Изобретение относится к деревообрабатывающей промышленности и предназначено для изготовления столяр- но-строительных изделий.
Цель изобретения - расширение технологических возможностей и повышение производительности станка.
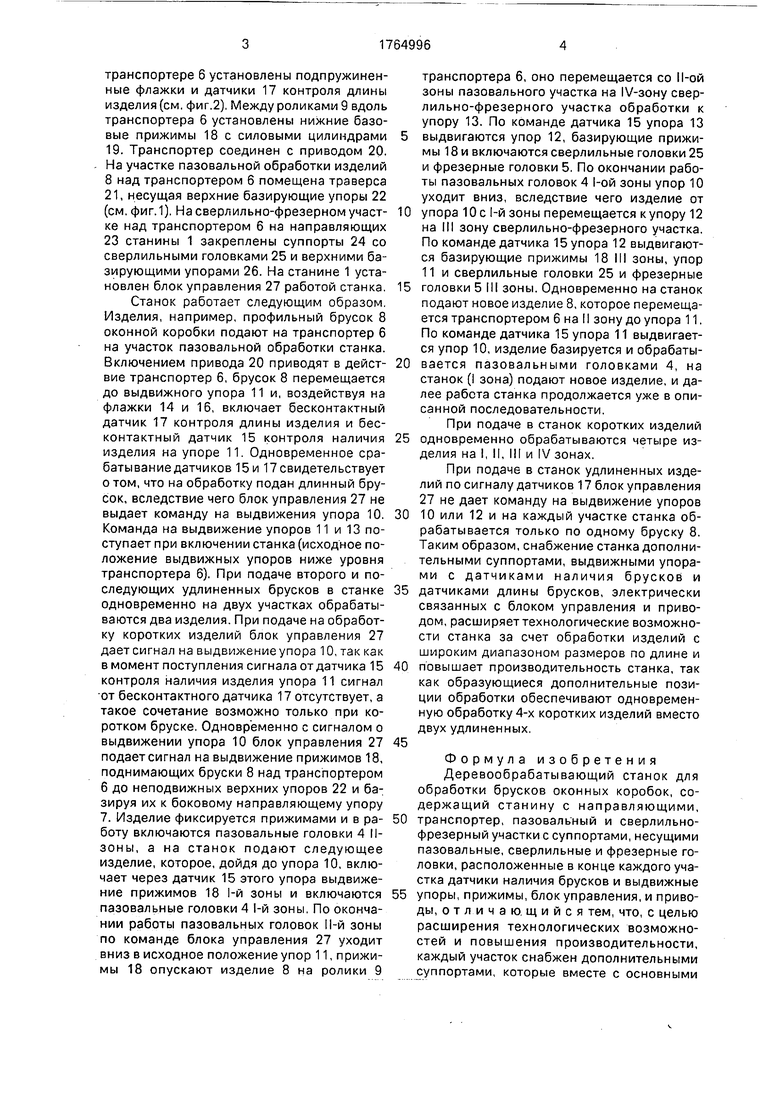
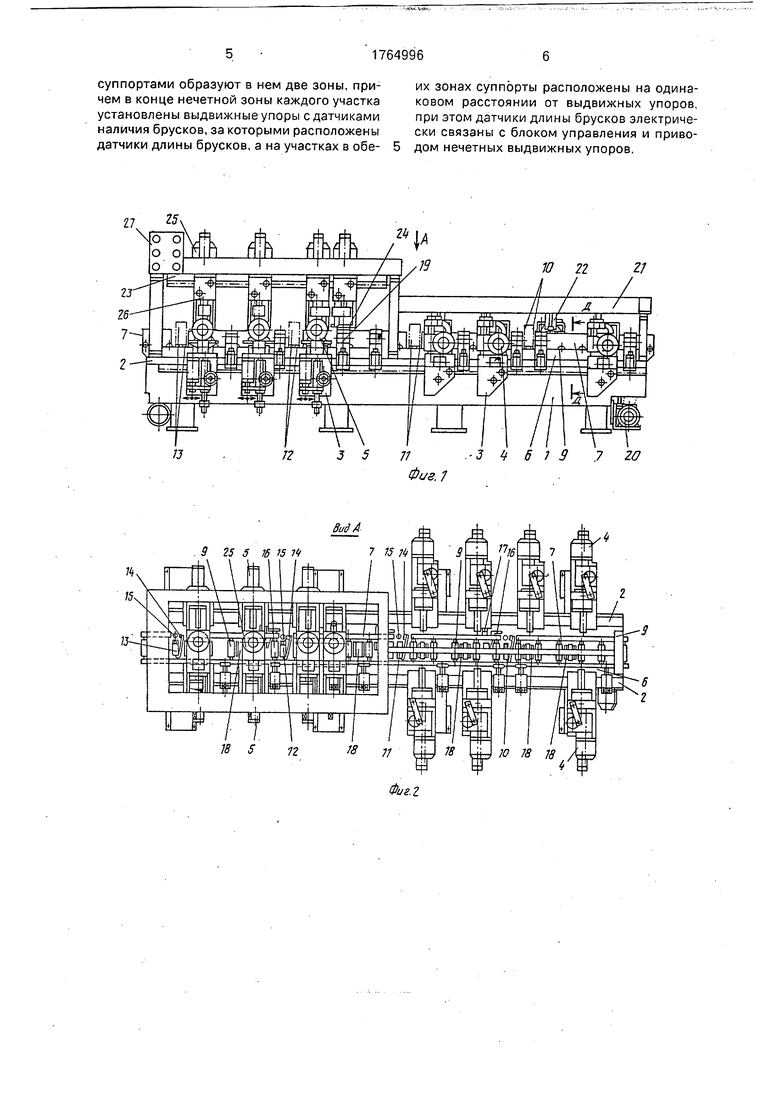
На фиг.1 - общий вид стакана; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Д-Д на фиг.1; на фиг.4 - разрез К-К на фиг.З; на фиг.5 - расположение коротких изделий на участке пазовальной обработки на I и II ее зонах; на фиг.6 - расположение коротких изделий на обоих участках обработки, во всех зонах; на фиг.7 - расположение удлиненных изделий на участках обработки.
Деревообрабатывающий станок включает станину 1 с двумя направляющими 2, на которых установлены суппорты 3 с пазовальными 4 и фрезерными 5 головками. На станине 1 закреплен роликовый транспортер 6 с боковым направляющим упором 7 для перемещения изделий 8. Между роликами 9 транспортера 6 установлены выдвижные упоры 10-13 (см. фиг,1 и 2) с силовыми цилиндрами (на чертеже не показаны) Выдвижные упоры 11 и 13 установлены с шагом, соответствующим максимальной длине обрабатываемого на станке изделия 8. Упоры 10 и 12 расположены относительно упоров 11 и 13 с вдвое меньшим шагом. Упор 11 делит станок на пазо альный и сверлильно- фрезерный участки обработки изделий, а упоры 10 и 12 соответственно делят каждый из этих участков на две зоны (I и II, III и IV). Все выдвижные упоры снабжены подпружиненными флажками 14 и датчиками 15 контроля наличия изделия. Кроме того, на
XI
О N О О О
транспортере 6 установлены подпружиненные флажки и датчики 17 контроля длины изделия (см. фиг.2). Между роликами 9 вдоль транспортера 6 установлены нижние базовые прижимы 18 с силовыми цилиндрами 19. Транспортер соединен с приводом 20. На участке пазовальной обработки изделий 8 над транспортером 6 помещена траверса 21, несущая верхние базирующие упоры 22 (см. фиг. 1). На сверлильно-фрезерном участке над транспортером 6 на направляющих 23 станины 1 закреплены суппорты 24 со сверлильными головками 25 и верхними базирующими упорами 26. На станине 1 установлен блок управления 27 работой станка. Станок работает следующим образом. Изделия, например, профильный брусок 8 оконной коробки подают на транспортер 6 на участок пазовальной обработки станка. Включением привода 20 приводят в действие транспортер 6, брусок 8 перемещается до выдвижного упора 11 и, воздействуя на флажки 14 и 16, включает бесконтактный датчик 17 контроля длины изделия и бесконтактный датчик 15 контроля наличия изделия на упоре 11. Одновременное срабатывание датчиков 15и Освидетельствует о том, что на обработку подан длинный брусок, вследствие чего блок управления 27 не выдает команду на выдвижения упора 10. Команда на выдвижение упоров 11 и 13 поступает при включении станка (исходное положение выдвижных упоров ниже уровня транспортера 6). При подаче второго и последующих удлиненных брусков в станке одновременно на двух участках обрабатываются два изделия. При подаче на обработку коротких изделий блок управления 27 дает сигнал на выдвижение упора 10, так как в момент поступления сигнала отдатчика 15 контроля наличия изделия упора 11 сигнал от бесконтактного датчика 17 отсутствует, а такое сочетание возможно только при коротком бруске. Одновременно с сигналом о выдвижении упора 10 блок управления 27 подает сигнал на выдвижение прижимов 18, поднимающих бруски 8 над транспортером 6 до неподвижных верхних упоров 22 и базируя их к боковому направляющему упору 7. Изделие фиксируется прижимами и в работу включаются пазовальные головки 4 II- зоны, а на станок подают следующее изделие, которое, дойдя до упора 10, включает через датчик 15 этого упора выдвижение прижимов 18 1-й зоны и включаются пазовальные головки 4 1-й зоны. По окончании работы пазовальных головок 11-й зоны по команде блока управления 27 уходит вниз в исходное положение упор 11, прижимы 18 опускают изделие 8 на ролики 9
транспортера 6, оно перемещается со М-ой зоны пазовального участка на IV-зону свер- лильно-фрезерного участка обработки к упору 13. По команде датчика 15 упора 13
выдвигаются упор 12, базирующие прижимы 18 и включаются сверлильные головки 25 и фрезерные головки 5. По окончании работы пазовальных головок 4 l-ой зоны упор 10 уходит вниз, вследствие чего изделие от
0 упора 10с 1-й зоны перемещается к упору 12 на III зону сверлильно-фрезерного участка. По команде датчика 15 упора 12 выдвигаются базирующие прижимы 18 III зоны, упор 11 и сверлильные головки 25 и фрезерные
5 головки 5 III зоны. Одновременно на станок подают новое изделие 8, которое перемещается транспортером 6 на 11 зону до упора 11. По команде датчика 15 упора 11 выдвигается упор 10, изделие базируется и обрабаты0 вается пазовальными головками 4, на станок (I зона) подают новое изделие, и далее работа станка продолжается уже в описанной последовательности.
При подаче в станок коротких изделий
5 одновременно обрабатываются четыре изделия на I, II, III и IV зонах.
При подаче в станок удлиненных изделий по сигналу датчиков 17 блок управления 27 не дает команду на выдвижение упоров
0 10 или 12 и на каждый участке станка обрабатывается только по одному бруску 8. Таким образом, снабжение станка дополнительными суппортами, выдвижными упорами с датчиками наличия брусков и
5 датчиками длины брусков, электрически связанных с блоком управления и приводом, расширяет технологические возможности станка за счет обработки изделий с широким диапазоном размеров по длине и
0 повышает производительность станка, так как образующиеся дополнительные позиции обработки обеспечивают одновременную обработку 4-х коротких изделий вместо двух удлиненных.
5
Формула изобретения Деревообрабатывающий станок для обработки брусков оконных коробок, содержащий станину с направляющими,
0 транспортер, пазовальный и сверлильно- фрезерный участки с суппортами, несущими пазовальные, сверлильные и фрезерные головки, расположенные в конце каждого участка датчики наличия брусков и выдвижные
5 упоры, прижимы, блок управления, и приводы, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности, каждый участок снабжен дополнительными суппортами, которые вместе с основными
суппортами образуют в нем две зоны, при-их зонах суппорты расположены на одиначем в конце нечетной зоны каждого участкаковом расстоянии от выдвижных упоров,
установлены выдвижные упоры с датчикамипри этом датчики длины брусков электриченаличия брусков, за которыми расположеныски связаны с блоком управления и приводатчики длины брусков, а на участках в обе-5 дом нечетных выдвижных упоров.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ БРУСА | 1995 |
|
RU2103162C1 |
| Многошпиндельный деревообрабатывающий станок | 1981 |
|
SU961947A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БРУСОВЫХ ПАНЕЛЕЙ | 1997 |
|
RU2098267C1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| ШИПОРЕЗНЫЙ ДВУСТОРОННИЙ СТАНОК | 1992 |
|
RU2007293C1 |
| КОМБИНИРОВАННЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2021889C1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |


Использование: деревообрабатывающие станки для изготовления столярно- строительных изделий. Сущность изобретения: станок для обработки брусков оконных коробок содержит станину с направляющими, транспортер для перемещения заготовок, разделенные упором пазовальный и сверлильно-фрезерный участки с соответствующими суппортами, расположенные в конце каждого участка датчики наличия брусков и выдвижные упоры, прижимы, блок управления. Каждый из участков имеет две зоны, на которых расположены основные и дополнительные суппорты. В конце нечетной зоны каждого участка установлены выдвижные упоры с датчиками наличия брусков, причем суппорты располагаются на одинаковом расстоянии от выдвижных упоров. Электрическая связь определенных упоров и датчиков с блоком управления позволяет с высокой производительностью производить обработку не только длинных изделий (оконных коробок), но и коротких. 7 ил. (Л С
/J
Вид А
3 25 5 16 5
W 5 12
10 2221
I / /
3
//////
I
zz
ITk
W/////////A zz
Ј гпф
FJ
966WAI,
f
fv
fcl
te(
s
966179AL
ц
W . ЬjS w/
4
Јм
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Многошпиндельный деревообрабатывающий станок | 1981 |
|
SU961947A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
