Изобретение относится к машиностроению, а точнее к установочным приспособлениям при обработке заготовок на металлорежущем оборудовании, например при плоском шлифовании.
Известны электромагнитные плиты для закрепления деталей на их поверхности силовым замыканием.
Ввиду нежесткости заготовок и наличия первоначальной погрешности форм, закрепленных на электромагнитной плите, происходит упругая деформация последних вследствие прижатия их усилиями магнитных силовых линий, а после обработки заготовок и отключения электромагнитной плиты копируется первоначальная погрешность формы.
Известно электромагнитное устройство, применяемое для обработки нежестких плоскостных деталей, содержащее плиту, в теле которой выполнены вертикальные каналы, через которые под давлением подает- ,ся под поверхность заготовки ферромагнитный порошок, который заполняет зазоры между поверхностью стола и заготовки, исключая упругие деформации заготовки после силового замыкания.
XI
о ю ы
00
В этом устройстве электромагнитный порошок подается под давлением по всей поверхности независимо от площади, занимаемой закрепленной деталью. Поэтому подача порошка под давлением в местах без заготовки создает перерасход ферромагнитного порошка и нарушение техники безопасности для присутствующего рабочего. Кроме того, подача порошка возможна и при полном отсутствии заготовок на электромагнитном столе.
Целью изобретения является сокращение расхода ферромагнитного порошка.
Для этого устройство, содержащее основную плиту с выполненными в ней каналами, расположенными перпендикулярно рабочей поверхности плиты и соединенными с емкостью, содержащей ферромагнитный порошок, и установленные на плите электромагниты с сердечниками, одни из торцов которых расположены на одном уровне с рабочей поверхностью плиты, устройство снабжено корпусом, вакуумной системой и дополнительной плитой, образующей с корпусом полость, соединенную с вакуумной системой, а основная плита установлена на корпусе, причем электромагниты расположены между плитой и корпусом, а в сердечниках выполнены продольные каналы, связанные с полостью, образованной корпусом и дополнительной плитой, при этом выходы всех каналов закрыты сеткой, а в каналах, соединенных с емкостью, содержащей ферромагнитный порошок, установлены обратные клапаны.
Корпус является базовой деталью для крепления в нем всех исполнительных элементов устройства.
Вакуумная система состоит из вакуумного насоса, каналов для отсасывания воздуха и каналов дл нагнетания порошка и полости, соединяющей отсасывающие каналы с вакуумным насосом, так как вакуум создается только под поверхностью детали, порошок поступает также только в это место, чем обеспечивается его экономия.
Дополнительная плита образует с корпусом полость, которая является соединительным звеном между вакуумной системой и источником питания ее - отсасывающим компрессором, чем обеспечивается работоспособность устройства.«
Сетки на всех выходах каналов с помощью размеров ячеек регулируют направление движения порошка, т.е. способствуют попаданию порошка под поверхность детали и препятствуют попаданию порошка в воздухоотсасывающие каналы, чем поддерживают нормальное функционирование устройства.
Обратные клапаны, установленные в каналах для подачи порошка, обеспечивают подачу только в нужном направлении (не позволяют его возврату) и только под поверхность детали, поскольку открытие их обеспечивается в вакууме.
На чертеже изображено электромагнитное устройство для закрепления деталей, осевое сечение.
0 Устройство содержит основную плиту 1, дополнительную плиту 2, корпус 3. Корпус и дополнительная плита образуют полость 4, соединенную с отсасывающим патрубком вакуумного насоса. В соосных отверстиях
5 основной плиты и корпуса установлены цилиндрические сердечники электромагнитов 5, имеющие продольные каналы б, выходы отверстий которых на рабочую поверхность основной плиты закрыты сетками 7 с по0 мощью втулок 8.
Выходы дополнительных каналов 9 также закрыты сетками 10 с помощью втулок 11. В дополнительных, каналах вмонтированы обратные шариковые клапаны 12. Кана5 лами 13 дополнительные каналы 9 соединены с емкостью 14, содержащей ферромагнитный порошок 15.
Каналы 6, дополнительные каналы 9, каналы 13 и полость 4, вакуумный насос и
0 емкость с ферромагнитным порошком 15 образуют вакуумную систему.
Электромагнитное устройство работает следующим образом.
При установке детали на рабочую по5 верхность основной плиты при отключенных электромагнитах 5 между ними образуется зазор, обусловленный погрешностью формы базовой поверхности плоскостной детали. После включения
0 вакуумного насоса воздух через полость 4, образованную корпусом 3 и дополнительной плитой 2, отсасывается через вертикальные каналы 6 из зазора, образованного рабочей поверхностью основной плиты 1 и
5 базовой поверхностью обрабатываемой детали.
При создаваемом вакууме открываются обратные клапаны 12 и под поверхность детали засасывается ферромагнитный поро0 шок 15 из емкости 14 через каналы 13 и дополнительные каналы 9. Обратные шариковые клапаны 12 препятствуют поступлению порошка через каналы, не занятые деталью. Кроме того, они будут препятство5 вать частичному возврату порошка, поскольку его засасывание осуществляется при выключенном электромагните. Сетки 7, установленные с помощью втулок 8, не обеспечивают поступление ферромагнитного порошка с поверхности плиты в канал 6
из-за размеров ячеек, меньше зернистости порошка, и, кроме того, в момент отсасывания воздуха порошка над сеткой не будет, после предшествующей обработки он убирается.
Сетки 10, установленные с помощью втулок 11, позволяют поступлению порошка на рабочую поверхность плиты 1 в зазор между плитой 1 и базовой поверхностью детали из-за размеров ячеек сетки больше зернистости порошка. Порошок, попавший при засасывании за поверхность детали, на свободную часть плиты, щеткой подметается по периметру детали, плотность порошка достаточна для изоляции полости между базовой поверхность детали и рабочей поверхностью плиты от окружающей среды. После этого включается электромагнитная плита 5 и осуществляется закрепление детали.
Скапливание порошка не будет происходить, так как при включении электромагнитной плиты порошок выстраивается в плотную щетку по направлению магнитного потока, И так повторяется при каждом включении электромагнита, поэтому осуществляется постоянное движение порошка, что не может привести к засорению сеток 7.
Наличие всех описанных элементов в конструкции и совместное их действие позволяет уменьшить расход ферромагнитного порошка в 3 ... 4 раза из-за подачи его только под поверхность детали.
Формула изобретения
Электромагнитное устройство для закрепления деталей, содержащее основную плиту с выполненными в ней каналами, расположенными перпендикулярно рабочей поверхности плиты и соединенными с емкостью, содержащей ферромагнитный порошок, и электромагниты с сердечниками. одни из торцов которых расположены на
одном уровне с рабочей поверхностью плиты, отличающееся тем, что, с целью повышения экономичности, оно снабжено корпусом, вакуумной системой и дополнительной плитой, образующей с корпусом полость, соединенную с вакуумной системой, а основная плита установлена на корпусе, причем электромагниты расположены между основной плитой и корпусом, а в сердечниках выполнены продольные каналы,
связанные с полостью, образованной корпусом и дополнительной плитой, при этом выходы всех каналов закрыты сеткой, а в каналах, соединенных с емкостью, содержащей ферромагнитный порошок, установлены обратные клапаны.
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1994 |
|
RU2105223C1 |
| Опорное устройство робота манипуляционного промышленного (варианты) | 2021 |
|
RU2756901C1 |
| Зажимное устройство | 1985 |
|
SU1303333A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| ГАЗОВЫЙ ИНЖЕКТОР | 2006 |
|
RU2341677C2 |
| КРИСТАЛЛИЗАТОР - ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ МЕТАЛЛА | 2005 |
|
RU2281185C1 |
| Устройство многократного действия для магнитно-гидравлической штамповки | 1979 |
|
SU832844A1 |
| Магнитно-вакуумный захват | 1985 |
|
SU1366396A1 |
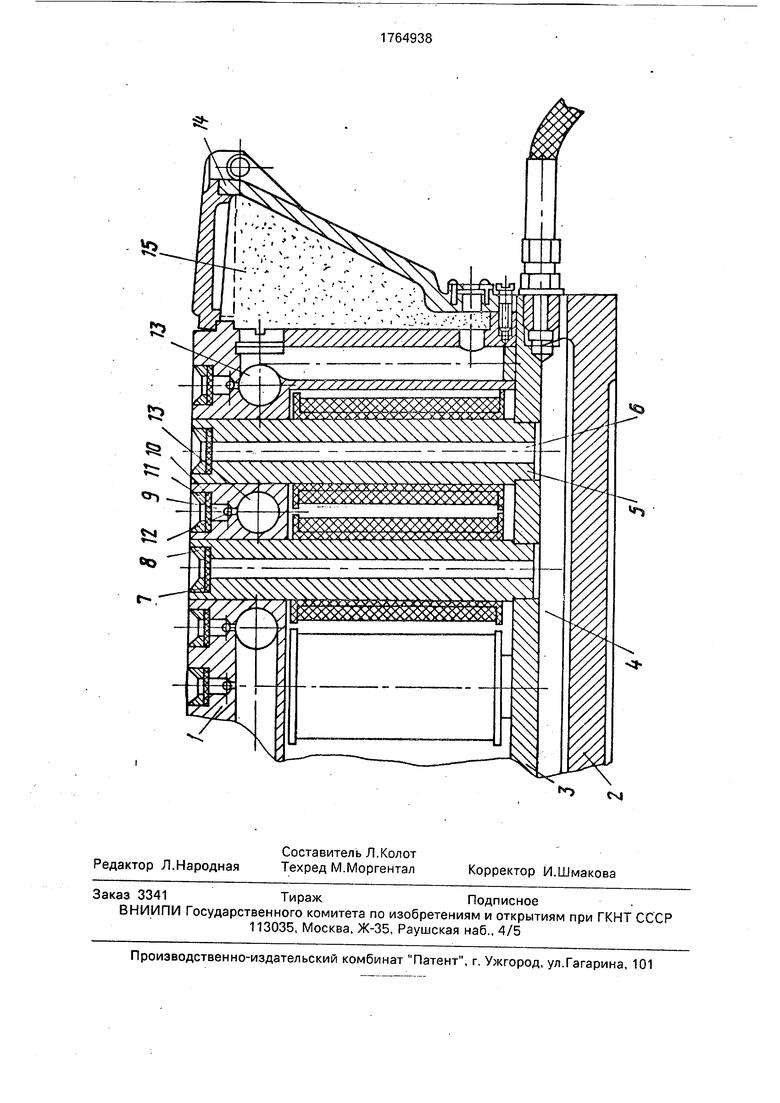
Использование: машиностроение, в конструкциях установочных приспособлений металлорежущего оборудования. Сущность изобретения: устройство содержит корпус 3, основную и дополнительную плиты, электромагниты 5 с сердечниками. В основной плите 1 выполнены каналы 9, соединенные с емкостью 14, содержащей ферромагнитный порошок. При этом дополнительная плита 2 и корпус 1 образуют полость 4, соединенную с вакуумной системой. Основная плита установлена на корпусе, а электромагниты расположены между основной плитой и корпусом. В сердечниках выполнены продольные каналы 6, связанные с полостью, образованной корпусом и дополнительной плитой. Выходы всех каналов закрыты сеткой 7. При этом в каналах, соединенных с емкостью, содержащей ферромагнитный порошок, установлены клапаны 12, После включения вакуумной системы воздух отсасывается из полости, образованной рабочей поверхностью основной плиты 1 и базовой поверхностью обрабатываемой детали. При этом открываются клапаны каналов, находящихся под поверхностью детали,и через них подается ферромагнитный порошок из емкости 14. 1 ил. сл С
| Способ обработки деталей | 1988 |
|
SU1526957A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
