допуска. Гладкие ролики 4 обоймы удерживают от овализации гладкие цилиндрические части трубы. ОвализациЯ диаметра после деформации в обойме не должна превосходить его верхнего поля допуска обычно равного 1%. Для того, чтобы не было резких перегибов стенки трубы, то есть местных искажений диаметра, ручей роликов 4, воздействующих на диаметр Ог, выполняют диаметром больщим
j номинимального диаметра трубы на 2-5%. При меньщих значениях диаметра ручья роликов во время профилирования в местах щирины ВI наблюдается резкий изгиб внутренней поверхности трубы под ребрами. При больших значениях диаметра руЧья роликов, при профилировании образуются продольные уступы на круглой поверхности трубы, поэтому круглая часть трубы, в зависимости от степени уменьщения трубы по щирине и диаметру ручья, контактирует с . ручьем ролика на участке, равном 5-20/о периметра окружности трубы.
Согласно примеру осуществления способа были прокатаны трубы на номинимальный размер 42 X 5 X 72 мм, при этом наружный диаметр DI по длине труб после
5 прокатки на стане был в пределах 41,9- 42,1 мм, щирина по ребрам В i составляла 71,8-73,5 мм.
Если после прокатки щирина трубы В) изменяется в указанных выще интервалах, то обойма должна быть настроена на размер 72,1 мм. Тогда щирина Bj труб после безоправочной деформации будет изменяться в пределах 71,8-72,1 мм, что соответствует умейьщению щирины по верщинам ребер в 2%.
J ПреДложенньш способ обеспечивает достато нр точные наружные и внутренние раз-, мерь труб.
Применение предлагаемого способа позволяет использовать наименее трудоемкую горячекатаную или горячепрессованную заготовку, что снижает трудоемкость изготовления прокатанных ребристых труб.
При использовании горячекатаной или горячепрессрва ннрй заготовки вместо холоднокатаной значительно снижается себестоимость труб (примерно на 5-10%).
Формула изобретения
Способ изготовления труб с продольными наружными ребрами, содержащий холодную прокатку заготовки на оправке с предварительным формированием ребер и последующее формирование чистового профиля трубы, отличающийся тем, что, с целью получения труб с повыщеннрй высотой ребра и. трчной геометрией по длине, предварительное формирование ребер осуществляют в зазоре между изменяющимися вырезами ручьевых валков, а формирование чистового профиля - безоправочной деформацией с уменьшением ширины трубы по вершинам ребер на 0,1-2% и с удержанием от овализации гладких цилиндрических частей трубы, составляющих 5-20% периметра окружности трубы.
Источники информации, принятые во внимание при экспертизе
;
1.Патент ФРГ № 1279600, кл. 7а, 21/00, 1972.
2.Патент США № 3683661, KI. 72- 208, 1971
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| Способ холодной прокатки труб сНАРужНыМи пРОдОльНыМи РЕбРАМи | 1978 |
|
SU827196A1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| Способ продольной прокаткиТРуб | 1979 |
|
SU818682A1 |
| Способ продольной прокатки труб | 1990 |
|
SU1764726A1 |
