$SJ $$$$S$$$$$$
Фиг.1
ел o
Oi CD Oi
Изобретение относится к области машиностроения и может быть использовано для механической обработки нежестких деталей на металлорежущих станках, оснащенных магнитными столами.
Целью изобретения является повышение качества обработки деталей малой жесткости за счет уменьшения остаточной деформации изгиба заготовки в процессе ее обработки.
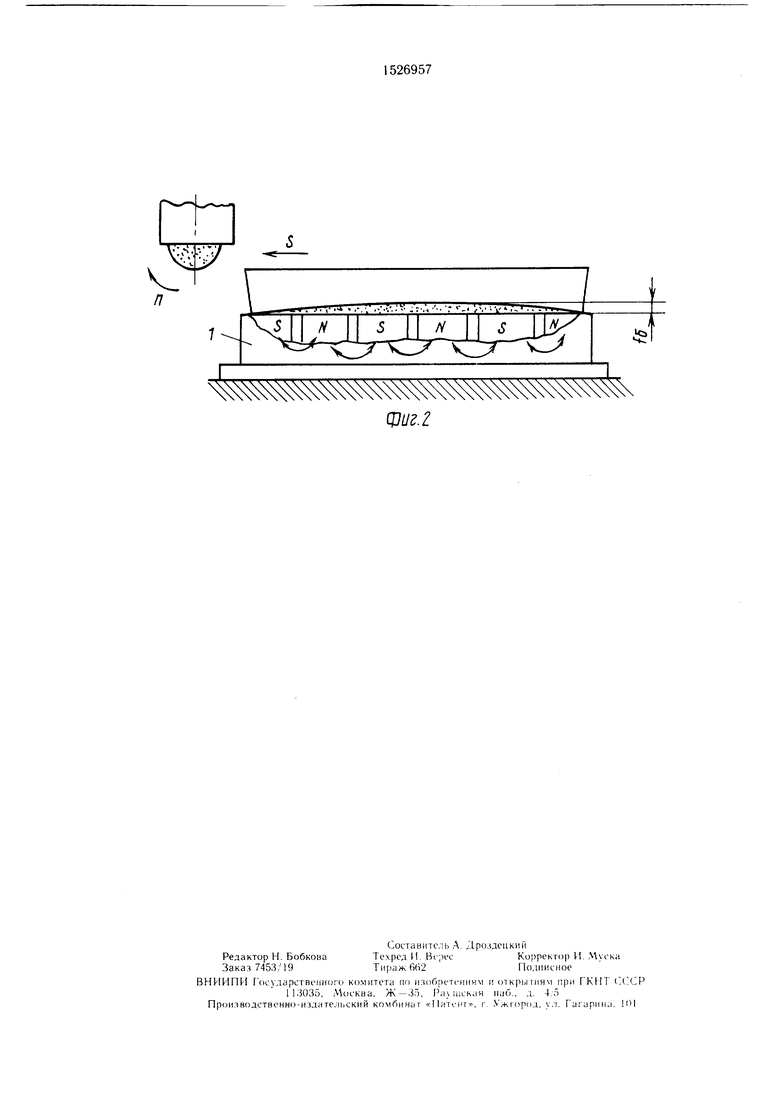
На фиг. 1 изображена схема устройст- ва для реализации способа с незакрепленной заготовкой до ее обработки; на фиг. 2 - то же, с закрепленной на магнитной плите заготовкой после ее обработки.
Способ обработки плоских деталей осу- ществляют в следующей последоваимьности.
Заготовку устанавливают на поверх ность стола 1, подают через каналы 2 под давлением q ферромагнитный порошок 3, осуществляют силовое замыкание заготовки 4 включением магнитного стола 1, а затем перемещением детали относительно инструмента 5 производят ее обработку, при этом порошок подают между поверхностью стола и опорной базой заготовки под давлением с зернистостью, не превышающей погрещность формы опорной базы заготовки, а силовое замыкание осуществляют после заполнения им неприлегаю1цег() пространства между заготовкой и поверхностью стола, причем давление подачи порошка выбирают из условия
.™л,
где 111 - масса заготовки;
g -ускорение свободного падения; S - площадь опорной базы заготовки. При подаче порошка, например, воздушным потоком по каналам в плите или в воздушное пространство между установочной базой заготовки и поверхностью .магнитной плиты в невключенном состоянии ферромагнитный порошок, вытесняясь воздушным потоком, заполняет неровности и зазоры. Для того, чтобы увеличить жесткость стыка .между деталью и плитой за счет повышения плотности массы порошка, последний необходимо выбирать оптимальной зернистости, т. е. не превышающей погрешность формы установочной базы заготовки. С целью недопущения отрыва заготовки от магнитной плиты смесью воздушного потока с ферромагнитным порошком давление подачи порошка устанавли- вают не превышающим отно пения веса заготовки к контактируемой с магнитной плитой ее площади.
0 5 0
5 0
0
5
Таким образом, при включении магнитной плиты, т. е. силовом замыкании, слой ферромагнитного порошка между заготовкой и плитой превращается в жесткое основание, обеспечив стабильность и постоянство силы притяжения детали к магнитной плите без изменения положения продольной нейтральной оси заготовки по всей ее длине.
Пример. Необходимо обработать резанием (шлифование на плоскошлифовальном станке) поверхность размерами LXBXH 1000X80X20 ММ массой 12,5 кг, обеспечив прямолинейность обработанной поверхности 0,02 мм на длине Погрешность формы заготовки перед обработкой ,07 мм. Устанавливают перед обработкой заготовку вогнутой стороной к столу, затем под давлением заполняют пространство между по- верхнопью заготовки и стола ферромагнитным порошком, зернистостью 0,03 мм под давление Па. В момент вытеснения ферромагнитного порошка за границы контакта поверхности заготовки с поверх- НОСТ1Ж) стола осуществляют включение элект- ро.магнитной плиты. Затем относительным пе- ремеп;ением детали относигельно инструмента обрабатывают шлифованием поверхность заготовки. После раскрепления (отключения электромагнитной плиты) отклонение от прямолинейности обработанной по- Bt iJXHoein находится в пределах допуска.
Формула изобретения
(jiocof) обработки дета.лей, при котором заготовку устанавливают опорной поверхностью на жесткую базовую поверхность сто. К), прижимают к ней магнитным полем и сообщаю перемещение относительно вращающегося инструмента, отличающийся тем, что, с целью повышения качества ()б)аботки деталей малой жесткости за счет умень пе жя остаточной деформации изгиба заготовки, в полость между опорной поверхностью заготовки и базовой по- верхн(зстью стола подают под давлением ферромагнитный порошок зернистостью, не превьииающей погрешность формы опорной поверхности заготовки, после чего осуществляют силовое замыкание заготовки с базовой поверхностью, при этом давление q подачи порошка выбирают из условия
n-g
масса заготовки;
ускорение свободного падения;
площадь опорной базы заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитное устройство для закрепления деталей | 1989 |
|
SU1764938A1 |
| Способ односторонней механической обработки нежестких деталей | 1990 |
|
SU1757787A1 |
| Способ холодной правки нежестких деталей | 1988 |
|
SU1538949A1 |
| Способ односторонней механической обработки нежестких деталей | 1986 |
|
SU1364411A1 |
| Способ получения заготовок для нежестких плоских деталей | 1984 |
|
SU1220844A1 |
| Способ правки нежестких изделий | 1985 |
|
SU1263385A1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| Способ механической обработки деталей несколькими переходами | 1980 |
|
SU865638A1 |
| Способ обработки нежестких плоских заготовок | 1983 |
|
SU1148766A1 |
| Способ фиксации нежесткой призматической заготовки с незамкнутой верхней поверхностью при механической обработке на станке | 2022 |
|
RU2781937C1 |
Изобретение относится к машиностроению и может быть использовано для механической обработки нежестких деталей. Цель изобретения - повышение качества обработки за счет уменьшения остаточной деформации изгиба заготовки в процессе ее обработки. Заготовку 4 устанавливают на жесткую базовую поверхность стола 1 и подают между поверхностью стола и опорной базой заготовки под давлением ферромагнитный порошок 3 зернистотью, не превышающей погрешность формы опорной базы заготовки. Силовое замыкание осуществляют после заполнения порошком неприлегающего пространства между заготовкой и поверхностью стола. Давление Q подачи порошка устанавливают из условия Q≤M.G/S, где M - масса заготовки
G - ускорение свободного падения
S - площадь опорной базы заготовки. 2 ил.
(JJUd.Z
| Терган В | |||
| С | |||
| Плоское шлифование- М.: Высшая школа, 1974, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
