Изобретение относится к машиностроению и может быть использовано на прошив- ных электроэрозионных станках при обработке стержневыми электродами-инструментами.
Известно устройство для базирования по конусу (см. В.И.Анурьев Справочник конструктора-машиностроителя т.1, Москва, Машиностроение, 1979 г., стр. 367 табл.4 Укороченные конусы инструментов), которое позволяет обеспечить высокую точность базирования сопрягаемой детали.
Однако при базировании по конусу длина посадочной части конуса должна быть больше его диаметров в 1,6-2,4 раза. Это не позволяет использовать данное устройство для базирования подвижного кондуктора при многоэлектродной электроэрозионной обработке, поскольку при большой высоте кондуктора значительная часть электродов- инструментов останется неиспользованной.
Кроме того, увеличение веса подвижного кондуктора усложняет его эксплуатацию, особенно при использовании электродов- инструментов малой жесткости.
В известном устройстве для ориентации оси подвижного кондуктора в направлении подачи его нижний торец поджимают к торцовой опорной поверхности базирующего отверстия центрирующей втулки. При этом между конусными поверхностями подвижного кондуктора и базового отверстия существует зазор, величина которого определяет точность базирования.
Цель изобретения - повышение точности базирования.
Цель достигается тем, что центрирующая втулка выполнена из упругодеформиру- емого материала, например капролона, а одним из ее базирующих элементов служит кромка базового отверстия, взаимодействующая с боковой конусной поверхностью по- дбиЖноГо кондукто ра .
(Л
С
4 О
&
сл
Базовое отверстие центрирующей втулки может быть выполнено цилиндрическим или коническим, но для того, чтобы контактирование с конусной поверхностью кондуктора в начальный момент происходило по кромке, необходимо, чтобы угол конуса отверстия был меньше угла конуса кондуктора. При этом длина конуса не оказывает влияния на точность базирования, поскольку с помощью конуса обеспечивают только центрацию кондуктора, а угловую ориентацию его оси осуществляют за счет торцовой поверхности.
Следует отметить, что техническое решение предложено для центрации кондуктора с нежесткими электродами при электроэрозионной обработке.
Поскольку в качестве материала для центрирующей втулки использован капро- лон, имеющий высокие антифрикционные свойства и вполне удовлетворительные упругие свойства при малых деформациях, износоустойчивость центрирующей втулки достаточна для практического применения. По мере износа, на кромке базового отверстия втулки образуется конус, угол которого постепенно приближается к конусу кондуктора. После выравнивания указанных углов износ кромки снижается.
Выполнение центрирующей втулки из упругодеформируемого материала позволяет осуществить сопряжение подвижного кондуктора с кромкой базового отверстия по посадке с натягом, что повышает точность базирования.
Сущность изобретения состоит в следующем.
При касании подвижного кондуктора кромки базового отверстия центрирующей втулки между нижним торцом кондуктора и торцовой опорной поверхностью базового отверстия имеется зазор.
Под действием осевого усилия, прикладываемого к кондуктору, его нижний торец поджимают к опорной торцовой поверхности базового отверстия центрирующей втулки. При этом, за счет упругой деформации верхней части втулки, конусную поверхность подвижного кондуктора сопрягают с кромкой базового отверстия по посадке с натягом. Поскольку стенка втулки равнопрочна, ее упругая деформация по всем радиальным направлениям одинакова, что обеспечивает точную центрацию кондуктора.
Таким образом, сопряжение конусной поверхности подвижного кондуктора с кромкой базового отверстия упругодефор- мируемой втулки по посадке с натягом повышает точность базирования.
На чертеже представлено устройство, общий вид.
Устройство содержит электрододержа- тель 1, в котором установлены электроды- инструменты 2 и штоки 3, взаимодействующие с подвижным кондуктором 4, конусная боковая поверхность которого сопряжена с кромкой 5 базового отверстия 6 центрирующей втулки 7 Базо0 вое отверстие 6 имеет опорную торцовую поверхность 8, которая взаимодействует с нижним торцом подвижного кондуктора 4. Поверхность отверстия 9 центрирующей втулки 7 взаимодействует с поверхно5 стью обрабатываемой детали 10.
Устройство работает следующим образом.
После закрепления устройства на шпинделе, а обрабатываемой детали 10 с
0 центрирующей втулкой 7 на столе станка (шпиндель и стол условно не показаны) включают подачу шпинделя вниз и доводят подвижный кондуктор 4 до касания с кромкой 5 базового отверстия 6.
5 Затем с помощью осевого усилия, передаваемого через штоки 3 на подвижный кондуктор 4, последний поджимают нижним торцом к опорной торцовой поверхности 8 базового отверстия 6, выбрав предвари0 тельно имеющийся между ними зазор. Осевое усиление, прикладываемое к подвижному кондуктору 4, вызывает упругую деформацию верхней части центрирующей втулки 7 и обеспечивает сопряжение
5 подвижного кондуктора 4 с кромкой 5 базового отверстия 6 по посадке с натягом. После поджатия подвижного кондуктора 4 к базовым поверхностям подают напряжение на межэлектродный зазор и производят об0 работку пазов на заданную глубину.
Пример. Производилась многоэлектродная электрозрозионная обработка медными пластинчатыми электродами- инструментами толщиной 0,2 мм на
5 электроэрозионном копировально-про- шивочном станке мод. 4Е723 с использо- ванием конусного подвижного кондуктора высотой 2 мм, с большим диаметром конуса, равным 28 мм и углом
0 конуса 10°.
Центрирующая втулка изготовлена из капролона. Точность обработки с использованием устройства повысилась по сравнению с известным на 0,006 мм.
5 Формула изобретения
Устройство для электрообработки, содержащее основание с элементами базирования детали, выполненный в виде усеченного конуса блок-кондуктор, установленный на основании с возможностью линейного перемещения и предназначенный для базирования электродов-инструментов, и центрирующую втулку, установленную на основании с возможностью взаимодействия с блоком - кондуктором при помощи выполненных в ней базирующих поверхностей, о т л и ч а ю щ е е с я тем, что, с целью повышения точности базирования, центрирующая втулка выполнена из упругодефор- мируемого материала, а базирующие поверхности выполнены в виде отверстия и внутреннего торца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки колец | 1980 |
|
SU1115860A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| Автомат для электроэрозионной обработки внутренних сопрягаемых поверхностей | 1988 |
|
SU1549684A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2014 |
|
RU2566245C1 |
| Устройство для электроэрозионной обработки | 1989 |
|
SU1682064A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ (ВАРИАНТЫ) | 1996 |
|
RU2152061C1 |
| Станок для электроэрозионной обработки прецизионных отверстий | 1976 |
|
SU865588A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, УСТРОЙСТВО ДЛЯ РАСТОЧКИ ПРОФИЛЬНОЙ КАНАВКИ, АНКЕРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СИЛОВОЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2271528C1 |
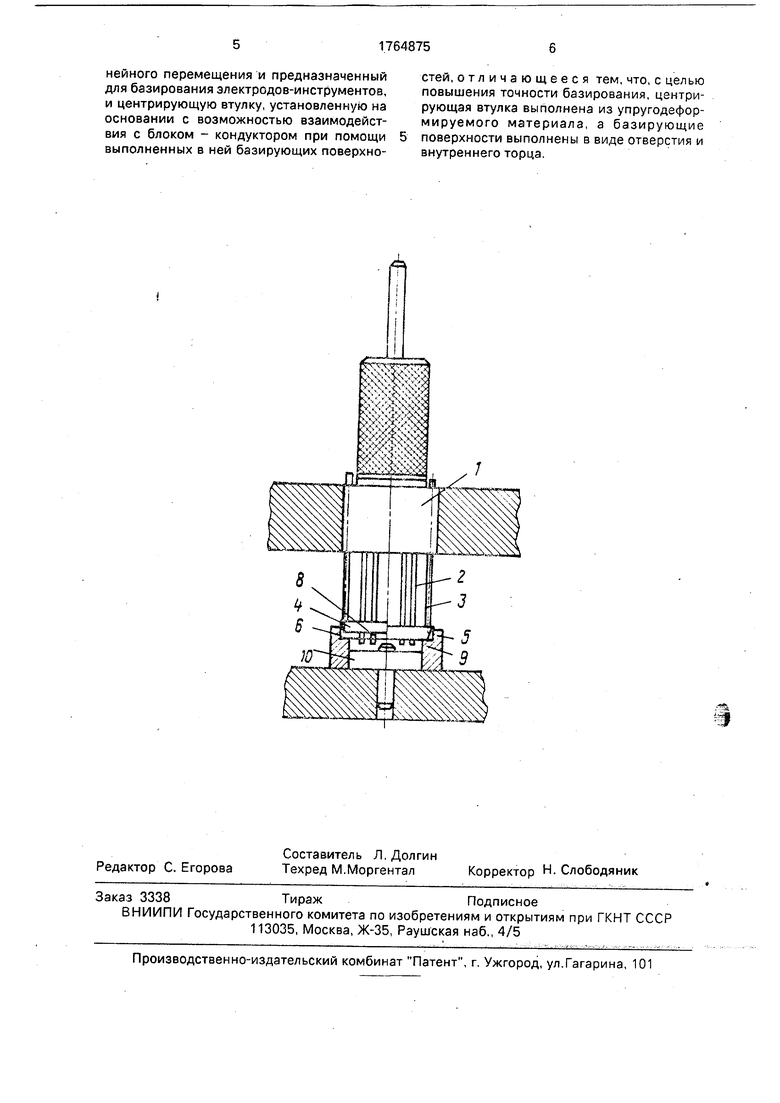
Использование: электроэрозионное прошивание стержневыми электродами-инструментами с применением направляющих кондукторов. Сущность изобретения: на установленном в корпусе электрододер- жателе 1 крепятся электроды 2 и штоки 3, несущие блок-кондуктор 4. Центрирующая втулка 7 выполнена из упругодеформируе- мого материала и содержит базирующие поверхности в виде опорного торца 8 и направляющего отверстия 6. Блок-кондуктор выполнен в виде усеченного конуса и установлен с возможностью взаимодействия с базирующими поверхностями центрирующей втулки, 1 ил.
о - vW.vX
%ш
ш$
v-Xv Ix Xv
| Станок для многоэлектродной электроэрозионной обработки | 1987 |
|
SU1562077A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
