Изобретение относится к металлообработке и может быть использовано для пред- варительной обработки длинных конических отверстий,
Известны обдирочные конические развертки, содержащие хвостовик и режущую часть со стружечными канавками и со ступенчатыми зубьями, выполненными в виде затылованного винтового зуба с положительным передним углом.
Наиболее близкими по технической сущности решением является коническая развертка для получистовой обработки, у которой зубья разделены на отдельные режущие элементы, каждый из которых выпол- нен с двумя лезвиями, имеющими различные углы наклона к оси развертки.
Однако в процессе обработки отверстий такой разверткой возникают значительные силы резания и трения,
пропорциональные числу режущих зубьев, что приводит к низкому качеству обработки отверстия и пониженной стойкости развертки, либо к разрыву тонкостенных втулок, в которых обрабатывают отверстие.
Целью изобретения является повышение стойкости инструмента и точности обработки им отверстий за счет уменьшения сил резания.
Цель достигается тем, что в конической развертке, содержащей хвостовик и режущую часть с винтовым направлением зубьев и стружечными канавками, причем зубья разделены дополнительными поперечными канавками на отдельные режущие элементы, последние каждого последующего зуба смещены относительно режущих элементов предыдущего зуба на расстояние, равное длине одного режущего элемента, а суммарная длина режущих элементов на всех зубь2
-N
00
о о
ях равна длине одного зуба, при этом длина каждой дополнительной канавки выбирается из следующего соотношения:
b а (п-1), где b - длина дополнительной канавки;
а - длина режущего элемента;
п - количество зубьев развертки,
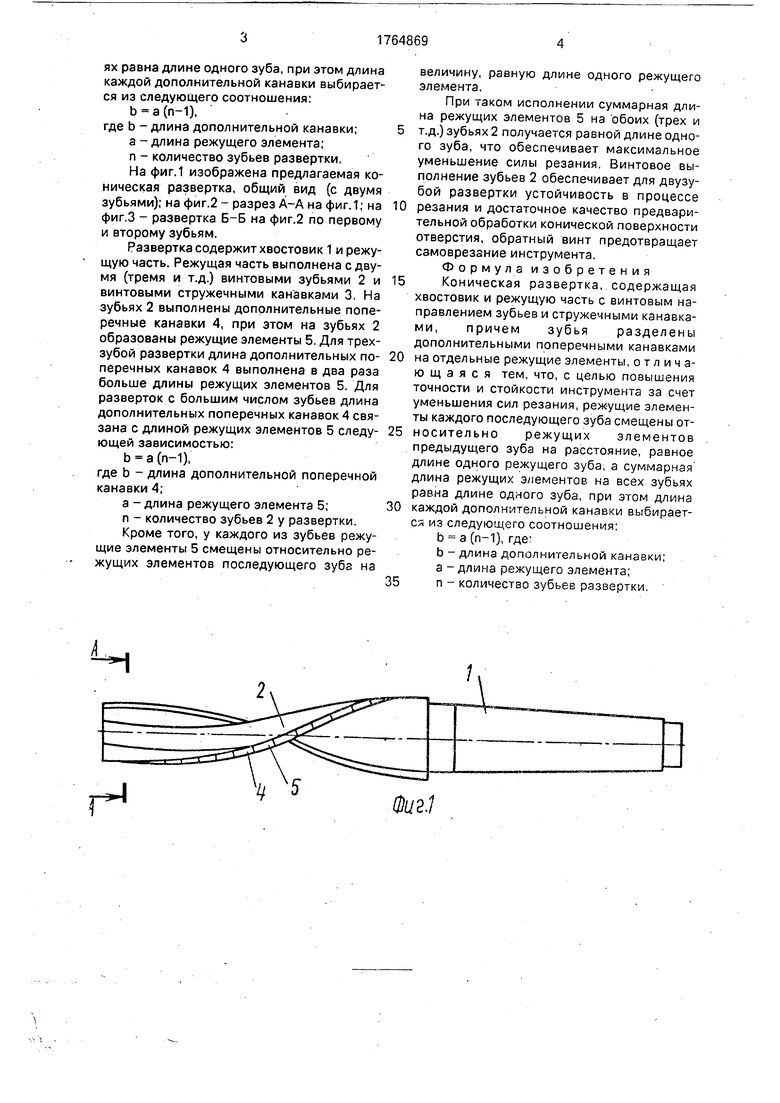
На фиг.1 изображена предлагаемая коническая развертка, общий вид (с двумя зубьями); на фиг.2 - разрез А-А на фиг.1; на фиг.З - развертка Б-Б на фиг.2 по первому и второму зубьям.
Развертка содержит хвостовик 1 и режущую часть. Режущая часть выполнена с двумя (тремя и т.д.) винтовыми зубьями 2 и винтовыми стружечными канавками 3. На зубьях 2 выполнены дополнительные поперечные канавки 4, при этом на зубьях 2 образованы режущие элементы 5, Для трехзубой развертки длина дополнительных поперечных канавок 4 выполнена в два раза больше длины режущих элементов 5. Для разверток с большим числом зубьев длина дополнительных поперечных канавок 4 связана с длиной режущих элементов 5 следующей зависимостью:
b а (п-1),
где b - длина дополнительной поперечной канавки 4;
а - длина режущего элемента 5;
п - количество зубьев 2 у развертки.
Кроме того, у каждого из зубьев режущие элементы 5 смещены относительно режущих элементов последующего зуба на
величину, равную длине одного режущего элемента.
При таком исполнении суммарная длина режущих элементов 5 на обоих (трех и т.д.) зубьях 2 получается равной длине одного зуба, что обеспечивает максимальное уменьшение силы резания. Винтовое выполнение зубьев 2 обеспечивает для двузубой развертки устойчивость в процессе
0 резания и достаточное качество предварительной обработки конической поверхности отверстия, обратный винт предотвращает сзмоврезание инструмента.
Формула изобретения
5 Коническая развертка, содержащая хвостовик и режущую часть с винтовым направлением зубьев и стружечными канавками, причем зубья разделены дополнительными поперечными канавками
0 на отдельные режущие элементы, отличающаяся тем, что, с целью повышения точности и стойкости инструмента за счет уменьшения сил резания, режущие элементы каждого последующего зуба смещены от5 носительно режущих элементов предыдущего зуба на расстояние, равное длине одного режущего зуба, а суммарная длина режущих элементов на всех зубьях равна длине одного зуба, при этом длина
0 каждой дополнительной канавки выбирается из следующего соотношения: b а (п-1), где1
b - длина дополнительной канавки; а -длина режущего элемента;
5 п - количество зубьев развертки.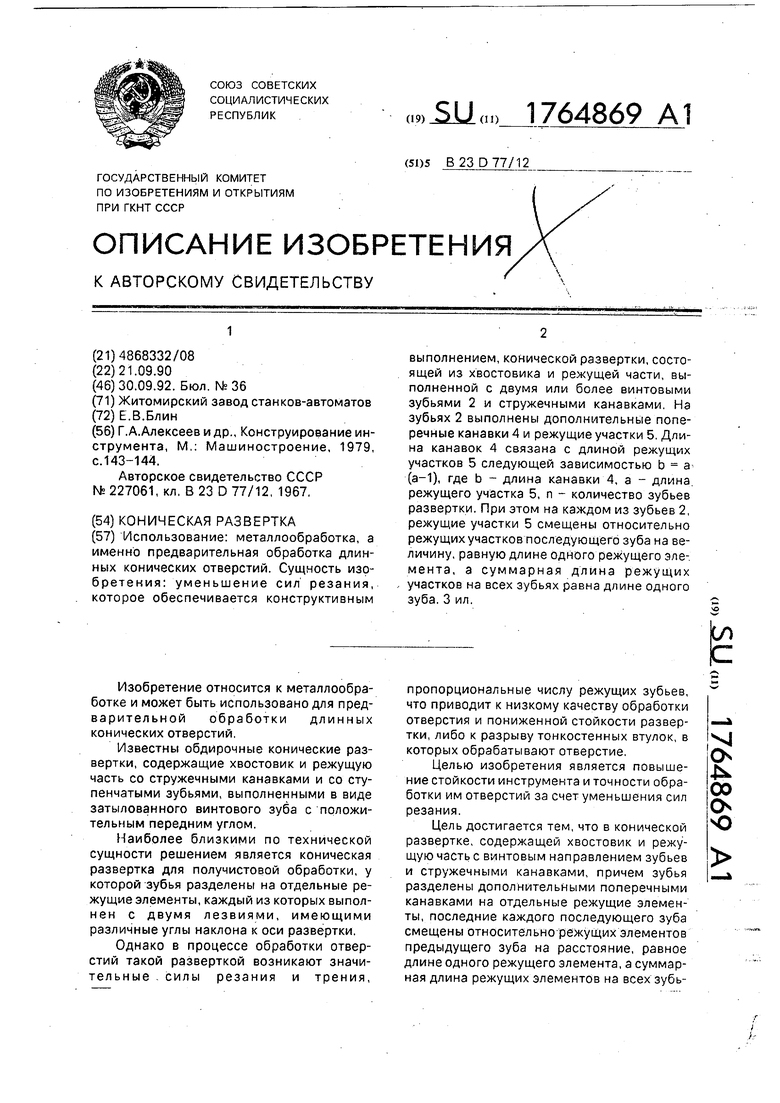
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированная развертка | 1984 |
|
SU1281350A1 |
| Сборное сверло | 1991 |
|
SU1816567A1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| Протяжка | 1985 |
|
SU1256894A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| СБОРНАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2078650C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
Использование: металлообработка, а именно предварительная обработка длинных конических отверстий. Сущность изобретения: уменьшение сил резания, которое обеспечивается конструктивным выполнением, конической развертки, состоящей из хвостовика и режущей части, выполненной с двумя или более винтовыми зубьями 2 и стружечными канавками. На зубьях 2 выполнены дополнительные поперечные канавки 4 и режущие участки 5. Длина канавок 4 связана с длиной режущих участков 5 следующей зависимостью b a (а-1), где b длина канавки 4, а - длина режущего участка 5, п - количество зубьев развертки. При этом на каждом из зубьев 2, режущие участки 5 смещены относительно режущих участков последующего зуба на величину, равную длине одного режущего элемента, а суммарная длина режущих участков на всех зубьях равна длине одного зуба.3 ил.
а/г./
/ы
Ши
ч v
Фиг.З
| Г.А.Алексеев и др., Конструирование инструмента, М.: Машиностроение, 1979, с.143-144 | |||
| Авторское свидетельство СССР Ns 227061, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
