Изобретение относится к области металлургии прецизионных сплавов и служит для получения постоянных магнитов из сплава марганец-алюминий-углерод.
Для обеспечения высоких магнитных свойств сплава марганец-алюминий-углерод применяют термомеханическую обработку, заключающуюся в пластической деформации сплава в диапазоне температур 530 - 830°С с целью создания магнитной анизотропии. При этом ось легкого намагничивания располагается вдоль направления деформаций растяжения, в направлении деформаций сжатия свойства минимальны. При осадке цилиндрических заготовок на плоских бойках вдоль оси наблюдается деформация сжатия, по радиусу и тангенциально направлении - деформации растяжения, т.е. наблюдается плоскостная текстура, которая нежелательна для пЪлуче- ния постоянных двухполюсных магнитов.
Известно устройство для деформации заготовок из стглава М арганец-аТибминий-уг- лерод, включающее контейнер и размещенный в нем пуансон. Контейнер соединен с конической матрицей. Перед деформацией в контейнер помещают заготовку и перемещением пуансона выдавливают пруток через отверстие матрицы.
Вследствие низкой теплопроводности сплава MnAIC глубина прокаливаемости его невелика, что ограничивает размер используемых для деформации заготовок, а значит Vi размер получаемых магнитов.
Целью изобретения является расширение технологических возможностей путем увеличения габаритов получаемых магнитов.
Это достигается тем, что поперечное сечение контейнера представляет собой симметричную фигуру в виде вытянутой вдоль продольной оси щели, образованной из двух пар параллельных горизонтальных и
VI
о J
vl
СО
ю
вертикальных сторон, соединенных кривыми, обращенными выпуклостью к продольной оси, описываемыми уравнением
±V(a/2)3//x/,
(1)
где а - длина горизонтальной стороны, равная расстоянию между этими сторонами
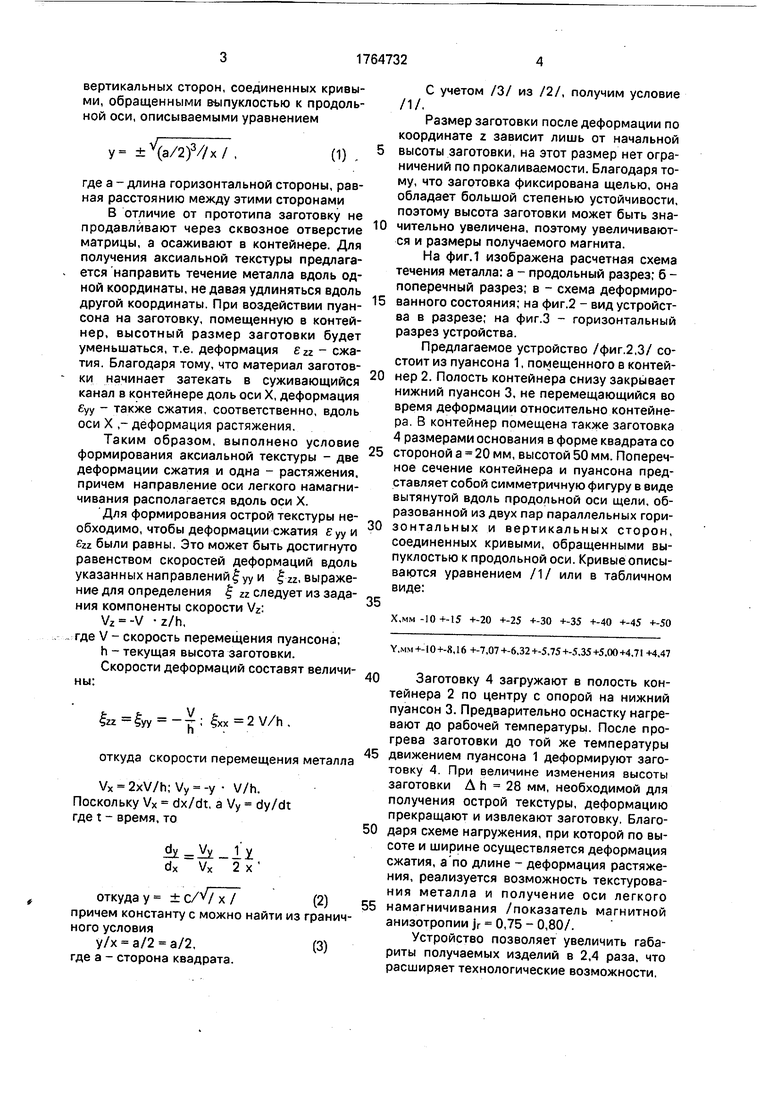
В отличие от прототипа заготовку не продавливают через сквозное отверстие матрицы, а осаживают в контейнере. Для получения аксиальной текстуры предлагается направить течение металла вдоль одной координаты, не давая удлиняться вдоль другой координаты. При воздействии пуансона на заготовку, помещенную в контейнер, высотный размер заготовки будет уменьшаться, т.е. деформация ezz - сжатия. Благодаря тому, что материал заготовки начинает затекать в суживающийся канал в контейнере доль оси X, деформация ЈУу - также сжатия, соответственно, вдоль оси X ,- деформация растяжения.
Таким образом, выполнено условие формирования аксиальной текстуры - две деформации сжатия и одна - растяжения, причем направление оси легкого намагничивания располагается вдоль оси X.
Для формирования острой текстуры необходимо, чтобы деформации сжатия Јуу и EZZ были равны. Это может быть достигнуто равенством скоростей деформаций вдоль указанных направленийЈуу и ЈZz, выражение для определения Ј Zz следует из задания компоненты скорости Vz:
VZ -V -z/h, где V - скорость перемещения пуансона;
h - текущая высота заготовки.
Скорости деформаций составят величины:
,
откуда скорости перемещения металла
Vx 2xV/h; Vy -у V/h. Поскольку Vx dx/dt, a Vy dy/dt где t - время, то
cl Vy dx Vx 2 x
откуда у ± C/V x /(2)
причем константу с можно найти из граничного условия
у/х а/2 а/2,(3)
где а - сторона квадрата.
С учетом /3/ из /21, получим условие /1/.
Размер заготовки после деформации по координате z зависит лишь от начальной
высоты заготовки, на этот размер нет ограничений по прокаливаемое™. Благодаря тому, что заготовка фиксирована щелью, она обладает большой степенью устойчивости, поэтому высота заготовки может быть значительно увеличена, поэтому увеличиваются и размеры получаемого магнита.
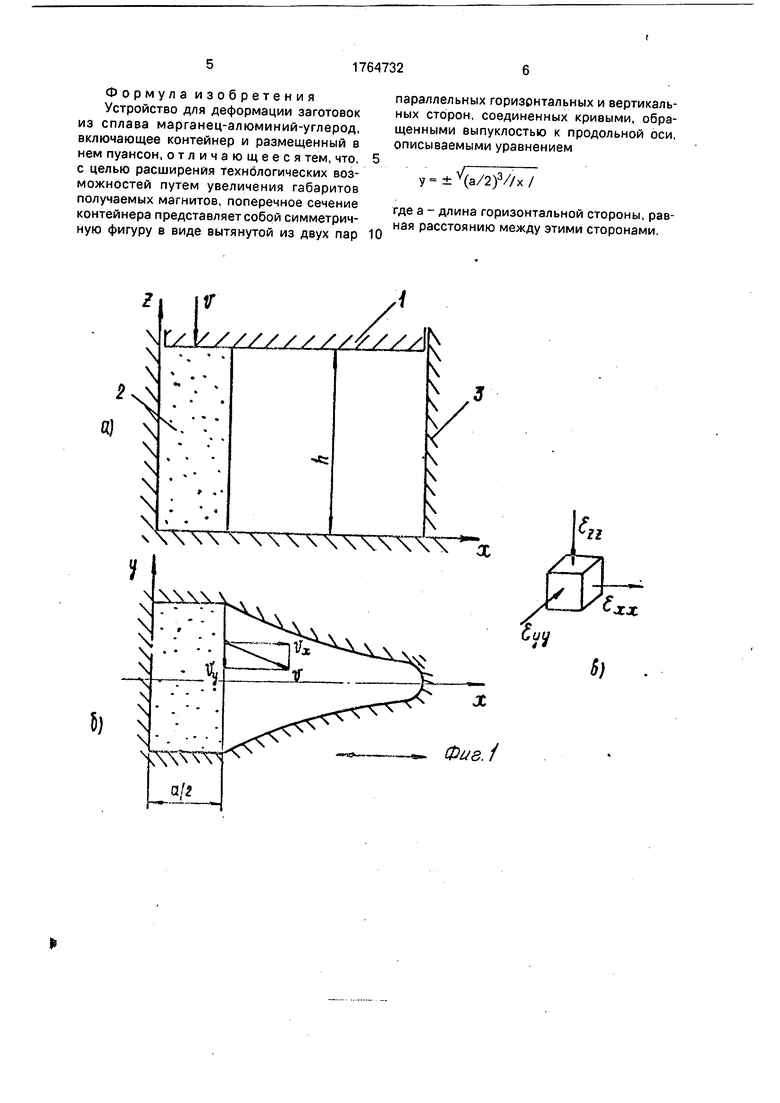
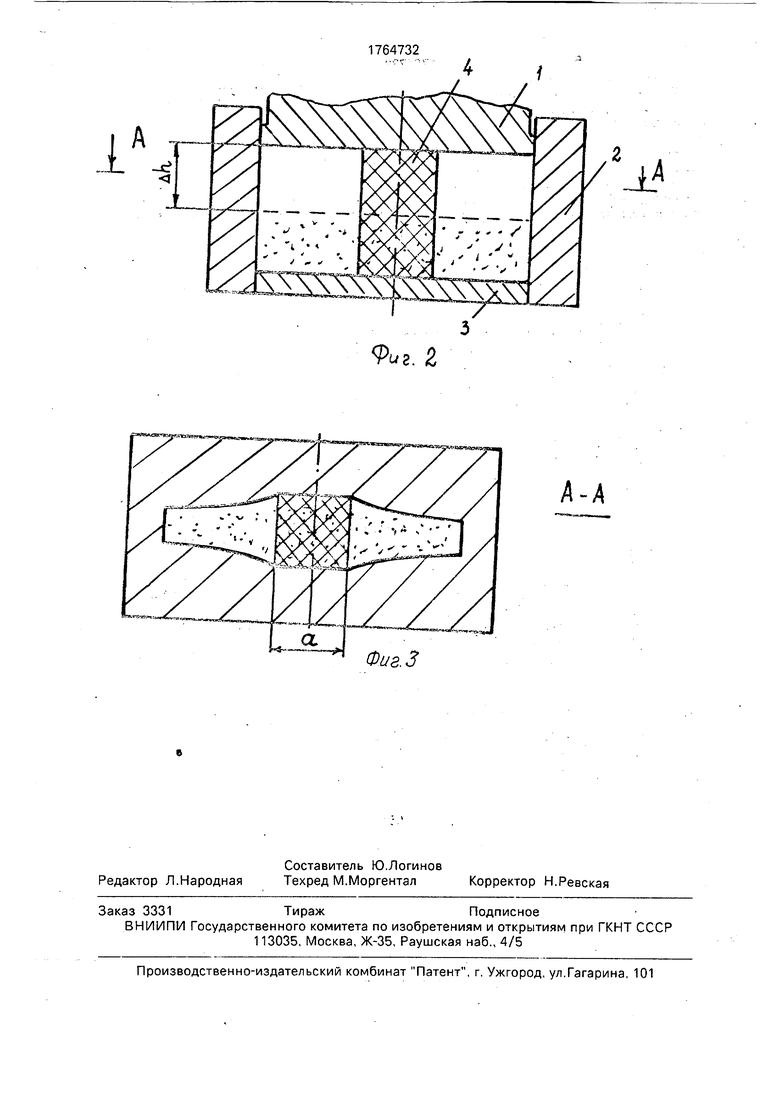
На фиг.1 изображена расчетная схема течения металла: а - продольный разрез; б - поперечный разрез; в - схема деформированного состояния; на фиг.2 - вид устройства в разрезе; на фиг.З - горизонтальный разрез устройства.
Предлагаемое устройство /фиг.2,3/ состоит из пуансона 1, помещенного в контейнер 2. Полость контейнера снизу закрывает нижний пуансон 3, не перемещающийся во время деформации относительно контейнера. В контейнер помещена также заготовка А размерами основания в форме квадрата со
стороной а 20 мм, высотой 50 мм. Поперечное сечение контейнера и пуансона представляет собой симметричную фигуру в виде вытянутой вдоль продольной оси щели, образованной из двух пар параллельных горизонтальных и вертикальных сторон, соединенных кривыми, обращенными выпуклостью к продольной оси. Кривые описываются уравнением /1/ или в табличном виде:
Х,мм-10+-15 +-20 +-25 +-30 +-35 +-40 +-45 +-50 Y,MM+-IO+-8,16 +-7,07+-6.32+-5,75+-5.35+5,00+4,71 +4,47
Заготовку 4 загружают в полость контейнера 2 по центру с опорой на нижний пуансон 3. Предварительно оснастку нагревают до рабочей температуры. После прогрева заготовки до той же температуры
движением пуансона 1 деформируют заготовку 4. При величине изменения высоты заготовки A h 28 мм, необходимой для получения острой текстуры, деформацию прекращают и извлекают заготовку. Благодаря схеме нагружения, при которой по высоте и ширине осуществляется деформация сжатия, а по длине - деформация растяжения, реализуется возможность текстурова- ния металла и получение оси легкого
намагничивания /показатель магнитной анизотропии jr 0,75 - 0,80/.
Устройство позволяет увеличить габариты получаемых изделий в 2,4 раза, что расширяет технологические возможности.
Формула изобретения Устройство для деформации заготовок из сплава марганец-алюминий-углерод, включающее контейнер и размещенный в нем пуансон, отличающееся тем, что, с целью расширения технологических возможностей путем увеличения габаритов получаемых магнитов, поперечное сечение контейнера представляет собой симметричную фигуру в виде вытянутой из двух пар
параллельных горизонтальных и вертикальных сторон, соединенных кривыми, обращенными выпуклостью к продольной оси, описываемыми уравнением
у - ± У(а/2)3//х /
10
где а - длина горизонтальной стороны, равная расстоянию между этими сторонами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для осадки | 1991 |
|
SU1788042A1 |
| Способ получения изделий из магнитного сплава системы марганец - алюминий - углерод | 1990 |
|
SU1740452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ В ТЕКСТУРОВАННОМ СОСТОЯНИИ | 2023 |
|
RU2820864C1 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2275267C2 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341350C2 |
| СПОСОБ ПЛУНЖЕРНОГО ФОРМОВАНИЯ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ И ПОДОБНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2296641C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ | 2009 |
|
RU2443497C2 |
Использование: металлургия прецизионных сплавов, получение постоянных магнитов из сплава марганец-алюминий-углерод. Сущность изобретения: устройство содержит контейнер и пуансон. Поперечный разряд полости контейнера представляет собой симметричную фигуру в виде вытянутой вдоль продольной оси щели. Форма щели образована двумя парами горизонтальных и вертикальных сторон, соединенных кривыми, обращенными выпуклостью к продольной оси. Течение металла в таком устройстве происходит в сужающуюся щель, что позволяет обеспечить нужную текстуру металла. 3 ил.
Ч
5)
JCJC
1и
W
5;
ь
9иг. Z
А-Л
Фиг 3
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
