ю о о
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ ИЗ ЭМАЛИРОВАННЫХ ТРУБ | 1997 |
|
RU2131551C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| СПОСОБ СОЕДИНЕНИЯ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2005 |
|
RU2294271C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| Способ соединения труб с внутренним покрытием | 1988 |
|
SU1560873A1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
Использование: при сварке изделий, в частности при обеспечении герметичности сварных соединений и защиты их от коррозии стеклоэмалями. Способ может найти широкое применение в машиностроении, химической и пищевой промышленности, в том числе при изготовлении блоков гидросистем, химической аппаратуры, трубопроводов. Сущность изобретения: производят подготовку рамок под сварку, исключающую их сквозной прогар, размещают на неГ провариваемой части кромок элементы защитного покрытия. Собирают и сваривают стык с образованием монолитного защитного покрытия, отделяющего внутреннюю полость изделий от шва. При подготовке кромок в их непровариваемой части в зоне, где снижаемая температура нагрева при сварке соответствует температуре оплавления элементов покрытия, выполняют ответные друг другу пазы. Элементы защитного покрытия размещают в указанных пазах. В качестве элементов защитного покрытия используют стеклоэмалевый шликер. При сварке тепловое воздействие процесса оплавляет стеклоэмалевый шликер в сопрягаемых пазах, образуя стеклоэмалевое покрытие в заданном обьеме, защищающее корневую часть шва от коррозии и обеспечивающее герметичность сварному соединению. Это в свою очередь исключает ограничение обработки (сборки и сварки) крупногабаритных изделий и расширяет номенклатуру изделий и технологические возможности процесса, обеспечивая сварку изделий из металла практически любой толщины. 1 з.п.ф-лы, 3 ил. со Ё xj О
Изобретение относится к сварке изделий, в частности к обеспечению герметичности сварных соединений и защиты их от коррозии стеклоэмалями. Способ может найти широкое применение в машиностроении, химической и пищевой промышленности, в том числе при изготовлении блоков гидросистем, химической аппаратуры, трубопроводов и т.п.
Известно, что герметичность сварных соединений стараются обеспечить соблюдением технологии сварки, подбором соответствующих сварочных материалов и т.д. Однако получение герметичных и коррозионно-стойких сварных соединений такими способами осложнено наличием влаги и загрязнений на свариваемых кромках, адсорбцией газов на поверхности и в
микрополостях металла, появлением дефектов сварных швов - трещин, пор и т.п.
Наиболее близким к заявляемому техническому решению является способ сварки труб с внутренним эмалевым покрытием, предусматривающий повышение качества защиты эмалевого покрытия за счет замкового соединения эмалированных торцов труб, нагрева их до температуры оплавления (сплавления) эмали с последующей У- образной кольцевой сваркой торцов труб, предварительно стянутых с помощью наружного центратора.
Однако этот способ имеет следующие недостатки:
узко специфическое применение, в основном для труб, в связи с необходимостью утолщения (осаживания) наружного диаметра труб для выполнения фаски под сварочный шов;
необходимость торцового сжатия стыков труб и предварительного их прогрева до оплавления (сплавления) эмали на торцах труб;
трудность проверки качества оплавле- ния (сплавления) эмали на торцах труб.
Целью изобретения является расширение технологических возможностей сварки для герметизации и защиты от коррозии сварных соединений изделий из любых ме- таллов, поддающихся сварке, (в том числе, с высокотемпературными покрытиями) практически неограниченных размеров.
Это достигается тем, что при способе изделий, преимущественно замк- нутых кольцевыми швами, при котором производят подготовку рамок под сварку, исключающую их сквозной прогзр, размещают на непровариваемой части кромок элементы защитного покрытия. Затем со- бирают и сваривают стык с образованием монолитного защитного покрытия, отделяющего внутреннюю полость изделий от шва.
При подготовке кромок в их непровари- ваемой части в зоне, где ожидаемая температура нагрева при сварке соответствует температуре оплавления элементов покрытия, выполняют ответные друг другу пазы, а элементы защитного покрытия размещают в указанных пазах, причем в качестве элементов защитного покрытия используют стеклоэмалевый шликер.
При сварке тепловое воздействие процесса оплавляет стеклоэмалевый шликер в сопрягаемых пазах, образуя стеклоэмале- вое покрытие в заданном объеме, защищающее корневую часть шва от коррозии и обеспечивающее герметичность сварному соединению. Это в свою очередь исключает
ограничение обработки (сборки и сварки) крупногабаритных изделий и расширяет номенклатуру изделий и технологические возможности процесса, обеспечивая сварку изделий из металла практически любой толщины.
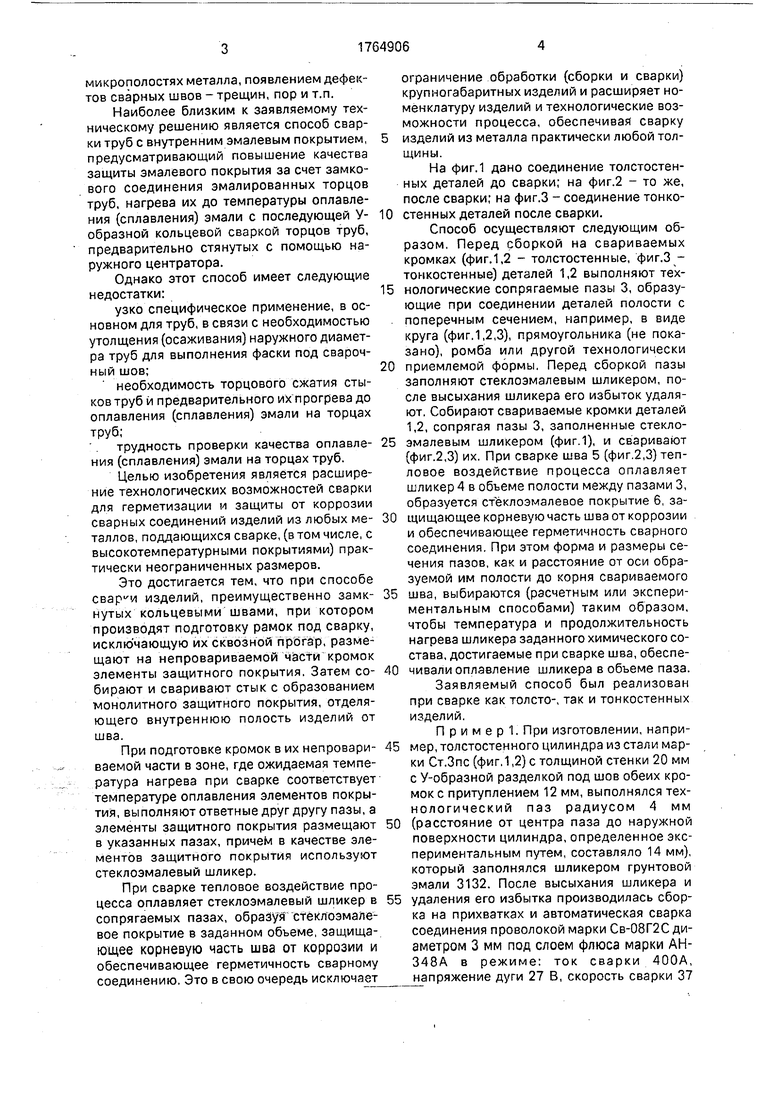
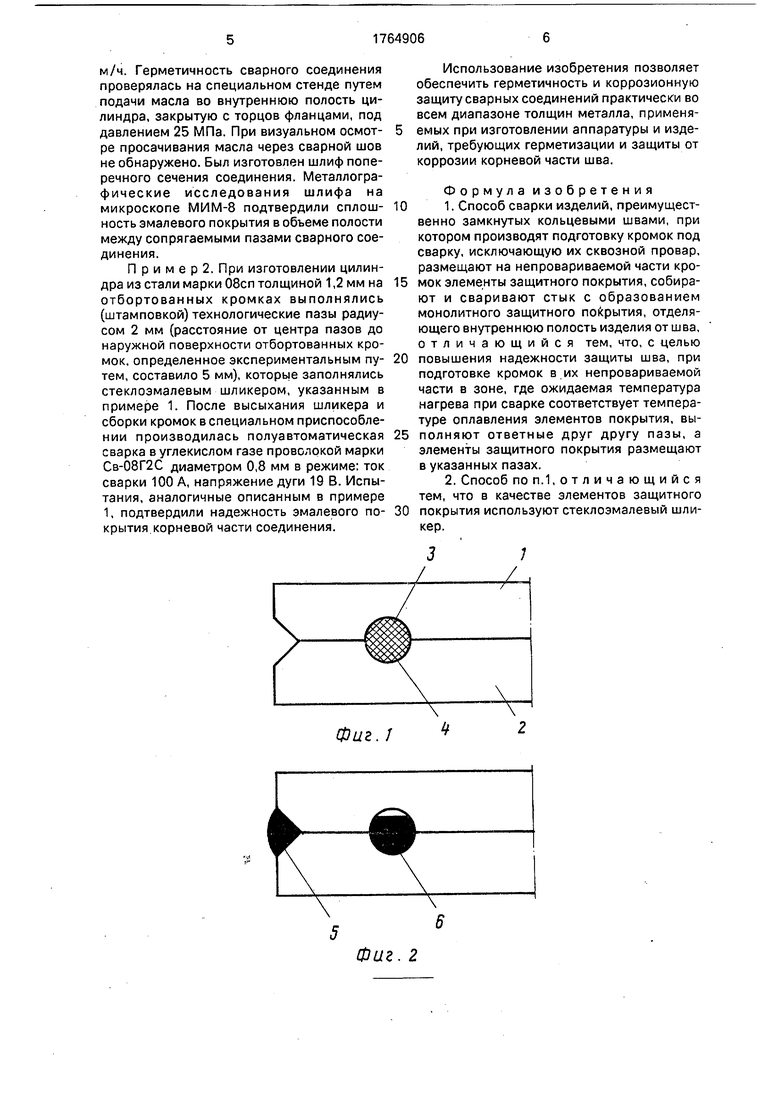
На фиг.1 дано соединение толстостенных деталей до сварки; на фиг.2 - то же, после сварки; на фиг.З - соединение тонкостенных деталей после сварки.
Способ осуществляют следующим образом. Перед сборкой на свариваемых кромках (фиг.1,2 - толстостенные, фиг.З - тонкостенные) деталей 1,2 выполняют технологические сопрягаемые пазы 3, образующие при соединении деталей полости с поперечным сечением, например, в виде круга (фиг.1,2,3), прямоугольника (не показано), ромба или другой технологически приемлемой формы. Перед сборкой пазы заполняют стеклоэмалевым шликером, после высыхания шликера его избыток удаляют. Собирают свариваемые кромки деталей 1,2, сопрягая пазы 3, заполненные стекло- эмалевым шликером (фиг.1), и сваривают (фиг.2,3) их. При сварке шва 5 (фиг.2,3) тепловое воздействие процесса оплавляет шликер 4 в объеме полости между пазами 3, образуется стеклоэмалевое покрытие 6, защищающее корневую часть шва от коррозии и обеспечивающее герметичность сварного соединения. При этом форма и размеры сечения пазов, как и расстояние от оси образуемой им полости до корня свариваемого шва, выбираются (расчетным или экспериментальным способами) таким образом, чтобы температура и продолжительность нагрева шликера заданного химического состава, достигаемые при сварке шва, обеспечивали оплавление шликера в объеме паза.
Заявляемый способ был реализован при сварке как толсто-, так и тонкостенных изделий.
П р и м е р 1. При изготовлении, например, толстостенного цилиндра из стали марки Ст.Зпс (фиг.1,2) с толщиной стенки 20 мм с У-образной разделкой под шов обеих кромок с притуплением 12 мм, выполнялся технологический паз радиусом 4 мм (расстояние от центра паза до наружной поверхности цилиндра, определенное экспериментальным путем, составляло 14 мм), который заполнялся шликером грунтовой эмали 3132. После высыхания шликера и удаления его избытка производилась сборка на прихватках и автоматическая сварка соединения проволокой марки Св-08Г2С диаметром 3 мм под слоем флюса марки АН- 348А в режиме: ток сварки 400А, напряжение дуги 27 В, скорость сварки 37
м/ч. Герметичность сварного соединения проверялась на специальном стенде путем подачи масла во внутреннюю полость цилиндра, закрытую с торцов фланцами, под давлением 25 МПа. При визуальном осмот- ре просачивания масла через сварной шов не обнаружено. Был изготовлен шлиф поперечного сечения соединения. Металлографические исследования шлифа на микроскопе МИМ-8 подтвердили сплош- ность эмалевого покрытия в объеме полости между сопрягаемыми пазами сварного соединения.
П р и м е р 2. При изготовлении цилиндра из стали марки 08сп толщиной 1,2 мм на отбортованных кромках выполнялись (штамповкой) технологические пазы радиусом 2 мм (расстояние от центра пазов до наружной поверхности отбортованных кромок, определенное экспериментальным пу- тем, составило 5 мм), которые заполнялись стеклоэмалевым шликером, указанным в примере 1. После высыхания шликера и сборки кромок в специальном приспособлении производилась полуавтоматическая сварка в углекислом газе проволокой марки Св-08Г2С диаметром 0,8 мм в режиме: ток сварки 100 А, напряжение дуги 19 В. Испытания, аналогичные описанным в примере 1, подтвердили надежность эмалевого по- крытия корневой части соединения.
Фиг. 1
Использование изобретения позволяет обеспечить герметичность и коррозионную защиту сварных соединений практически во всем диапазоне толщин металла, применяемых при изготовлении аппаратуры и изделий, требующих герметизации и защиты от коррозии корневой части шва.
Формула изобретения
/
/
Фаг. 2
| Сварка в машиностроении | |||
| М.: Машиностроение, Т.З, 1978, с.157-159 | |||
| Способ сварки труб с внутренним эмалевым покрытием | 1987 |
|
SU1479249A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
